Ремонт сварочного инвертора
Ремонтируем сварочный аппарат TELWIN Force 165

Сварочный инвертор TELWIN Force 165
Здесь будет рассмотрен ремонт сварочного инвертора TELWIN Force 165. Для тех, кто не знаком с устройством и схемотехникой сварочного инвертора, предлагаем сначала ознакомиться с материалами на эту тему, а именно:
-
Устройство сварочного инвертора. Часть 1.
-
Как работает сварочный инвертор. Часть 2.
В этих двух статьях на примере реального аппарата TELWIN Force 165 и принципиальной схемы сварочных инверторов TELWIN Tecnica 144-164 подробно описана электронная начинка и назначение каждого элемента схемы.
Но давайте вернёмся к нашему неисправному аппарату – сварочному инвертору «TELWIN Force 165». По словам владельца, аппарат исправно работал, но вдруг, после небольшой передышки в работе напрочь отказывался выполнять свои обязанности. При попытке начать работу искра не появлялась, а изнутри корпуса доносился неестественный для штатной работы «гул» и «писк».
По словам владельца также было известно, что аппарат вроде как работал – был слышен шум вентилятора обдува, включался индикатор штатной работы. А это свидетельствует о том, что транзисторы инвертора исправны.
Складывалось впечатление, что сварочный инвертор «уходит в защиту» – срабатывают внутренние защитные цепи, которые есть в составе любого импульсного агрегата, тем более такого мощного.
Поиск неисправности сварочного инвертора я начал нестандартно. Включать приборчик не стал.
Ранее я с такими приборами не сталкивался, и они были для меня в новинку. Поэтому первым делом вскрыл корпус и стал проверять мультиметром все доселе известные мне детали.

На печатной плате сварочного инвертора обнаружил знакомые элементы: вентилятор, мощный диодный мост (на него установлен радиатор), высоковольтные электролитические конденсаторы фильтра, фильтр EMC, ключевые мощные транзисторы инвертора (установлены на радиатор), импульсный трансформатор, электромагнитное реле…
Неприятным сюрпризом оказалось то, что поверхность печатной платы была залита каким-то лаком, который затруднял считывание маркировки SMD-элементов и микросхем.
Также были обнаружены защитные элементы. Один из них – термопредохранитель на 90°C. Он приклеен к радиатору диодного моста.

Насколько мне известно, такие термопредохранители срабатывают намертво, то есть если нагреются выше своей температуры срабатывания, то размыкаются навсегда. Похожие термопредохранители можно обнаружить в силовых трансформаторах. Там они включаются в цепь первичной обмотки и приклеиваются к ней. Защищают трансформатор от перегрева. Иногда можно ложно судить о том, что первичная обмотка трансформатора в обрыве, хотя стоит убрать (или замкнуть накоротко) этот самый термопредохранитель, как оказывается, что трансформатор исправен.
Поэтому первым делом проверил целостность термопредохранителя на 90°C. Он оказался исправен.
Кроме этого на одном из радиаторов, к которым крепятся мощные ключевые транзисторы инвертора, также есть температурный датчик. Внешне он очень похож на термовыключатель серии KSD, которые используются в термопотах, водяных нагревателях и прочей бытовой электротехнике.

Особенность этих термовыключателей в том, что их контакты вновь замыкаются, если температура опустится ниже определённого значения. Понятно, что этот температурный датчик отслеживает нагрев мощных ключевых транзисторов и, если есть перегрев, временно отключает работу сварочного инвертора. Как только радиаторы, а, следовательно, и транзисторы остынут, то аппарат вновь запустится, и будет работать в штатном режиме.
При проверке термовыключателя оказалось, что он также исправен. Ну, что ж, будем искать неисправность дальше.
После недолгих поисков, было решено проверить мощные выпрямительные диоды. На печатной плате они расположены рядком и надёжно прикручены к радиатору шурупами. На страницах сайта уже рассказывалось о том, как проверить диод.
Маркированы как 60CPH03. Это ультрабыстрые сдвоенные диоды VS-60CPH03.
После проверки оказалось, что ориентировочно неисправны все три сдвоенных диода. Но это всего лишь предположение, так как диоды впаяны в схему, и 100% утверждать, что именно они неисправны нельзя. Несмотря на это стало понятно, в каком направлении нужно «копать» дальше.
Разобраться в проблеме можно было бы и без схемы, но с ней интересней, тем более что под рукой оказалось руководство по ремонту сварочных инверторов TELWIN Tecnica 144-164, которые, честно говоря, мало чем отличаются по своему составу и схемотехнике от «TELWIN Force 165». Если взглянуть на принципиальную схему, то можно заметить, что даже при пробое одного из сдвоенных диодов 60CPH03, все остальные диоды при проверке будут также «неисправными», если их не выпаять из платы и не проверить каждый в отдельности. Вот кусочек схемы – выходной выпрямитель.

Как оказалось, выпаять эти самые диоды не так-то просто. Во-первых, пайка очень достойная и качественная. Да и как тут по-другому, ведь в силовой части сварочного аппарата протекают огромные токи, вплоть до 130 ампер! Малейший недопай и место контакта будет греться, а это в последствие приведёт к неисправности. Поэтому итальянцы не жалеют припоя и надёжно сдабривают им место контакта.
Не стоит забывать, что современная электроника изготавливается с помощью бессвинцовых припоев, а температура их плавления, как правило, выше, чем у обычного оловянно-свинцового.
Перед тем, как выпаивать диоды, необходимо демонтировать радиатор. Шурупы, которыми крепятся диоды к радиатору нестандартные, но открутить их можно пассатижами.
Для выпайки лучше воспользоваться паяльником помощнее. Лучше взять обычный паяльник мощностью ватт на 50, иначе выпайка превратится в мучение. Можно, конечно, применить и 40-ка ваттный паяльник, но тут потребуется сноровка и немало терпения. Надо успеть хорошо прогреть все 3 вывода диода одновременно.
При демонтаже можно попробовать использовать медную оплётку или десольдер для удаления припоя. Правда, если паяльник маломощный (например, 40 ватт), то толку от них будет мало. Припой будет моментально застывать.
Несмотря на трудности вызванные маломощностью паяльника (он у меня на 40 ватт) и обгоревшим медным жалом мне всё-таки удалось выпаять сдвоенные диоды. К сожалению, не без «косяков».

Выдрал с корнями сквозную металлизацию медных дорожек. Ах, да ладно, не беда. Зачистим и надрастим.
Оказалось, что пробит один из диодов – остальные целы. Стоит отметить, что пробитым оказались оба диода, которые являются частью одного сдвоенного диода. Теперь это не диод – а «решето», – обычный проводник в красивом корпусе.
Если взглянуть на схему, то «вылетел» тот диод, который обозначен красным кружком.

Напомню, что кусочек схемы взят из руководства для TELWIN Tecnica 144-164. А чинил «TELWIN Force 165». У телвин Force 165 на плате нет катушки индуктивности L1 (дроссель) и, по-видимому, не должно быть, так как посадочного места на плате для неё нет. Так что не обращайте на неё внимания. В реальности же эта катушка выполнена из медного провода большого сечения, чтобы выдерживать токи до 140 ампер.
Было решено оставить аппарат в покое и заняться поисками замены неисправного диода VS-60CPH03. Найти замену диоду 60CPH03 оказалось не так-то просто. Купить в интернете эту радиодеталь не получилось. В интернет-магазинах такая деталь почему-то является редкостью (возможно, всё уже изменилось). Пришлось ехать на радиорынок и покупать там.
Был куплен аналог диода с маркировкой STTH6003CW. Цена у него оказалась приличная, да и найти нужный оказалось непросто.

 Параметры STTH6003CW такие же, как и у VS-60CPH03, а именно:
Параметры STTH6003CW такие же, как и у VS-60CPH03, а именно:
-
Корпус – TO-247;
-
Максимальный ток в прямом включении IF(AV) – 30A на 1 элемент (60А на оба диода);
-
Допустимое обратное напряжение VRRM – 300V;
-
Время восстановления (или быстродействия) trr (max) – 50 ns (50 наносекунд).
Сдвоенный диод STTH6003CW относится к, так называемым, быстродействующим диодам. Буржуи обзывают такие диоды Ultra-fast, Hyperfast, Super-fast, Stealth diode, High frequency secondary rectifier и т.п. В общем, как только не пытаются подчеркнуть их крутизну.
Главная особенность быстродействующего диода – это способность быстро открываться (пропускать ток) и также быстро закрываться (не пропускать ток). А это означает, что он может работать на высоких частотах. Это и требуется для работы в выпрямителе сварочного инвертора, так как требуется выпрямлять ток высокой частоты – десятки килогерц.
Поэтому заменять такие диоды стоит только быстродействующими!
Для замены диода VS-60CPH03 подойдут STTH6003CW, FFH30US30DN. Все эти диоды – аналоги и отлично подходят для замены друг друга. Активно применяются в сварочных аппаратах. Также подойдёт STTH6003TV, но у него другой корпус (ISOTOP), хотя если другого нет, то при желании можно изловчиться и прикрутить его куда-нибудь.

При установке диодов на радиатор необходимо обязательно использовать теплопроводную пасту (например, КПТ-8).

Жадничать не стоит, но и чрезмерно намазывать пастой место теплового контакта не стоит. Наносим небольшой, ровный слой пасты на площадь соприкосновения корпуса диода и алюминиевого радиатора. Затем надёжно прикручиваем корпус диода к радиатору шурупом.

К установке диодов на радиатор стоит относиться серьёзно. В процессе работы диоды сильно греются и малейшие трудности с охлаждением вызовут их перегрев и выход из строя.
При установке диодов необходимо как можно лучше пропаять места соединения выводов и контактов медных дорожек. Это очень важно, так как токи просто огромные и если схалтурить, то ничего хорошего из этого не выйдет.

Если при демонтаже были «содраны» медные пятаки и медные дорожки, то их можно надрастить медным лужёным проводом и качественно пропаять. Чисто электрического контакта недостаточно – пайка должна быть надёжной.
После замены неисправного диода прибор заработал.
Архив со схемами на сварочные аппараты TELWIN Tecnica 141-161, TELWIN Tecnica 144-164 и TELWIN Tecnica 150, 152, 170, 168GE можно скачать здесь. Размер файла – 4,4 Mb.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
-
Как удалить припой? Приспособления для удаления припоя.
-
Что такое составной транзистор?
-
Свойства электролитических конденсаторов.
-
Contents
-
Table of Contents
-
Troubleshooting
-
Bookmarks
Quick Links
CONTENTS
REPAIR GUIDE……………………………………………… 9
SPARE PARTS LIST………………………………………..18
REPAIR SHEET……………………………………………… 20
» r e p a r a t i o n
TROUBLESHOOTING
TROUBLESHOOTING
TROUBLESHOOTING
TROUBLESHOOTING
AND REPAIR MANUAL
AND REPAIR MANUAL
AND REPAIR MANUAL
AND REPAIR MANUAL
PAGE
2
3
5
6
9
10
10
13
15
n o
inver ter
p r o b l e m ! «
cod. 988637
Summary of Contents for Telwin TECNICA144-164
Если логически подумать, о громком хлопке во время работы можно придти к выводу, что так пукнул силовой IGBT транзистор, но только вскрытие позволит поставить точный диагноз.
Посмотрим что имеется внутри нашего красавца, для этого начнем аккуратно разбирать его.
Как известно из теории силовой электроники физика работы сварочных инверторов основывается на поэтапном преобразовании энергии.
Выпрямленное сетевое напряжения преобразуется в переменное высокочастотное в инверторе, а затем понижается трансформатором до обычного сварочного, и в финальной стадии выходной выпрямитель преобразует переменное в постоянное сварочное напряжение.
Весь процесс управляется с помощью обратных связей блока управления, который задает необходимые характеристики тока.
Но вернемся к нашему пациенту, немного полазил по зарубежным сайтам нашел сервисное руководство по ремонту TELWIN TECNICA 164 скачать его можно по зеленой ссылке выше.
Внутри сервисной инструкции очень полезным для понимания алгоритма работы имеется блок схема аппарата. Принципиальная схема состоящая из силовой части и блока управления также приводится в руководстве.
Схема силовой части состоит из следующих узлов:
1. Фильтр от электромагнитных помех состоит из следующих радиокомпонентов С1, T4, С8, С15.
2. Блок защиты выпрямителя и фильтра состоит из радиоэлементов RL1, R4. Исключает прохождение больших зарядных токов в момент первоначального подключения к сети. При подачи питания, напряжение на выпрямитель PD1 следует через мощное сопротивление R4, в это же самое время емкости конденсаторов C21, C22, C27 начинают плавно заряжаться. По окончанию их заряда, срабатывает реле RL1, и своими контактами шунтирует R4.
3. Выпрямительный мост с фильтром C21, C22, C27 сглаживает пульсации.
4. Силовые ключи собраны на IGBT транзисторах Q5 и Q8. они преобразуют напряжение в высокочастотные прямоугольные импульсы, которые затем следуют на силовой трансформатор.
5. Токовый трансформатор измеряет силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора следует в блок управления.
6. Силовой трансформатор Т3, преобразует напряжение в то, которое требуется для сварки. Кроме того через него осуществляется гальваническая развязка от сети.
7. Выпрямитель сварочного напряжения выпрямляет импульсное напряжение. D33 и D34 — выпрямляют эдс самоиндукции силового трансформатора с катушки индуктивности L1, в момент, когда IGBT модули заперты.
8. Дроссель L1 исключает возникновение пульсаций выпрямленного напряжения.
9. Радиокомпоненты — R18, R35, D11, C20, U3, D8 предназначены для питания блока управления.
10. Тепловая защита силового трансформатора состоит из термодатчика ST1, который в нормальном состоянии всегда замкнут.
11. Схема питания вентилятора и реле получает питание от отдельной обмотки силового трансформатора. Как только накопительные емкости зарядятся, запустится преобразователь, на дополнительную обмотку поступает напряжение, которое выпрямляется и поступает на вентилятор обдува и реле. Реле срабатывает, и шунтирует сопротивление R4 и устройство переключается на нормальный режим работы.

1. Блок драйверов состоит из элементов Q6, D19, D23, Q7, D27, D26, T1 и предназначены для плавного запуска силовых IGBT модулей. Разделительный трансформатор T1 предназначен для генерации двух сигналов, гальванически развязанных друг от друга.
2. Драйвер управления разделительным трансформатором выполнен из элементов Q4, D20, D22, D24 и усиливает сигнал, идущий от генератора импульсов и подает его на первичную обмотку разделительного трансформатора.
3.Ограничитель тока в первичной обмотке трансформатора и элементы D2, R25, R49, D4, R15, R9, R2, R3, R10 получают сигналы от токового трансформатора Т2, выпрямляет и ограничивает их.
4. Задающий генератор импульсов на микросхеме U1 это обычный ШИМ контроллер на микросхеме TL3845. Данный контроллер генерирует управляющие импульсы для правильной работы инвертора на IGBT модулях. Так же этот контроллер регулирует сварочный ток и защиту.
5. Модуль гальванической развязки и контроля выходного напряжения предназначен для защиты от заниженного или завышенного сетевого уровня. Он состоит из оптрона ISO1 и радиокомпонентов R1, R5, R14, R19, R24, R29, R36, R38, ОУ U2B, компаратора U2A
7. Модуль регулировки сварочного тока выполнен на переменном сопротивлении R23, фильтра C14, R13, C4.
8. Суммирующий модуль выполнен на операционном усилителе U2C и предназначен для суммирования сигналов защиты, для формирования уровня напряжения регулирования, которое следует на задающий генератор импульсов. Транзистор Q1 работает в ключевом режиме. При аварийном режиме работы инвертора, с модуля контроля напряжения на базу транзистора поступает сигнал отключения, транзистор открывается, и шунтирует инвертирующий вход операционного усилителя на землю. Прекращается генерация управляющих импульсов. При этом начинает светится аварийный светодиод.
Как я предположил в аппарате взорвались IGBT транзисторы, после вскрытия и визуального осмотра диагноз подтвердился. Кроме того, как показывала практика ремонта рентгеновского аппарата, IGBT никогда не сгорает один, так и в этом случае сгорели диоды D31 и D212 и еще надо проверить плату драйверов.

Теплопроводящую прокладку под диод D31 обязательно надо сохранить при замене компонента. Теперь подумаем о причинах выхода из строя силового модуля, опираясь на подобный опыт можно сказать, что обычно это плохие контакты.
Этот случай подтвердил мои подозрения обнаружил плохую пайку выводов силового трансформатора, ох уж эта европа со своей дермократией, а паяют хуже чем у нас студенты. Пришлось исправить эти недостатки.
Переходим к проверки драйвера используя обычный тестер, выявляем целый список поврежденных радиоэлементов.


После замены перечисленных радиокомпонентов ремонт сварочного инвертора наконец-то закончен и теперь можно пользоваться устройством по назначению
Аппарат имеет сложную схему управления. Как известно, тиристоры управляются током и являются незапираемыми токовыми ключами. Ток сварочного аппарата регулируется косвенным путем. Изменяя период протекания тока в первичной обмотке, добиваются изменения тока во вторичной обмотке
Промышленность выпустила большое количество сварочных аппаратов с электронным управлением током. Но принципиальные схемы и пояснения к ним невозможно найти. Несмотря на малое количество деталей, аппарат имеет сложную схему управления. Как известно, тиристоры управляются током (напряжение управления обычно 2 — 5 В) и являются незапираемыми токовыми ключами. Ток сварочного аппарата регулируется косвенным путем. Изменяя период протекания тока в первичной обмотке, добиваются изменения тока во вторичной обмотке. Так как ток в первичной обмотке мал (до 20 А), то этот вариант был внедрен в ТДЭ 101У2.
Источник
Ремонт сварочного инвертора
Ремонтируем сварочный аппарат TELWIN Force 165
Здесь будет рассмотрен ремонт сварочного инвертора TELWIN Force 165. Для тех, кто не знаком с устройством и схемотехникой сварочного инвертора, предлагаем сначала ознакомиться с материалами на эту тему, а именно:
В этих двух статьях на примере реального аппарата TELWIN Force 165 и принципиальной схемы сварочных инверторов TELWIN Tecnica 144-164 подробно описана электронная начинка и назначение каждого элемента схемы.
Но давайте вернёмся к нашему неисправному аппарату – сварочному инвертору TELWIN Force 165. По словам владельца, аппарат исправно работал, но вдруг, после небольшой передышки в работе напрочь отказывался выполнять свои обязанности. При попытке начать работу искра не появлялась, а изнутри корпуса доносился неестественный для штатной работы «гул» и «писк».
По словам владельца также было известно, что аппарат вроде как работал – был слышен шум вентилятора обдува, включался индикатор штатной работы. А это свидетельствует о том, что транзисторы инвертора исправны.
Складывалось впечатление, что сварочный инвертор «уходит в защиту» — срабатывают внутренние защитные цепи, которые есть в составе любого импульсного агрегата, тем более такого мощного.
Поиск неисправности сварочного инвертора я начал нестандартно. Включать приборчик не стал.
Ранее я с такими приборами не сталкивался, и они были для меня в новинку. Поэтому первым делом вскрыл корпус и стал проверять мультиметром все доселе известные мне детали.
На печатной плате сварочного инвертора обнаружил знакомые элементы: вентилятор, мощный диодный мост (на него установлен радиатор), высоковольтные электролитические конденсаторы фильтра, фильтр EMC, ключевые мощные транзисторы инвертора (установлены на радиатор), импульсный трансформатор, электромагнитное реле…
Неприятным сюрпризом оказалось то, что поверхность печатной платы была залита каким-то лаком, который затруднял считывание маркировки SMD-элементов и микросхем.
Также были обнаружены защитные элементы. Один из них – термопредохранитель на 90 0 С. Он приклеен к радиатору диодного моста.
Насколько мне известно, такие термопредохранители срабатывают намертво, то есть если нагреются выше своей температуры срабатывания, то размыкаются навсегда. Похожие термопредохранители можно обнаружить в силовых трансформаторах. Там они включаются в цепь первичной обмотки и приклеиваются к ней. Защищают трансформатор от перегрева. Иногда можно ложно судить о том, что первичная обмотка трансформатора в обрыве, хотя стоит убрать (или замкнуть накоротко) этот самый термопредохранитель, как оказывается, что трансформатор исправен.
Поэтому первым делом проверил целостность термопредохранителя на 90 0 С. Он оказался исправен.
Кроме этого на одном из радиаторов, к которым крепятся мощные ключевые транзисторы инвертора, также есть температурный датчик. Внешне он очень похож на термовыключатель серии KSD, которые используются в термопотах, водяных нагревателях и прочей бытовой электротехнике.
Особенность этих термовыключателей в том, что их контакты вновь замыкаются, если температура опустится ниже определённого значения. Понятно, что этот температурный датчик отслеживает нагрев мощных ключевых транзисторов и, если есть перегрев, временно отключает работу сварочного инвертора. Как только радиаторы, а, следовательно, и транзисторы остынут, то аппарат вновь запустится, и будет работать в штатном режиме.
При проверке термовыключателя оказалось, что он также исправен. Ну, что ж, будем искать неисправность дальше.
После недолгих поисков, было решено проверить мощные выпрямительные диоды. На печатной плате они расположены рядком и надёжно прикручены к радиатору шурупами. На страницах сайта уже рассказывалось о том, как проверить диод.
Маркированы как 60CPH03. Это ультрабыстрые сдвоенные диоды VS-60CPH03.
После проверки оказалось, что ориентировочно неисправны все три сдвоенных диода. Но это всего лишь предположение, так как диоды впаяны в схему, и 100% утверждать, что именно они неисправны нельзя. Несмотря на это стало понятно, в каком направлении нужно «копать» дальше.
Разобраться в проблеме можно было бы и без схемы, но с ней интересней, тем более что под рукой оказалось руководство по ремонту сварочных инверторов TELWIN Tecnica 144-164, которые, честно говоря, мало чем отличаются по своему составу и схемотехнике от TELWIN Force 165. Если взглянуть на принципиальную схему, то можно заметить, что даже при пробое одного из сдвоенных диодов 60CPH03, все остальные диоды при проверке будут также «неисправными», если их не выпаять из платы и не проверить каждый в отдельности. Вот кусочек схемы — выходной выпрямитель.
Как оказалось, выпаять эти самые диоды не так-то просто. Во-первых, пайка очень достойная и качественная. Да и как тут по-другому, ведь в силовой части сварочного аппарата протекают огромные токи, вплоть до 130 ампер! Малейший недопай и место контакта будет греться, а это в последствие приведёт к неисправности. Поэтому итальянцы не жалеют припоя и надёжно сдабривают им место контакта.
Не стоит забывать, что современная электроника изготавливается с помощью бессвинцовых припоев, а температура их плавления, как правило, выше, чем у обычного оловянно-свинцового.
Перед тем, как выпаивать диоды, необходимо демонтировать радиатор. Шурупы, которыми крепятся диоды к радиатору нестандартные, но открутить их можно пассатижами.
Для выпайки лучше воспользоваться паяльником помощнее. Лучше взять обычный паяльник мощностью ватт на 50, иначе выпайка превратится в мучение. Можно, конечно, применить и 40-ка ваттный паяльник, но тут потребуется сноровка и немало терпения. Надо успеть хорошо прогреть все 3 вывода диода одновременно.
При демонтаже можно попробовать использовать медную оплётку или десольдер для удаления припоя. Правда, если паяльник маломощный (например, 40 ватт), то толку от них будет мало. Припой будет моментально застывать.
Несмотря на трудности вызванные маломощностью паяльника (он у меня на 40 ватт) и обгоревшим медным жалом мне всё-таки удалось выпаять сдвоенные диоды. К сожалению, не без «косяков».
Выдрал с корнями сквозную металлизацию медных дорожек. Ах, да ладно, не беда. Зачистим и надрастим.
Оказалось, что пробит один из диодов – остальные целы. Стоит отметить, что пробитым оказались оба диода, которые являются частью одного сдвоенного диода. Теперь это не диод – а «решето», — обычный проводник в красивом корпусе.
Если взглянуть на схему, то «вылетел» тот диод, который обозначен красным кружком.
Напомню, что кусочек схемы взят из руководства для TELWIN Tecnica 144-164. А чинил TELWIN Force 165. У телвин Force 165 на плате нет катушки индуктивности L1 (дроссель) и, по-видимому, не должно быть, так как посадочного места на плате для неё нет. Так что не обращайте на неё внимания. В реальности же эта катушка выполнена из медного провода большого сечения, чтобы выдерживать токи до 140 ампер.
Было решено оставить аппарат в покое и заняться поисками замены неисправного диода VS-60CPH03. Найти замену диоду 60CPH03 оказалось не так-то просто. Купить в интернете эту радиодеталь не получилось. В интернет-магазинах такая деталь почему-то является редкостью (возможно, всё уже изменилось). Пришлось ехать на радиорынок и покупать там.
Был куплен аналог диода с маркировкой STTH6003CW. Цена у него оказалась приличная, да и найти нужный оказалось непросто.
Параметры STTH6003CW такие же, как и у VS-60CPH03, а именно:
Корпус – TO-247;
Максимальный ток в прямом включении IF(AV) – 30A на 1 элемент (60А на оба диода);
Допустимое обратное напряжение VRRM – 300V;
Время восстановления (или быстродействия) trr (max) – 50 ns (50 наносекунд).
Сдвоенный диод STTH6003CW относится к, так называемым, быстродействующим диодам. Буржуи обзывают такие диоды Ultra-fast, Hyperfast, Super-fast, Stealth diode, High frequency secondary rectifier и т.п. В общем, как только не пытаются подчеркнуть их крутизну.
Главная особенность быстродействующего диода – это способность быстро открываться (пропускать ток) и также быстро закрываться (не пропускать ток). А это означает, что он может работать на высоких частотах. Это и требуется для работы в выпрямителе сварочного инвертора, так как требуется выпрямлять ток высокой частоты – десятки килогерц.
Поэтому заменять такие диоды стоит только быстродействующими!
Для замены диода VS-60CPH03 подойдут STTH6003CW, FFH30US30DN. Все эти диоды – аналоги и отлично подходят для замены друг друга. Активно применяются в сварочных аппаратах. Также подойдёт STTH6003TV, но у него другой корпус (ISOTOP), хотя если другого нет, то при желании можно изловчиться и прикрутить его куда-нибудь.
При установке диодов на радиатор необходимо обязательно использовать теплопроводную пасту (например, КПТ-8).
Жадничать не стоит, но и чрезмерно намазывать пастой место теплового контакта не стоит. Наносим небольшой, ровный слой пасты на площадь соприкосновения корпуса диода и алюминиевого радиатора. Затем надёжно прикручиваем корпус диода к радиатору шурупом.
К установке диодов на радиатор стоит относиться серьёзно. В процессе работы диоды сильно греются и малейшие трудности с охлаждением вызовут их перегрев и выход из строя.
При установке диодов необходимо как можно лучше пропаять места соединения выводов и контактов медных дорожек. Это очень важно, так как токи просто огромные и если схалтурить, то ничего хорошего из этого не выйдет.
Если при демонтаже были «содраны» медные пятаки и медные дорожки, то их можно надрастить медным лужёным проводом и качественно пропаять. Чисто электрического контакта недостаточно – пайка должна быть надёжной.
После замены неисправного диода прибор заработал.
Архив со схемами на сварочные аппараты TELWIN Tecnica 141-161, TELWIN Tecnica 144-164 и TELWIN Tecnica 150, 152, 170, 168GE можно скачать здесь и здесь. Размер файла — 4,4 Mb.
Источник
➤Adblock
detector

В данной статье немного приоткроем завесу над буднями обычного сервисного центра по ремонту сварочной техники. Сегодня вашему вниманию представляем ремонт сварочного инвертора Telwin Force 165. Возможно, ознакомившись с предоставленной информацией, вы сможете устранить некоторые неисправности своими руками. И помните, не беритесь за ремонт, если не уверены в своих действиях, в результате, это всегда обходится дорого.
Как ни банально это звучит, ремонт начинается с разборки аппарата. Для начала снимается ручка, которая зафиксирована на 4 винтах. Затем откручиваются 2 винта, расположенные на пластмассовой части (держат переднюю и заднюю панель) и 2 винта, которыми зафиксирован корпус по бокам). Также не забудьте снять ручку регулятора тока, потянув ее на себя, потому что она не позволит передней панели инвертора отделиться от общего корпуса.
Диагностика начинается с поверхностного осмотра платы. Нужно внимательно посмотреть, нет ли перегоревших дорожек, поврежденных элементов и тому подобного. При беглом осмотре сразу видно, что вышел из строя зарядный резистор, который отвечает за плавный заряд конденсаторов.

Без него будет большой удар в сеть. То, что сгорел зарядный конденсатор говорит о 3 вещах:
- Битый диодный мост

- Пробиты электролитические конденсаторы;

- Силовые ключи – IGBT транзисторы.

Приступаем к прозвонке
Начать прозвонку лучше с выходных клемм, таким образом проверяется годность выходного диодного моста.

Затем проверяются
- входной мост с обратной стороны платы;
- диодный мост на предмет КЗ;
- конденсаторы по высокой стороне;
- силовые транзисторы IGBT нужно замерять меду стоком и истоком, то есть между коллектором и эмиттером.

В данном конкретном случае ремонта Telwin Force 165 вышли из строя именно транзисторы.
Обычно, при выгорании транзисторов выгорают и драйверы. В таком случае транзисторы нужно демонтировать. После демонтажа транзисторов нужно проверить исправность драйверов. Для этого находят сопротивления 15 Ом и звонят их в режиме прозвонки тестера. Если они целы, большая вероятность, что драйвер годный. Если же эти резисторы в обрыве, тогда придется полностью проверить драйвер. Рядом расположены диоды и транзисторы, их проверяют на пробой.

Перед включением нужно убедиться, что у нас по высокому нет замыкания (что замыкание было действительно в транзисторах). Проверяем на конденсаторах.
Топология данного инвертора, Telwin 165, это косой полумост. Выходной трансформатор включен между транзисторами. Почему так называется, косой полумост? Транзисторы включены как бы наискось. В другом косом плече моста стоят разрядные диоды. Их нужно прозвонить заранее, потому что при пробое транзисторов очень часто эти диоды тоже пробивает.
Проверяют также супрессоры – снабберы транзисторов. Они вылетают редко.

Если КЗ нет, нужно подать питание и осциллографом посмотреть, какой сигнал приходит на транзисторы. Многие ремонтники смотрят на форму сигналов на затворах, но мы рекомендуем от эмиттера до затвора впаивать конденсатор 220 -1000 пФ. Тем самым имитируется емкость затвора и нагружается цепочка драйвера. Таким образом, весь драйвер выходного транзистора думает, что он работает на затвор транзистора. Осциллограмма будет примерно такой, как при работе с реальным транзистором. Без нагрузки все может хорошо показывать, под нагрузкой – мы увидим, какая будет форма.
Перед подключением питания в обязательном порядке понадобится стоваттная лампочка с двумя проводами. Если вы не опытный ремонтник, вам нужно обрезать дорожку на плате. Дело в том, что вы можете не заметить замкнутый трансформатор, битый снаббер, диоды и т.д. Разрез питающей дорожки вас спасет от дорогостоящего выхода всей силы из строя.

После любой манипуляции, когда вы включили питание, а потом выключили его, нужно на лампочку разрядить конденсаторы. Напряжение на них смертельное, 310В, может быть даже летальный исход.
В процессе наладки, между двумя разрезанными дорожками впаивается лампочка, которая ограничивает ток, идущий через выходную часть. И даже если где-нибудь что-то будет не так (занижена частота, пробиты трансформаторы, выход и т.д.), лампочка просто загорится в полный накал, а все остальное останется целым.
В Telwin Force 165 схема построена следующим образом: как таковая отсутствует дежурка, но … через резистор от сетевого напряжения (310В) заряжаются конденсаторы, которые дают подпитку ШИМу и он короткими импульсами пытается запустить силовую часть. В момент запуска силовой части отвод из силового трансформатора через диод и кренку начинает питать всю схему. Вся схема «заводится» — в этот момент щелкает реле и включается вентилятор. Таким образом производится запуск инвертора, т.е он работает на самоподпитке (не от дежурки). Если вы включили инвертор и щелкнуло реле, завращался вентилятор – это значит, что сила «завелась».
В конкретной рассматриваемой плате при подаче питания на указанных на фото выводах между эмиттером и затвором должны быть короткие «пачки» импульсов – попытки запуска — примерно раз в одну секунду.

Для проверки нужно подпаять минусовой щуп осциллографа на эмиттер.
Важный момент! Напряжение, которое вы подаете, должно быть развязано от сети гальванически, чтобы осциллограф и все остальные приборы, которые вы подключаете, не попали попали под фазу (включая человека, который ремонтирует инвертор).
Другой щуп осциллографа ставится на затвор и подается питание.

На экране осциллографа должны появится серия запускающих импульсов. Значит, драйвер, ТГР, и управляющий ТГРом транзистор – все в рабочем состоянии.

Затем, отключается питание, разряжаются конденсаторы на лампочку и производится переключение на другое плечо.

Проверяются импульсы на другом плече. С помощью осциллографа вы можете измерить размах посчитать их длительность.
Запаиваем весь конечный каскад и пробуем его запустить, потому что все работает в штатном режиме, о чем свидетельствует описанная проверка.
При установке новых силовых IGBT –транзисторов все поверхности алюминиевых радиаторов, к которым они будут прилегать, должны быть идеально чистыми: очищены от любых загрязнений и промыты спиртом.
Проведите пальцем по радиатору в месте установки транзисторов: не должно быть вкраплений, отверстия под резьбу без заусениц и не должны возвышаться (когда откручивают винт, бывает как-бы «вытаскивают» резьбу из алюминия – получается бугор).

Нужно убедиться, что на IGBT-транзисторах нет вкраплений, потому что любая песчинка сделает зазор между транзистором и радиатором, соответственно, функция теплоотвода не будет выполняться в полной мере.
Пасту КПТ-8 (Кремнийоргани́ческая Па́ста Теплопрово́дная) ГОСТ 19783-74, используемую для улучшения теплообмена между мощными электронными компонентами и радиатором, нужно наносить на транзистор исключительно из тюбика. Не нужно выковыривать пасту лопатками из банок.
Пасту нужно мазать как можно меньшим слоем и только на металлическую часть. При затяжке транзистора она должна едва выйти из-под корпуса. Толстый же слой приводит к деформации транзистора.
Радиаторы с транзисторами обратно устанавливаются на плату и запаиваются. В технологический разрез дорожки платы, о котором говорилось ранее, впаивается лампочка, после чего подается питание. Должно щелкнуть реле и включиться вентилятор, это значит, что силовая часть запустилась. Если лампочка не горит, это говорит о том, что все работает нормально и ток покоя в норме.
Нужно проверить выход. На выходных клеммах инвертора должно появиться напряжение. Проводите все работы очень аккуратно, потому что схема в момент проверки находится под высоким напряжением 310В по постоянному току!

К выходным клеммам подключается небольшая лампочка 40 Вт и если все в норме, она должна загореться – силовая часть в рабочем состоянии.
Далее плата промывается изопропиловым спиртом от паяльного флюса, восстанавливается «разорванная» дорожка и нагружается на реостат (проверяется выходной ток).
Регулятор тока выводится на минимум и подключается реостат. Ставятся щупы и снимается напряжение холостого хода. Подключается нагрузка и регулируется ток ручкой инвертора. В данном конкретном случае ремонта ток не регулировался, т.е. был постоянно на максимальном своем значении. Если бы в качестве нагрузки был бы подключен не реостат, а реальный сварочный электрод, при первом же касании о металл этим электродом, вся силовая часть сгорела бы снова, так как инвертор постоянно работает на максимальной своей мощности! Оказывается, изначальная проблема, приведшая к поломке, заключалась в отсутствии регулировки тока. Это говорит о том, что неисправность находится где-то в задающем генераторе. Следствие выбитой силы уже было отремонтировано, а причину – нужно искать.
За регулировку тока отвечает трансформатор, через который проходит первичная обмотка силового трансформатора. Нужно проверить целостность вторичной обмотки этого регулировочного трансформатора. Операционник LM324 проводит сравнение между установленным положением ручки регулятора тока в одном плече и полученными данными с указанного на фото транса в другом плече.

Результаты, полученные операционником, подаются на микросхему ШИМ (задающий генератор работы всей силовой части) и от длительности его импульсов зависит выходной ток. Длительность же импульсов задается операционной микросхемой на основании полученных данных между установленной ручкой и тем, что пришло с трансформатора. В данном случае ремонта данная схема не работает. Нужно устанавливать причину.
Заменой микросхемы компаратора LM324 проблема была решена, а ремонт инвертора завершен. Дальнейшее испытание на реостате показали, что аппарат полностью исправен, а ручка регулировки тока работает, как и положено.
Источник: Powerful Electronics
Схемы сварочных аппаратов и инверторов
Фотографии внутренностей, а так же силовая электрическая схема инверторного сварочного источника PICO-160 Инструкция по эксплуатации и фотографии китайского инверторного сварочного источника MAXPOWER WT-180S
Принципиальная электрическая схема подающего механизма LISA-12 фирмы KEMPPI
Нарисованные от руки схемы источника ПДГ-101 У3.1, предназначенного для полуавтоматической сварки в среде защитного газа. Источник также может быть использован как пускозарядное устройство
Паспорт на ВОЗБУДИТЕЛЬ ДУГИ ВИР–101 УЗ
Руководство по эксплуатации и схемы сварочного полуавтомата ПИТОН (ПДГ-15-3У3, ПДГ-20-3У3 380В)
Руководство по эксплуатации осциллятора ОСППЗ-300 М1
Принципиальная электрическая схема силовой части и блока управления однофазного варианта полуавтомата ПУЛЬСАР
Нарисованные от руки схемы источника бесперебойного питания (UPS) фирмы Alpha Technologies с синусоидалным выходным напряжением. В преобразователе источника используется феррорезонансный стабилизирующий трансформатор (ФСТ), позволяющий достаточно просто формировать стабилизированное синусоидальное напряжение без формирования модулированного по синусоидальному закону многоимпульсного напряжения.
Техническое описание и инструкция по эксплуатации сварочного источника ВДУ-506
Техническое описание и инструкция по эксплуатации сварочного полуавтомата ПУЛЬСАР
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 250S DC CC, компании Thermadyne Company. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики.
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 160S DC CC, компании Thermadyne Company. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используется полумостовой преобразователь и сетевой выпрямитель с удвоением напряжения. Приводятся вольтамперные характеристики. При выходном напряжении менее 10В, в режиме TIG, внутреннее сопротивление источника становится отрицательным, благодаря чему снижается эрозия вольфрамового электрода при КЗ.
Инструкция по эксплуатации на инверторный сварочный источник Invertec V100 & V130(Англ.)известной фирмы Lincoln Electric, где кроме всего прочего приведена силовая электрическая схема источника
Описание универсальной сварочной установки УДГУ-301. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе (Рус.)
Принципиальная электрическая схема универсальной сварочной установки MARC 500 HF mig финской фирмы KEMMPI. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе
Принципиальная электрическая схема универсального осциллятора LHF500 финской фирмы KEMPPI
Две страницы из какой-то книги посвящённые осцилляторам
Руководство для владельца по использованию сварочного аппарата Maxstar150 (Англ.). Имеются некоторые монтажные и принципиальные схемы.
Инструкция по эксплуатации таймера TGE-2, модель 61925
Схемы и описание установок УДГ-301 и УДГ-501 (номинальные токи сварки 315А и 500А,соответственно) для сварки алюминия и его сплавов неплавящимся вольфрамовым электродом в среде аргона на переменном токе.
Фотографии внутренностей инверторного сварочного источника Русь-2005
Техническое описание и принципиальные электрические схемы электропривода ЭТУ3601 предназначенного для создания, на основе высокомоментных электродвигателей постоянного тока, быстродействующих и широко регулируемых (с диапазоном регулирования 1:10000) приводов подач металлорежущих станков, в том числе станков с ЧПУ
Фотографии внутренностей, а так же принципиальная электрическая схема силовой части и драйверов сварочного инверторного источника COLT 1300, производства итальянской фирмы CEMONT.
Техническое описание и схема сварочной установки типа УДГ-101предназначенной для ручной apгоно-дуговой сварки неплавящимся (вольфрамовым) электродом на постоянном токе изделий из нержавеющих сталей, меди и ее сплавов малых толщин (от 0,2 до 2,5 мм).
Техническое описание и схема сварочного универсального четырехпостового источника. В документации неплохо расписано формирование ВАХ со всеми ОС по току и напряжению. Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях. от автора: Я ремонтировал и настраивал два таких агрегата, поэтому разбираться в их работе пришлось полностью, а на схемах сохранились мои пометки, может кому и пригодиться…
Техническое описание регулятора времени на интегральных схемах серии РВИ. Регулятор предназначен для управления циклом сварки машин контактной сварки переменного тока.
Техническое описание и инструкция по эксплуатации на полуавтомат сварочный А-547Ум типа ПДГ-309, предназначенный для электродуговой сварки металла тонкой электродной проволокой в двуокиси углерода.
Техническое описание и схемы сварочного выпрямителя ВДУ-505, предназначенного для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки в среде углекислого газа и под флюсом.
Техническое описание и инструкция по эксплуатации ПРИБОРА ПРИВАРКИ КАТОДОВ (ППК). По сути, прибор является конденсаторной контактной сварочной установкой
Силовая схема и схема блока управления тиристорного инверторного сварочного источника ВДУЧ-16
Руководство по эксплуатации и принципиальная схема электролизёра ЛИГА-2
Паспорт и руководство по эксплуатации инверторного сварочного источника ВД-160И У2 (ВД-200И-У2), производства ООО Линкор. Приведены схема электрическая принципиальная и осциллограммы в характерных точках.
Описание микроплазменного сварочного аппарата предназначенного для резки низкотемпературной плазмой материалов, в том числе и тугоплавких, сварки и пайки чёрных и цветных металлов. В качестве плазмообразующей среды используется водяной пар.
Фотографии внутренностей инверторного сварочного источника Фора-120. Интересной особенностью источника является автогенераторный режим работы инвертора. Регулировка тока осуществляется за счёт изменения частоты генерации (управляющим генератором).
Инструкция и чертёж к Алплазу-04 и Мультиплазу 2500. Мультиплаз 2500 прообраз алплаза и инструкции у них как две капли воды похожи, отличается он повышенной мощностью источника питания и возможностью работы с дугой прямого действия.
Схема ультразвукового генератора взятая из паспорта к установке ультразвукового искрового легирования.
Фотографии внутренностей инверторного сварочного источника IMS1600. Интересна конструкция сглаживающего дросселя — провод пропущенный через три кольца.
Фотографии внутренностей, а так же силовая электрическая схема отечественного инверторного сварочного источника BME-160.
Схемы и описание тиристорного генератора импульсов от эмиссионного спектрометра POLYVAC E2000, применяемого для спектрального анализа железосодержащих сплавов (чугуны, стали и т.п.). Генератор достаточно мощный (1 — 1,5 кВт).
Вид внутренностей мощного зарядного устройства, предназначенного для зарядки локомотивных аккумуляторов, на базе двух сварочных инвертеров.
Фотографии и, нарисованные от руки, схемы инверторного сварочного источника Klasik 141
Техническое описание, схема и инструкция по эксплуатации сварочного полуавтомата типа ПДГ-508М
Техническое описание и инструкция по эксплуатации блока управления сварочным полуавтоматом типа БУСП-2У3.1.
Принципиальные электрические схемы сварочных источников ВДГ-303-3, ВДГ-401 и полуавтомата ПДГ-312-4 производства фирмы СЭЛМА.
Принципиальная электрическая схема однофазного полуавтомата типа ….
Руководство на сварочный дизель-генератор компании KAMA
Схема сварочного полуавтомата Пульсар-100МE.
Схема бытовой индукционной плитки Elenberg IC-1900
Схема промышленного универсального сварочного источника ВДУ-601.
Схема промышленного зарядного ТПП-160-70-У3.1 . Схема была срисована с агрегата при ремонте.
Схемы и описание выпрямителей ТПЕ и ТПП, предназначенных для зарядки тяговых аккум. батарей: — щелочных на Uном=24-72 V и ёмкостью от 300 до 600 A*ч , — кислотных на Uном=24-80 V и ёмкостью от 160 до 400 А*ч . Особенности схемы: Тиристорный 3-фазный выпрямитель с трехобмоточными трансформаторами тока на строне выпрямленного напряжения. УЭ всех тиристоров объединены.
Срисованная с оригинала схема сварочного источника Telwin conica160. В схеме не прорисована цепь питания реле от сх. контроля залипания.
Полная документация на электропривод асинхронный глубокорегулируемый комплектный Размер 2М-5-21, который предназначен для работы в системах автоматического регулирования частоты вращения электродвигателей двух механизмов подачи и электродвигателя шпинделя токарных станков с ЧПУ.
Принципиальная электрическая схема сварочного источника ВДУ-504.
Фотографии внутренностей инверторного сварочного источника МК300А.
Принципиальная электрическая схема инверторного сварочного источника Телвин 130. Схема срисована с образца во время ремонта Для просмотра схемы потребуется Pcad2000 и выше.
Фирменная принципиальная электрическая схема блока управления инверторного источника Форсаж, выпускаемого Рязанским приборостроительным заводом.
Инверторный сварочный источник Форсаж-125. Принципиальная схема силовой части и блока управления, а так же шесть фотографий с видами источника и куча осциллограмм!
Приципиальная электрическая схема зарядного устройства B31-5A.
Инструкции по настройке и схемы с описаниями на сварочные аппараты NEON ВД-161 и NEON ВД-201, производства ЗАО ЭлектроИнтел, Нижний Новгород.
Электрическая принципиальная схема на инверторный сварочный аппарат TELWIN-140, производства итальянской компании TELWIN
Паспорт на Электропривод унифицированный трёхфазный серии ЭПУ1…Д,М. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения.
Схема электрическая принципиальная малогабаритного источника питания типа МИП-200(250;300;250T;300T)У3, предназначенного для дуговой сварки.
Схема силовой части инверторного сварочного источника ВДУЧ-350.
Инструкция по эксплуатации Осциллятора ОСПЗ-2М.
Паспорт и схема блока управления контактной сваркой РКС-14.
Схема сварочного инвертора РУСЬ-2004,2005, нарисованная от руки во время ремонта.
Паспорт на машину контактной сварки типа МТР-1201 УХЛ. Машина контактной сварки предназначена для электрической контактной точечной сварки деталей из листовой низкоуглеродистой стали при повторно-кратковременном режиме.
Паспорт на регулятор контактной сварки РКС-502. Регулятор предназначен для комплектации контактных электросварочных машин и обеспечивает последовательность действия однофазных машин точечной контактной сварки. К сожалению в паспорте отсутствует принципиальная электрическая схема регулятора!
Неполная документация на п/а то-ли ПА-107, то-ли ПШ-107 или ПСШ-107. Буквы маркировки точно установить не удалось. П/а предназначен для сварки порошковой проволокой. Принципиальные схемы все есть, но монтажных схем и спецификаций элементов нет. Описание частично (%95) удалось восстановить.
Паспорт, инструкция по эксплуатации, описание и принципиальная электрическая схема устройства зарядного автоматического типа УЗА-150-80-У4.
Описание, инструкция по эксплуатации и принципиальные схемы инверторного источника сварочного тока DC250.31, производства научно-производственного предприятия «Технотрон».
Полная документация на привод ЭТ-1Е1. Это тиристорный, однофазный, нереверсивный привод постоянного тока, с ОС по ЭДС. Частота вращения 72-3600 об/мин. Регулировка производится вниз от максимальной.
Отсканированный паспорт устройства поджига дуги типа 13РП, предназначенного для возбуждения дуги в плазмотронах. Что немаловажно, в паспорте есть намоточные данные трансформатора и дросселей.
Руководство по эксплуатации сварочного выпрямителя ВД-0801 (укр.).
Отсканированный паспорт инверторного сварочного источника DC250.31 НПП «Технотрон», г.Чебоксары. Фотографии внутренностей аналогичного аппарата DC250.33 можно посмотреть здесь. DC250.33 отличается от DC250.31 тем, что в первом используются диоды 150EBU04 вместо модуля HEA320NJ40C на выходе. В последних 250.31 так же использовались выходные диоды 150EBU04. В инверторе использовано по 4 транзистора в плече + диод. в данный момент выпускаются только 250.33, в которых применены IRGPS40B120U либо IRG4PSH71U. диод — DSEP3012CR, либо HFA30PB120 (на отдельном радиаторе, аппарат снят с производства). Магнитопровод сварочного трансформатора 120х80х15 мм (за размеры точно не ручаюсь) производства ОАО Ашинский металлургический завод, из аморфного железа 5БДСР с немагнитным зазором. первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка — ЛЭП119х0,1 (сколько жил не помню). оба провода — ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после «х», только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм.
Документация на сварочный агрегат АДД-3124, который предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке,резке и наплавке металлов постоянным током. Пределы регулирования сварочного тока 40-315А Ном.сварочное напряжение 32,6В Ном.частота вращения 1800+/-30 об/мин.
Документация и схемы на электропривод постоянного тока серии ЭТ-6, который предназначен для регулирования и стабилизации частоты вращения электродвигателя постоянного тока в диапазоне 1:10000 (если допустимо техническими условиями для данного электродвигателя). В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом.
Инструкция по эксплуатации, а также электрические принципиальные схемы на универсальный инверторный сварочный источник INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC.
Заводская инструкция по ремонту, и анализ блоксхемы на сварочный инвертор Prestige (он же Technika) фирмы Blue Weld в переводе на наш родной язык. В архиве два файла Word с рисунками и принципиальными схемами силовой части и БУ.
Принципиальная электрическая схема универсального сварочного источника КИУ-501
Подробные описание и схема привода постоянного тока KEMPOC.
Подробное описание, а также руководство по ремонту источников питания для плазменной резки ENTERPRISE PLASMA 160 HF, SUPERIOR PLASMA 90 HF и TECNICA PLASMA 18 -31, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Описание и схема двухплатной версии сварочного выпрямителя типа ВДУ-505. Выпрямитель предназначен для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки постоянным током в среде углекислого газа и под флюсом.
Срисованная с оригинала схема китайского инверторного сварочного источника WT-180S.
Внешние виды, виды монтажа и печатных плат, а также принципиальная электрическая схема корейского сварочного инвертора NSAX-180.
Принципиальная электрическая схема сварочного инвертора BRIMA-ARC160, производства немецкой компании Brima Welding International.
Внешние виды и принципиальная электрическая схема китайского сварочного инвертора ASEA-250.
Внешние виды и виды внутренностей инверторных сварочных источников BRIMA ARC200B, BRIMA TIG180A, EPS BIGTRE, FRONIUS, GUS-165, KAIZER-100, JASIC-MIG350, MISHEL SZ ST200, NEBULA-500, NEON, POWERMAN-200 и TECOMEC MARK-170G. К сожалению фотографии сделаны с не очень большим разрешением, но компоновочные решения видно очень хорошо.
Подробное описание, а также руководство по ремонту сварочных инверторов TELWIN TECNICA 141-161, TELWIN TECNICA 144-164 и TELWIN TECNICA 150-152-170-168ПУ, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Подробное описание, а также руководство по ремонту серии сварочных инверторов TELWIN TECNICA 141-161, производства итальянской компании TELWIN. Информация на испанском языке, но благодаря обилию рисунков и схем очень легко понимается.
Внешние виды, принципиальные электрические схемы, а также перечень комплектующих инверторного сварочного источника GYSMI-161, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного аппарата TOP4000.
Внешние виды и фотоотчёт ремонта сварочного инверторного источника TELWIN Tecnica-144, производства итальянской компании TELWIN. В конце фотоотчёта приводятся принципиальные электрические схемы источника.
Принципиальная электрическая схема инверторного сварочного источника Prestige144, производства итальянской компании BLUEWELD.
Срисованная с оригинала принципиальная электрическая схема инверторного сварочного источника САИ 200, производства группы компаний ТСС.
Приципиальная электрическая схема инверторного сварочного источника Inverter 3200 TOP DC китайского производства.
Виды и приципиальная электрическая схема инверторного сварочного источника MOS 168, производства итальянской фирмы DECA.
Техническое описание, принципиальные электрические схемы и данные моточных узлов системы электропитания легендарной персоналки ЕС-1840
Паспорт, техническое описание, а также принципиальные электрические схемы на сварочный полуавтомат типа ФЕБ-150, производства ООО НПО ФЕБ.
Руководство по эксплуатации на для дуговой сварки типа МАГМА-315(У/Р)М, производства ООО НПО ФЕБ. Руководство содержит информацию по техническому обслуживанию и ремонту источника.
Комплект ремонтной технической документации на блоки подачи проволоки ФЕБ-09,(07) и ФЕБ-12,(02) производства ООО НПО ФЕБ. Комплект включает принципиальные электрические схемы, перечни элементов, схемы расположения элементов, а также технические описания.
Руководство по ремонту неизвестного китайского UPS мощностью 6-10кВА. Руководство содержит общую блок схему, силовые схемы основных узлов, а также осциллограммы в характерных точках. Сопроводительный текст на английском языке.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы PowerCom.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы APC.
Принципиальная электрическая схема инверторного сварочного источника Powermax в форматах PCAD2006 и GIF. Автор не уточнил производителя этого источника, но, по нектрым сведениям, аппараты с такими названиями выпускают компании Hypertherm и Castolin Eutectic.
Руководство по обслуживанию (Service Manual) и принципиальные электрические схемы инверторных сварочных источников COLT, COLT-1300, PUMA-150, производства итальянской фирмы CEMONT.
Очень подробное и качественное описание, а также инструкция по ремонту и настройке сварочных источников постоянного тока Форсаж-315, Форсаж-315М, Форсаж-315GAZ. Документация представлена в формате TGBrowser (браузер прилагается).
Описание и принципиальные электрические схемы инверторного сварочного источника для ручной дуговой сварки CEMONT S1000, производства итальянской фирмы CEMONT.
Качественно нарисованная принципиальная электрическая схема блока управления для полуавтоматической сварки БУСП-2УЗ.1.. Описание и принципиальная электрическая схема сварочного выпрямителя для MMA/TIG сварки модели UTA-200-1 производства чешской компании TRIODYN.
Инструкция по эксплуатации и краткая принципиальная электрическая схема плазмореза Powermax-1250, производства компании Hypertherm.
Описание и принципиальная электрическая схема универсальных сварочных источников ВДУ-504-1УЗ и ВДУ-504-1Е4.
Принципиальная электрическая схема универсального сварочного источника ВДУ 506 УЗ, производства Калининградского , в двухплатном и одноплатном испольнении.
Паспорт источника ARC-250 и другие, производства фирмы СВАРОГ (СПБ).
Принципиальная электрическая схема инверторного сварочного источника GYSMI-165, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного источника ВД-200.
Русскоязычная версия руководства по эксплуатации универсального инверторного сварочного источника INVERTEC V350-PRO, производства известной фирмы LINCOLN ELECTRIC.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы универсального выпрямителя ВСВУ-400, предназначенного для питания установок автоматической, полуавтоматической и ручной сварки обычной и сжатой непрерывной и пульсирующей дугой жаропрочных нержавеющих сталей и титановых сплавов в среде аргона.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы трёхфазного стабилизатора напряжения СТС2М мощностью от 10 до 100 кВА, предназначенного для автоматической стабилизации напряжения при питании от сети переменного тока частотой 50 или 60 Гц.
Описание и принципиальные электрические схемы регулятора контактной сварки РКС-801 УХЛ4
Паспорт, инструкция по эксплуатации, а также силовые схемы на полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 «Profi Mig» производства компании Плазма.
Виды внутренностей, топология печатной платы, а также электрические принципиальные схемы источника и подающего механизма полуавтомата ПДГ-270-3, производства компании Плазма. В приведённой схеме источника, в отличии от заводской версии, где использованы тиристоры, применён магнитный пускатель. Также есть некоторые нестыковки со светодиодами. Эти изменения были внесены в схему хозяином источника с целью улучшения его работы.
Виды внутренностей, топология печатной платы, электрические принципиальные схемы, а также краткие коментарии о внешнем осмотер и использовании источника для полуавтоматической сварки Лорис-203М
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата ARC-200
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата MMA-160
Паспорт, описание, а также принципиальные электрические схемы импульсного стабилизатора сварочной дуги СТ-500 «MASTER», производства Костромского завода сварочного и электрощитового оборудования RUSELCOM. Этот стабилизатор повторил и испытан в работе. После этого были сделаны следующие выводы: Устройство прекрасно работает ТОЛЬКО ПРИ НАЛИЧИИ ДРОССЕЛЯ В ЦЕПИ СВАРОЧНОГО ТОКА!!!Стабилизатор НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ если применяются тиристорные ключи в первичнойвторичной обмотках св. т-ра. На оригинальной плате R42R18 -30КОм.На схемах-24КОм.Проверить работоспособность устройства можно подключив вместо сварочного любой т-р с напряжением 70-80В. Замкнуть кол.-эм.транзистораV16VT14-тем самым «включить «стабилизатор без зажигания дуги. Подключить осциллограф на выход стабилизатора и наблюдать наложение коротких импульсов на синусоиду см.рис.2. При правильной фазировке зажигается Н1. Работой стабилизатора очень доволен. Использую «установку»трансформатор 22075В+дроссель в сварочной цепи+РБ-300+данная «поделка»+аргоновая горелка. К сожалению на токах менее 30А работает не устойчивоне работает.Поджиг дуги-КОНТАКТНЫЙ.Использовать в работе ЛУЧШЕ чем осциллятор с искровым разрядникомличное мнение.
Паспорт, описание, а также принципиальные электрические схемы регулятора контактной сварки типа РКС-501
Руководство по эксплуатации, описание, принципиальные электрические схемы сварочного источника УДГУ-501 AC/DC У3.1, производства компании СЭЛМА. Кроме этого в архиве множество фотографий внутренностей источника.
Техническое описание иныерторного выпрямителя для дуговой сварки ВДУЧ-350МАГ. В документации описывается устройство и работа источника, но к большому сожалению отсутствуют принципиальные электрические схемы.
Описание устройства, а также рекомендации по ремонту инверторного сварочного источника Торус-200, производства компании ТОР. В архиве также содержатся принципиальные схемы, рисунок печатной платы, а также множество фотографий внутренностей источника.
Описание и принципиальная электрическая схема выпрямительного устройства 50ВУК-120
Принципиальная электрическая схема осциллятора от сварочного аппарата Русич, производства НПО СВАРКА. Исследовал схему и обмоточные данные Wentmiller.
Принципиальная электрическая схема полуавтомата ПДГ-251 в составе сварочного аппарата SELMA производства ОАО Электромашиностроительный .
Виды внутренностей универсального сварочного осциллятора УВК-7 производства СВАРБИ.
Принципиальная электрическая схема осциллятора от сварочного аппарата «Русич С-400» производства НПО СВАРКА
Паспорт и принципиальная электрическая схема инверторного сварочного источника СТРАТ-200(160 производства компании ООО Актив, Санкт-Петербург
Руководство по ремонту инверторного сварочного источника GYSMI-183, производства французской компании GYS. Руководство на английском языке.
Архив с инструкцией по эксплуатации и электрическими схемами на универсальные сварочные аппараты PHOENIX 301; 351; 401; 421; 521 EXPERT [PULS] forceArc, производства немецкой компании EWM>. Инструкция на чистом русском языке.
Принципиальная электрическая схема корейского инверторного сварочного источника ASEA-160.
Инструкция по эксплуатации инверторного сварочного источника INVERTEC V275-S производства известной фирмы LINCOLN ELECTRIC. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника IDEALARC DC-400 производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся частичные принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на русском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC STT & STT II производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся подробное описание технологии STT, принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V205-T AC/DC производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V250-S производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Данная статья будет посвящена ремонту сварочного инвертора TELWIN TECNICA 164. Принесли мне это изделие итальянского «сваркостроения» знакомые, на вопрос: «Что случилось?» был ответ: «Работал, работал, потом хлопок и повалил дым из корпуса!» Понятно, сгорел! Ну, будем ремонтировать, посмотрим чем напичкали итальянцы эту красивую коробочку)))
А внутри оказалось довольно интересно.

На этих фотографиях уже со снятыми «дохлыми» силовыми IGBT транзисторами (Но об этом позже!)
Давайте теперь разберемся с теорией по поводу сварочных инверторов.
Принцип работы инверторов заключается в поэтапном преобразовании энергии.
Вот основные этапы работы инвертора
-Выпрямление сетевого напряжения
-Преобразуется в переменное высокочастотное в блоке инвертора
-Понижается трансформатором до рабочего сварочного
-Выходной выпрямитель преобразует переменное в постоянное сварочное напряжение
Весь процесс регулируется за счет обратных связей блоком управления, который обеспечивает необходимые характеристики сварочного тока. Инверторы так же отличаются низкой пульсацией выпрямленного напряжения, возможность получения разнообразных вольт — амперных характеристик (ВАХ), имеет высокий КПД (до 90%). Так как сварочный инвертор работает на довольно высокой частоте, то это позволило уменьшить габариты силового трансформатора. К примеру, у обычных сварочных выпрямителей с трансформатором, работающем на частоте 50Гц, отношение сварочного тока к единице массы составляет примерно 1-1,5А/кг, а у инвертора, который работает на частоте преобразования 20-30 кГц, это отношение равно 10-15А/кг. Грубо скажем, размеры уменьшились в 10 раз!!! Но за это инверторы «расплачиваются» довольно сложной своей конструкцией и схемотехникой.
Для построения сварочных инверторов применяют следующие типы высокочастотных преобразователей:
— полумостовой
— ассиметричный мост ( еще называют «косым мостом»)
— полный мост.
Подвидом полумоста и моста являются резонансные преобразователи. В зависимости от системы управления выходными параметрами, преобразователи бывают с ШИМ (широтно-импульсной модуляцией) и ЧИМ (частотно-импульсной модуляцией), так же бывают с фазовой регулировкой и комбинацией всех трех типов. Про принципы работы тут рассказывать не буду, в сети информации и книг по этому поводу много. Вернемся к нашему «итальянцу».
Поковырявшись в сети по поводу схемы на аппарат, нашел даже целый мануал по ремонту аппаратов этой модели! Ну молодцы итальянцы, уважаю!
Скачать можно тут
Вот и начал изучать я этот мануал.
Вот блок-схема данного аппарата.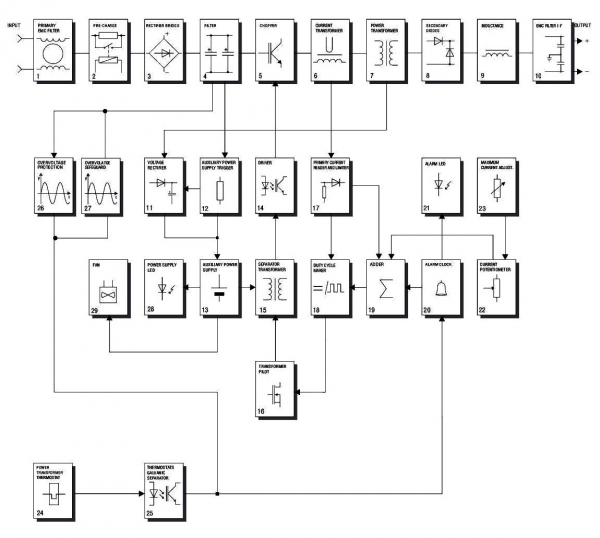
Крупнее
Схема аппарата состоит из двух частей — силовой и блока управления.
Силовая часть 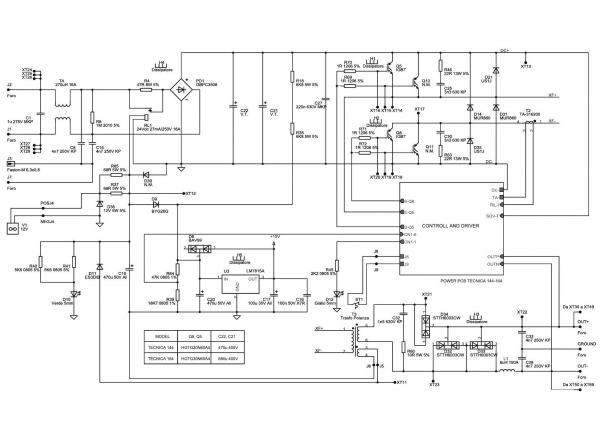
Крупнее
Силовая часть состоит из следующих блоков:
1. Фильтр EMC — состоит из С1, T4, С8, С15. Защита сети от проникающих электромагнитных помех.
2. Блок защиты выпрямителя и фильтра — состоит из RL1, R4. Предотвращает появление больших зарядных токов в момент подключения инвертора к сети. При включении питания, напряжение на выпрямитель PD1 поступает через мощный резистор R4, в этот момент конденсаторы C21, C22, C27 плавно заряжаются. Когда произошел заряд конденсаторов, включается реле RL1, и своими контактами закорачивает R4, так сказать система «мягкого запуска».
3. Выпрямительный мост и фильтр — состоит из PD1, который преобразовывает переменное напряжение в пульсирующие, фильтр C21, C22, C27 — сглаживает пульсации выпрямленного напряжения.
4. Собственно силовые ключи инвертора — состоят из IGBT транзисторов Q5 и Q8. Преобразовывают отфильтрованное напряжение в высокочастотные прямоугольные импульсы, которые поступают на силовой трансформатор.
5. Трансформатор тока — Т2, контролирует силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора поступает в блок управления.
6. Силовой трансформатор — Т3, преобразует напряжение и ток от инвертора в напряжение и ток, необходимый для сварки. Так же обеспечивает гальваническую развязку от питающей сети.
7. Выпрямитель сварочного напряжения — D32, D33, D34. D32 — выпрямляет импульсное напряжение, так же служит для ограничения насыщения сердечника трансформатора. D33 и D34 — выпрямляют напряжение самоиндукции силового трансформатора после катушки индуктивности L1, в моменты, когда IGBT транзисторы закрыты.
8. Дроссель L1- подавляет пульсации выпрямленного напряжения.
9. Делитель, выпрямитель и стабилизатор — R18, R35, D11, C20, U3, D8 — служат для питания блока управления.
10. Тепловая защита силового трансформатора — термодатчик ST1 (в нормальном состоянии замкнут).
11. Схема питания вентилятора охлаждения и реле «мягкого пуска» — питается от отдельной обмотки силового трансформатора. Как только накопительные конденсаторы зарядятся, начинает работать преобразователь, на дополнительной обмотке появляется напряжение, которое выпрямляется и подается на вентилятор обдува и реле. Реле включается, замыкает своими контактами резистор R4 и аппарат выходит на нормальный режим работы.
Перейдем к блоку управления: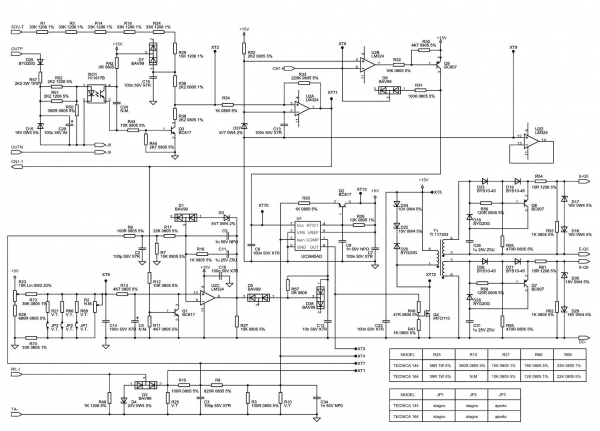
Крупнее
Блок управления состоит из следующих узлов:
1. Узел драйверов — Q6, D19, D23, Q7, D27, D26, T1 — служит для «раскачки» силовых IGBT транзисторов. Разделительный трансформатор T1 вырабатывает два сигнала, гальванически разделенные друг от друга.
2. Драйвер управления разделительным трансформатором Q4, D20, D22, D24 — усиливает сигнал, поступающий от генератора импульсов (формирователя рабочего цикла)и подает его на первичную обмотку разделительного трансформатора.
3. Анализатор-ограничитель тока в первичной обмотке трансформатора D2, R25, R49, D4, R15, R9, R2, R3, R10 — получает сигнал от трансформатора тока Т2, выпрямляет, ограничивает его до определенного уровня, необходимого для работы «задатчика» сварочного тока и генератора управляющих импульсов.
4. Задающий генератор импульсов — U1 представляет собой ШИМ контроллер на микросхеме
UC3845(TL3845). Данный контроллер обеспечивает генерацию управляющих импульсов для работы инвертора на IGBT транзисторах. Так же эта микросхема осуществляет регулировку сварочного тока и защиту от превышения тока в первичной обмотке силового трансформатора.
Вот даташит на эту микросхему.
Вот подробнее назначение выводов этой микросхемы.
1. Comp: этот вывод подключен к выходу усилителя ошибки компенсации.
2. Vfb: вход обратной связи. Напряжение на этом выводе сравнивается с образцовым, формируемым внутри ИС.
3. C/S: сигнал ограничения тока. Данный вывод должен быть присоединен к резистору в цепи истока ключевого транзистора (КТ). При повышении тока через КТ (например, в случае перегрузки ИП) напряжение на этом резисторе увеличивается и, после достижения порогового значения, прекращает работу ИС и переводит КТ в закрытое состояние.
4. Rt/Ct: вывод, предназначенный для подключения времязадающей RC-цепочки. Рабочая частота внутреннего генератора устанавливается подсоединением резистора R к опорному напряжению Vref и конденсатора С к общему выводу.
5. Gnd: общий вывод.
6. Out: выход ИС, подключается к затвору КТ через резистор или параллельно соединенные резистор и диод (анодом к затвору).
7. Vcc: вход питания ИС.
8. Vref: выход внутреннего источника опорного напряжения, его выходной ток до 50 мА, напряжение 5 В.
Продолжим далее описание блока управления.
5. Блок гальванической развязки и контроля выходного напряжения, так же служит для защиты от заниженного или завышенного сетевого напряжения — состоит из оптрона ISO1 и его обвязки, делителя R1, R5, R14, R19, R24, R29, R36, R38, ОУ U2B, компаратора U2A
7. Блок регулировки сварочного тока — состоит из переменного резистора R23, фильтра C14, R13, C4.
8. Суммирующий блок — операционный усилитель U2C — служит для суммирования сигналов защиты по току и напряжению, для формирования напряжения регулирование, которое потом подается на задающий генератор импульсов. Транзистор Q1 выполняет роль ключа. При нештатном режиме работы инвертора, с блока контроля напряжения на базу транзистора приходит сигнал отключения, транзистор в свою очередь открывается, и «коротит» инвертирующий вход ОУ на землю. В результате срывается генерация управляющих импульсов. При этом загорается светодиод аварии D12.
Вот в принципе и все по поводу работы схемы аппарата. Описание, конечно, не полное, но для понятия принципа работы и для ремонта пойдет.
Теперь перейдем непосредственно к ремонту. Как уже говорилось выше, аппарат был вскрыт и был проведен визуальный осмотр, который выявил вышедшие из строя силовые транзисторы.
Вот фото одного из двух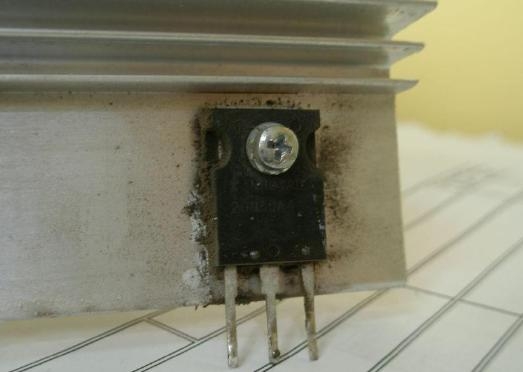
Прозвонка подтвердила результат. Так же дохлыми оказались диоды D31, D212
Диод слева от силового транзистора прижат пружинной скобой к радиатору
Диод D31 обязательно должен быть изолирован от радиатора теплопроводящей прокладкой как на фото выше.
Так же в ходе осмотра был выявлен вот такой дефект. Плохая пайка выводов силового трансформатора. Выводы запаяны то и с нижней стороны платы, но при работе на токах, близких к максимальным, это место будет довольно сильно разогреваться, что приведет в дальнейшем к выгоранию дорожек. Для исправления данного дефекта был снят теплоотвод силовых диодов и все пропаяно.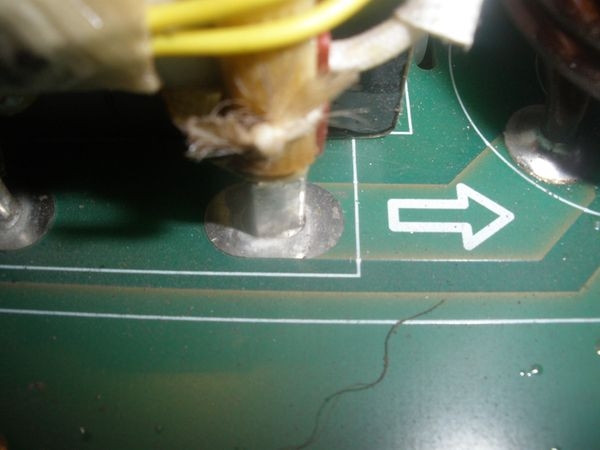
Потом теплоотвод силовых диодов ставим на место, заодно меняем термопасту на диодах.
Силовые транзисторы просто так не выходят из строя, как правило выбивает элементы раскачивающего их драйвера. Вот фото элементов драйвера. 
Вооружаемся омметром и начинаем проверять элементы драйвера. Нашел неисправных немало, вот списочек.
Транзисторы
Q5 — HGTG30N60A4
Q6 — BC807
Q7 — BC807
Q8 — HGTG30N60A4
Диоды
D14 — MUR860
D22 — стабилитрон на 10 вольт
D24 — стабилитрон на 10 вольт
D26 — BYG20G
D27 — BYG20G
D30 — стабилитрон на 18 вольт
D31 — стабилитрон на 18 вольт
Резисторы
R54 — 10 Ом (типоразмер 1206)
R55 — 470 Ом (типоразмер 0805)
R61 — 10 Ом (типоразмер 1206)
R71 — 1 Ом (типоразмер 1206)
Все неисправные детали были найдены и заменены. Казус получился со стабилитронами. В продаже у себя не нашел стабилитронов в корпусе SOT-23.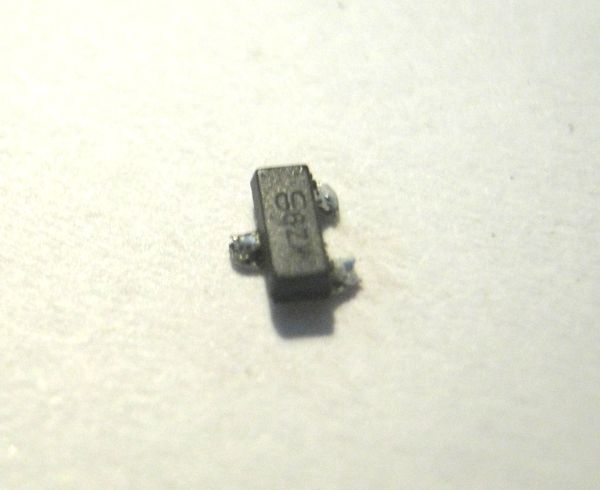
Были только в стандартном стеклянном корпусе JEDEC LL41 для SMD монтажа.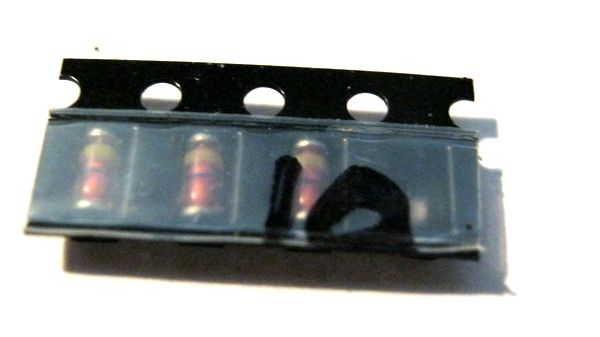
Ну, делать то надо, пришлось «выкручиваться» и впаивать стабилитроны вот таким вот образом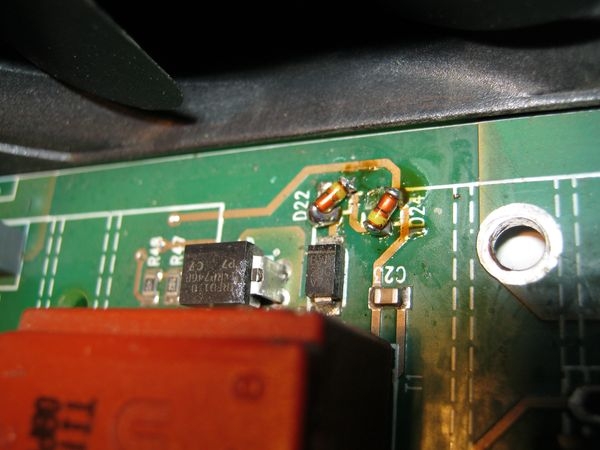
Новые силовые IGBT транзисторы Q5 и Q8, а так же диоды D14 и D31 были установлены на свои теплоотводы, предварительно смазанные тонким слоем термопасты КПТ-8.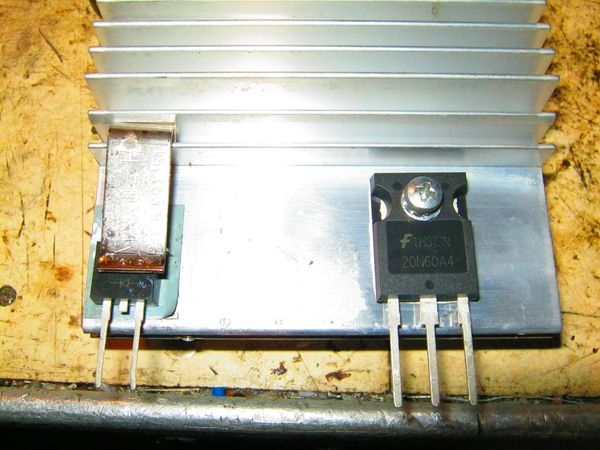
Вот фото платы с замененными компонентами 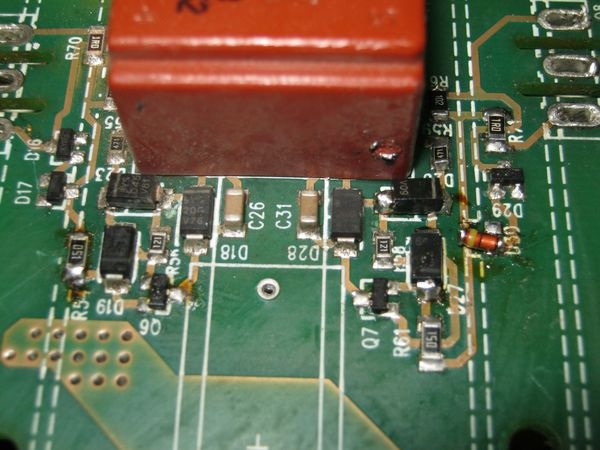
Впаял силовые транзисторы и диоды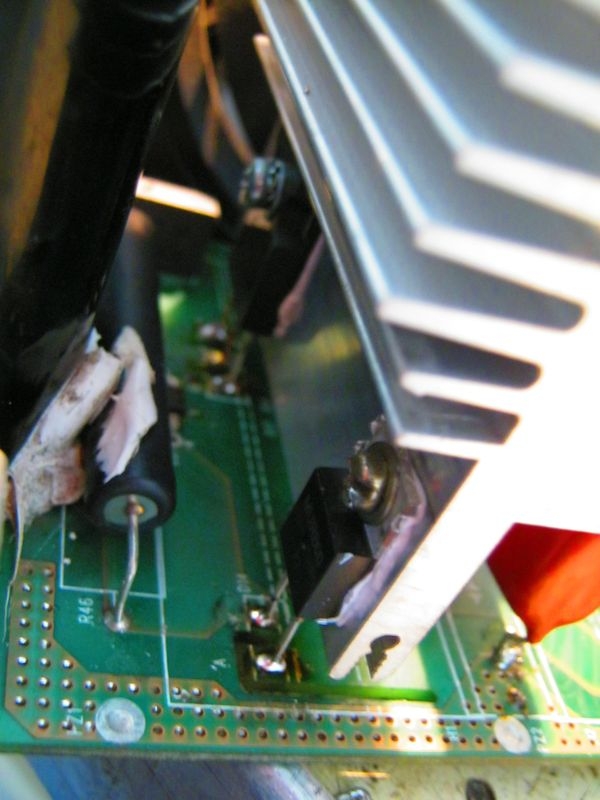
Вот фото в сборе. Пока возился с установкой теплоотводов сломал конденсатор С27, тако-го же не нашел, поставил обычный пленочный.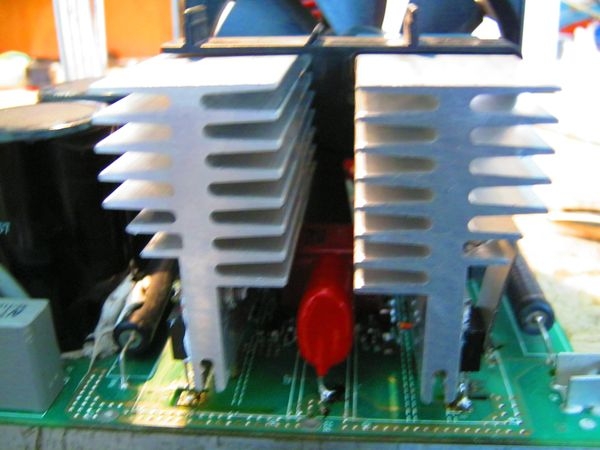
Ну, вот все собрано, пора это дело проверять. Плату инвертора включил в сеть через ЛАТР. К выходным клеммам подключили вольтметр. Включаем ЛАТР в сеть и плавно увеличиваем напряжение на ЛАТРе. До того как напряжение дойдет до 220 вольт, на плате светится желтый светодиод. Как только напряжение будет 220, через некоторое время включается реле на плате и загорается зеленый светодиод.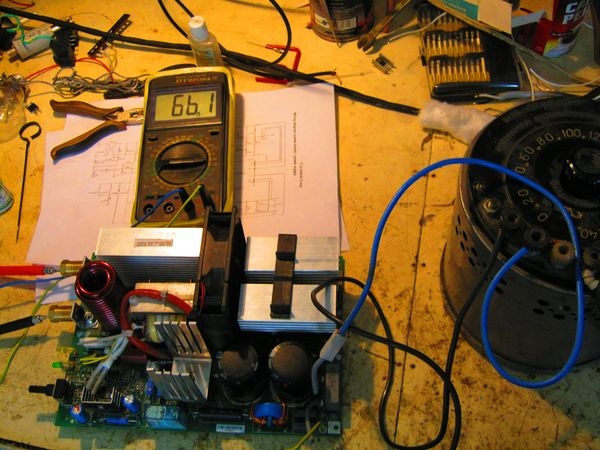
Вольтметр показывает напряжение холостого хода.
В мануале по ремонту так же даны осциллограммы в характерных точках инвертора. Не мешало бы проверить и их.
Для контроля осциллограм был изготовлен самодельный щуп — делитель 1:100. Щуп непосредственно припаян к выводам затвор — эмиттер IGBT транзистора.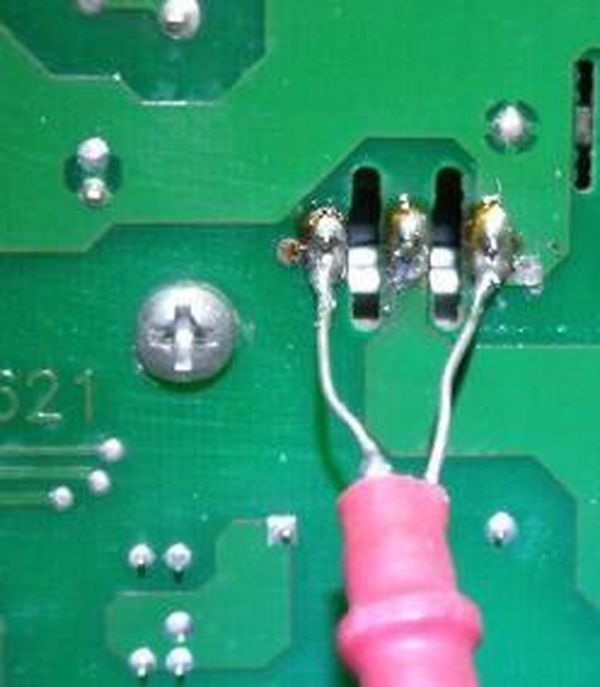
Теперь собственно осциллограммы:
1. Выход драйвера, не нагруженного на затворы ключей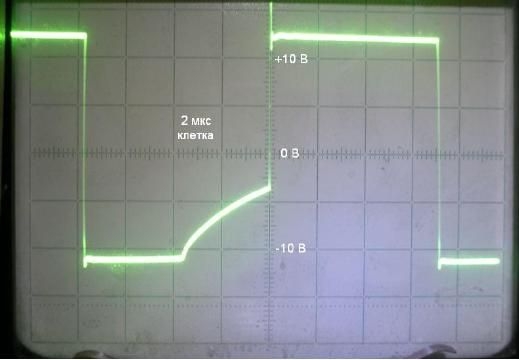
2. Выход драйвера, не нагруженного на затворы ключей — фронт импульса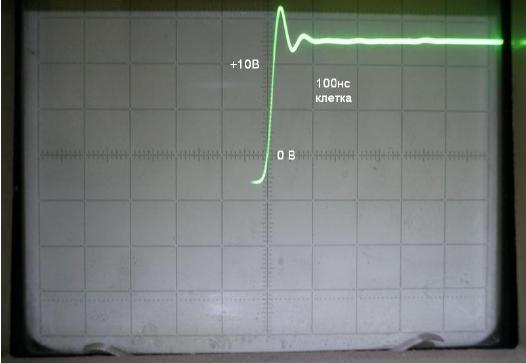
3. Выход драйвера, не нагруженного на затворы ключей — спад импульса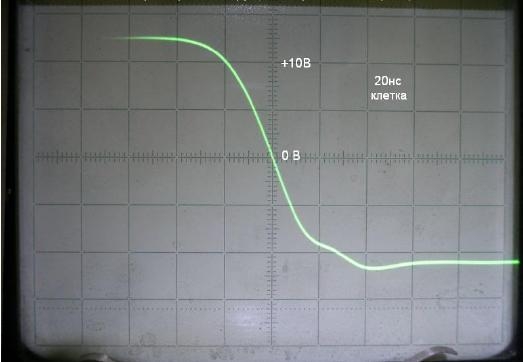
3. Выход драйвера, нагруженного на затвор ключа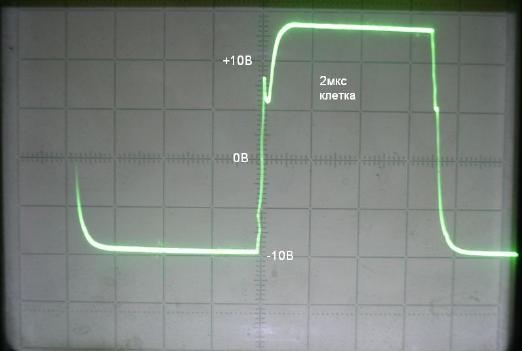
4. Выход драйвера, нагруженного на затвор ключа — фронт импульса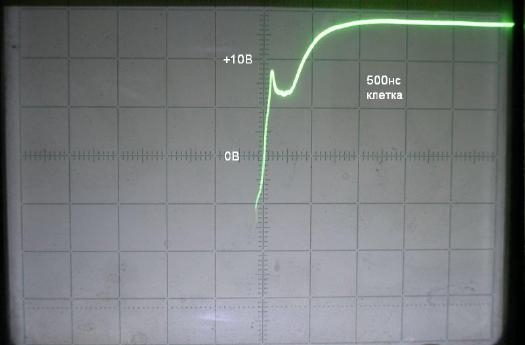
5. Выход драйвера, нагруженного на затвор ключа — спад импульса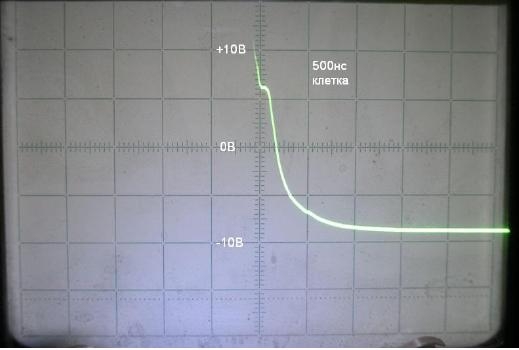
6. Переставляем щуп на коллектор — эмиттер силового ключа на холостом ходе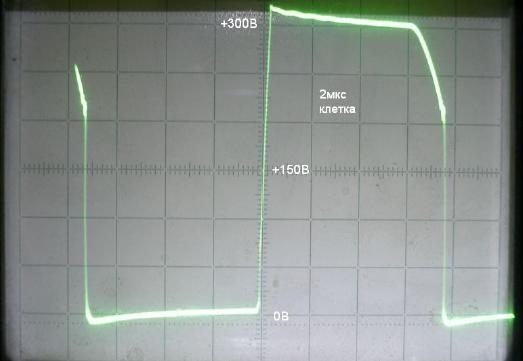
7. Коллектор — эмиттер силового ключа на холостом ходе — открытие ключа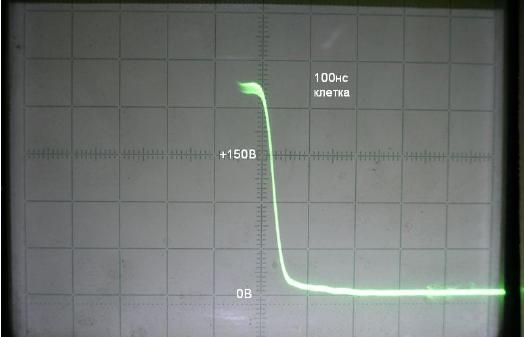
8. Коллектор — эмиттер силового ключа на холостом ходе — закрытие ключа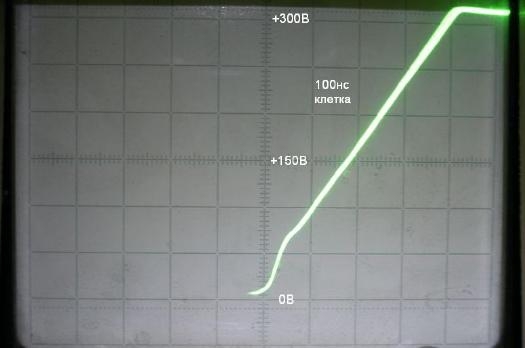
Осциллограммы все в норме, элементы аппарата на холостом ходу не нагреваются, полет нормальный!
Для проведения испытания на статическую нагрузку не было ни времени, не оборудования, взял пачку электродов, кусок ненужного металла и начал варить. После 4 спаленных электродов диаметром 3 мм элементы аппарата нагрелись не сильно, дыма и прочих неприятностей замечено не было.
Вот постарался и сварил две пластины встык.
Варит просто замечательно, разбрызгивание металла минимальное.
Вот фото шва с отбитым шлаком
Аппарат работает отлично, все таки фирма TELWIN умеет делать сварочное оборудование!
Думаю статья эта кому нибудь, да пригодится! Спасибо за внимание!
Только зарегистрированные и авторизованные пользователи могут оставлять комментарии.
Сварочный инвертор TELWIN TECNICA 164 предназначен для выполнения периодических сварочных работ методами TIG и MMA в строительстве, домашнем хозяйстве и мастерских. Используется для сварки стали, алюминия, титана, магния, меди, никеля и их сплавов. Конструктивно инвертор собран на одной плате TW115256. Силовой блок инвертора выполнен на IGBT транзисторах HGTG30N60A4 (G30N60A4) и диодах STTH6003CW. В схему управления входит шим контроллер UC2845B и операционный усилитель LM224DG. Сварочный аппарат TELWIN TECNICA 164 обеспечивает устойчивый ток сварки при колебаниях напряжения в сети и оснащен функциями: ARC FORCE, HOT START, ANTI-STICK.
Напряжение питания — 220В
Напряжение холостого хода – 76В
Диапазон сварочного тока — 5-150А
Продолжительность нагрузки при токе 140А — 10%
Продолжительность нагрузки при токе 60А — 100%
Диаметры используемых электродов — 1,6-4мм
Скачать
18 фото 4320*3240
схема сварочного инвертора TELWIN TECNICA 164
инструкция пользователя (паспорт) TELWIN TECNICA 164
инструкция по ремонту TELWIN TECNICA 164
Скачать с Turbobit
Войдите, чтобы подписаться
Подписчики
0

Автор:
lordmuz
- Найти другие файлы
- telwin
- инструкция по ремонту
1 изображение

Информация о файле
Инструкция по ремонту Telwin Tecnica_150-152-170-168GE
0
Предыдущий файл
Приспособление для снятия барабана бетономешалки
Следующий файл
САМОХОДНЫЕ БЕНЗИНОВЫЕ ГАЗОНОКОСИЛКИ
Отзывы пользователей
-
0 Комментариев
Рекомендуемые комментарии
Нет комментариев для отображения
Ваша публикация должна быть проверена модератором

Вы не авторизованы. Если у вас есть аккаунт, пожалуйста, войдите.
Добавить комментарий…
×
Вставлено в виде отформатированного текста. Восстановить форматирование
Разрешено не более 75 смайлов.
×
Ваша ссылка была автоматически встроена. Отобразить как ссылку
×
Ваш предыдущий контент был восстановлен. Очистить редактор
×
Вы не можете вставить изображения напрямую. Загрузите или вставьте изображения по ссылке.
-
Вставить медиа
- Существующее вложение
- Изображение по ссылке
×
- Компьютер
- Планшет
- Телефон
- Предварительный просмотр
Реальная практика ремонта электроники
Здесь будет рассмотрен ремонт сварочного инвертора TELWIN Force 165. Для тех, кто не знаком с устройством и схемотехникой сварочного инвертора, предлагаем сначала ознакомиться с материалами на эту тему, а именно:
В этих двух статьях на примере реального аппарата TELWIN Force 165 и принципиальной схемы сварочных инверторов TELWIN Tecnica 144-164 подробно описана электронная начинка и назначение каждого элемента схемы.
Но давайте вернёмся к нашему неисправному аппарату – сварочному инвертору TELWIN Force 165. По словам владельца, аппарат исправно работал, но вдруг, после небольшой передышки в работе напрочь отказывался выполнять свои обязанности. При попытке начать работу искра не появлялась, а изнутри корпуса доносился неестественный для штатной работы «гул» и «писк».
По словам владельца также было известно, что аппарат вроде как работал – был слышен шум вентилятора обдува, включался индикатор штатной работы. А это свидетельствует о том, что транзисторы инвертора исправны.
Складывалось впечатление, что сварочный инвертор «уходит в защиту» — срабатывают внутренние защитные цепи, которые есть в составе любого импульсного агрегата, тем более такого мощного.
Поиск неисправности сварочного инвертора я начал нестандартно. Включать приборчик не стал.
Ранее я с такими приборами не сталкивался, и они были для меня в новинку. Поэтому первым делом вскрыл корпус и стал проверять мультиметром все доселе известные мне детали.

На печатной плате сварочного инвертора обнаружил знакомые элементы: вентилятор, мощный диодный мост (на него установлен радиатор), высоковольтные электролитические конденсаторы фильтра, фильтр EMC, ключевые мощные транзисторы инвертора (установлены на радиатор), импульсный трансформатор, электромагнитное реле…
Неприятным сюрпризом оказалось то, что поверхность печатной платы была залита каким-то лаком, который затруднял считывание маркировки SMD-элементов и микросхем.
Также были обнаружены защитные элементы. Один из них – термопредохранитель на 900С. Он приклеен к радиатору диодного моста.

Насколько мне известно, такие термопредохранители срабатывают намертво, то есть если нагреются выше своей температуры срабатывания, то размыкаются навсегда. Похожие термопредохранители можно обнаружить в силовых трансформаторах.
Там они включаются в цепь первичной обмотки и приклеиваются к ней. Защищают трансформатор от перегрева.
Иногда можно ложно судить о том, что первичная обмотка трансформатора в обрыве, хотя стоит убрать (или замкнуть накоротко) этот самый термопредохранитель, как оказывается, что трансформатор исправен.
Поэтому первым делом проверил целостность термопредохранителя на 900С. Он оказался исправен.
Кроме этого на одном из радиаторов, к которым крепятся мощные ключевые транзисторы инвертора, также есть температурный датчик. Внешне он очень похож на термовыключатель серии KSD, которые используются в термопотах, водяных нагревателях и прочей бытовой электротехнике.

Особенность этих термовыключателей в том, что их контакты вновь замыкаются, если температура опустится ниже определённого значения.
Понятно, что этот температурный датчик отслеживает нагрев мощных ключевых транзисторов и, если есть перегрев, временно отключает работу сварочного инвертора.
Как только радиаторы, а, следовательно, и транзисторы остынут, то аппарат вновь запустится, и будет работать в штатном режиме.
При проверке термовыключателя оказалось, что он также исправен. Ну, что ж, будем искать неисправность дальше.
После недолгих поисков, было решено проверить мощные выпрямительные диоды. На печатной плате они расположены рядком и надёжно прикручены к радиатору шурупами. На страницах сайта уже рассказывалось о том, как проверить диод.
Маркированы как 60CPH03. Это ультрабыстрые сдвоенные диоды VS-60CPH03.
После проверки оказалось, что ориентировочно неисправны все три сдвоенных диода. Но это всего лишь предположение, так как диоды впаяны в схему, и 100% утверждать, что именно они неисправны нельзя. Несмотря на это стало понятно, в каком направлении нужно «копать» дальше.
Разобраться в проблеме можно было бы и без схемы, но с ней интересней, тем более что под рукой оказалось руководство по ремонту сварочных инверторов TELWIN Tecnica 144-164, которые, честно говоря, мало чем отличаются по своему составу и схемотехнике от TELWIN Force 165.
Если взглянуть на принципиальную схему, то можно заметить, что даже при пробое одного из сдвоенных диодов 60CPH03, все остальные диоды при проверке будут также «неисправными», если их не выпаять из платы и не проверить каждый в отдельности.
Вот кусочек схемы — выходной выпрямитель.

Как оказалось, выпаять эти самые диоды не так-то просто. Во-первых, пайка очень достойная и качественная. Да и как тут по-другому, ведь в силовой части сварочного аппарата протекают огромные токи, вплоть до 130 ампер! Малейший недопай и место контакта будет греться, а это в последствие приведёт к неисправности. Поэтому итальянцы не жалеют припоя и надёжно сдабривают им место контакта.
Не стоит забывать, что современная электроника изготавливается с помощью бессвинцовых припоев, а температура их плавления, как правило, выше, чем у обычного оловянно-свинцового.
Перед тем, как выпаивать диоды, необходимо демонтировать радиатор. Шурупы, которыми крепятся диоды к радиатору нестандартные, но открутить их можно пассатижами.
Для выпайки лучше воспользоваться паяльником помощнее. Лучше взять обычный паяльник мощностью ватт на 50, иначе выпайка превратится в мучение. Можно, конечно, применить и 40-ка ваттный паяльник, но тут потребуется сноровка и немало терпения. Надо успеть хорошо прогреть все 3 вывода диода одновременно.
При демонтаже можно попробовать использовать медную оплётку или десольдер для удаления припоя. Правда, если паяльник маломощный (например, 40 ватт), то толку от них будет мало. Припой будет моментально застывать.
Несмотря на трудности вызванные маломощностью паяльника (он у меня на 40 ватт) и обгоревшим медным жалом мне всё-таки удалось выпаять сдвоенные диоды. К сожалению, не без «косяков».

Выдрал с корнями сквозную металлизацию медных дорожек. Ах, да ладно, не беда. Зачистим и надрастим.
Оказалось, что пробит один из диодов – остальные целы. Стоит отметить, что пробитым оказались оба диода, которые являются частью одного сдвоенного диода. Теперь это не диод – а «решето», — обычный проводник в красивом корпусе.
Если взглянуть на схему, то «вылетел» тот диод, который обозначен красным кружком.

Напомню, что кусочек схемы взят из руководства для TELWIN Tecnica 144-164. А чинил TELWIN Force 165.
У телвин Force 165 на плате нет катушки индуктивности L1 (дроссель) и, по-видимому, не должно быть, так как посадочного места на плате для неё нет. Так что не обращайте на неё внимания.
В реальности же эта катушка выполнена из медного провода большого сечения, чтобы выдерживать токи до 140 ампер.
Было решено оставить аппарат в покое и заняться поисками замены неисправного диода VS-60CPH03. Найти замену диоду 60CPH03 оказалось не так-то просто. Купить в интернете эту радиодеталь не получилось. В интернет-магазинах такая деталь почему-то является редкостью (возможно, всё уже изменилось). Пришлось ехать на радиорынок и покупать там.
Был куплен аналог диода с маркировкой STTH6003CW. Цена у него оказалась приличная, да и найти нужный оказалось непросто.


- Корпус – TO-247;
- Максимальный ток в прямом включении IF(AV) – 30A на 1 элемент (60А на оба диода);
- Допустимое обратное напряжение VRRM – 300V;
- Время восстановления (или быстродействия) trr (max) – 50 ns (50 наносекунд).
Сдвоенный диод STTH6003CW относится к, так называемым, быстродействующим диодам. Буржуи обзывают такие диоды Ultra-fast, Hyperfast, Super-fast, Stealth diode, High frequency secondary rectifier и т.п. В общем, как только не пытаются подчеркнуть их крутизну.
Главная особенность быстродействующего диода – это способность быстро открываться (пропускать ток) и также быстро закрываться (не пропускать ток). А это означает, что он может работать на высоких частотах. Это и требуется для работы в выпрямителе сварочного инвертора, так как требуется выпрямлять ток высокой частоты – десятки килогерц.
Поэтому заменять такие диоды стоит только быстродействующими!
Для замены диода VS-60CPH03 подойдут STTH6003CW, FFH30US30DN. Все эти диоды – аналоги и отлично подходят для замены друг друга.
Активно применяются в сварочных аппаратах.
Также подойдёт STTH6003TV, но у него другой корпус (ISOTOP), хотя если другого нет, то при желании можно изловчиться и прикрутить его куда-нибудь.

При установке диодов на радиатор необходимо обязательно использовать теплопроводную пасту (например, КПТ-8).

Жадничать не стоит, но и чрезмерно намазывать пастой место теплового контакта не стоит. Наносим небольшой, ровный слой пасты на площадь соприкосновения корпуса диода и алюминиевого радиатора. Затем надёжно прикручиваем корпус диода к радиатору шурупом.
К установке диодов на радиатор стоит относиться серьёзно. В процессе работы диоды сильно греются и малейшие трудности с охлаждением вызовут их перегрев и выход из строя.
При установке диодов необходимо как можно лучше пропаять места соединения выводов и контактов медных дорожек. Это очень важно, так как токи просто огромные и если схалтурить, то ничего хорошего из этого не выйдет.
Если при демонтаже были «содраны» медные пятаки и медные дорожки, то их можно надрастить медным лужёным проводом и качественно пропаять. Чисто электрического контакта недостаточно – пайка должна быть надёжной.
После замены неисправного диода прибор заработал.
Архив со схемами на сварочные аппараты TELWIN Tecnica 141-161, TELWIN Tecnica 144-164 и TELWIN Tecnica 150, 152, 170, 168GE можно скачать здесь и здесь. Размер файла — 4,4 Mb.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
Источник: https://go-radio.ru/remont-svarochnogo-invertora.html
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам.
Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок.
В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.

- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
 Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.

 Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.

Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных.
Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным.
Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата.
Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла.
Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах.
Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.

Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист.
К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата.
Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.

Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером.
Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата.
Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.

Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром.
Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты.
Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ).
Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Источник: https://tehnika.expert/dlya-remonta/svarochnyj-apparat/remont-invertora.html
Делаем ремонт сварочных инверторов своими руками
Аппарат инверторного типа имеет сложную конструкцию, результатом чего являются меньшие показатели надежности, но более качественная сварка. Как и все приборы, он может сломаться.
Если это произошло, то у вас есть выбор – отремонтировать прибор самостоятельно, или отдать его в руки профессионалов. Второй метод, несомненно, проще. Однако, чтобы сэкономить время или средства, приходиться чинить инвертор самому.
Как же осуществляется ремонт сварочных инверторов своими руками? Попробуем разобраться.
 Для ремонта потребуется хорошее знание электротехники, вам предстоит проверка многочисленных транзисторов, диодов, резисторов и стабилизаторов. Для этого вы должны будете пользоваться осциллографом, мультиметром, вольтметром и прочей измерительной техникой. Определение поломки — сложная задача, может потребоваться неоднократная перепроверка всех элементов схемы в заданном порядке. Работа инвертора строится на таком принципе, как поэтапное преобразование сигнала.
Для ремонта потребуется хорошее знание электротехники, вам предстоит проверка многочисленных транзисторов, диодов, резисторов и стабилизаторов. Для этого вы должны будете пользоваться осциллографом, мультиметром, вольтметром и прочей измерительной техникой. Определение поломки — сложная задача, может потребоваться неоднократная перепроверка всех элементов схемы в заданном порядке. Работа инвертора строится на таком принципе, как поэтапное преобразование сигнала.
Сначала, входной выпрямитель выпрямляет ток, а потом инверторный модуль делает ток переменным высокочастотным. После этого, силовой трансформатор осуществляет преобразование высокочастотного тока в сварочный.
Далее выходной выпрямитель осуществляет подачу переменного высокочастотного тока, как сварочного.
Очень важно разобраться с чертежами и схемой, прежде чем разбирать прибор, поскольку каждый производитель обладает своим видением инвертора.
Как выполняется проверка сварочного инвертора
Ремонт сварочных инверторов своими руками начинается с проверки транзисторов. Эти детали ломаются чаще всего, и подлежат первоочередной проверке. Неисправную деталь можно вычислить визуально, она может быть с поврежденным корпусом и перегоревшими выводами.

Если вы увидели такую деталь, то замените её новой. Если внешние дефекты отсутствуют, возьмите мультиметр и выполните проверку всех транзисторов. Когда обнаружите несправный, замените его точно таким же, но рабочим.
На следующем этапе, нужно осуществить проверку элементов драйвера, то есть силовых транзисторов. Если произошла поломка такого элемента, вместе с ними ломаются детали, приводящие их в действие. Силовые транзисторы проверяются омметром, и есть неисправность, заменяются.

Если поломку не удалось обнаружить, то следует проверить выпрямители. Выпрямителями служат диодные мосты, установленные поверх радиатора. Эти детали – самые жизнеспособные части в инверторе, однако, и они могут выйти из строя.
Чтобы выполнить качественную проверку диодного моста, его нужно отпаять и снять с платы. Таким образом, вам удасца избежать короткого замыкания, да и осуществлять ремонтные работы так существенно легче.
Когда прозванивается группа, и прозвонка осуществляется накоротко, причиной поломки является поврежденный либо просто неисправный диод. Выпаивать мост намного проще паяльником с отсосом.
Ремонт сварочных инверторов своими руками завершается осмотром платы, управляющей ключами. Она является самым сложным элементом инвертора, и остальные части работают благодаря ей.
Следует выполнить проверку наличия управляющего сигнала, поступающего к шинкам затворов в ключевом модуле. Данная проверка достаточно легко осуществляется осциллографом.
В более сложных и неясных случаях, следует воспользоваться услугами профессионалов и не пробовать исправить что-то самому, дабы не повредить прибор еще сильнее, тем более, если гарантия еще не истекла.
Видео ремонт сварочных инверторов своими руками
Источник: http://sdelaj-sam.com/delaem-remont-svarochnyh-invertorov-svoimi-rukami/
Выполняем ремонт сварочного инвертора своими силами
Любая техника, когда-то ломается, это относится и к сварочному оборудованию, которое эксплуатируется иногда и в экстремальных режимах. Но ремонт таких сварочных аппаратов в условиях мастерской бывает довольно дорог.
Кроме того, во время работы требуется оперативное устранениеполомки. Ликвидировать неисправность своими руками и быстрее, и дешевле, нужно только знать принцип работы устройства и элементную полупроводниковую базу.
Мы подробно расскажем, как правильно определить неисправность сварочного агрегата и способ его ремонта с минимумом аппаратуры.
Принцип работы сварочного инвертора
Поломка сложной электронной аппаратуры требует оперативного реагирования, а профессиональный ремонт обходится дорого и происходит медленно. Своими руками осуществить ремонт инверторных сварочных аппаратов можно при наличии определённых знаний в области радиоэлектроники и принципов работы такой техники.
Необходимо иметь мультиметр с режимом измерения сопротивлений, а также двухлучевой осциллограф, который позволить провести окончательную настройку или выявить неисправность.
Часто причина поломки находится на поверхности и её можно определить путем визуального осмотра после вскрытия корпуса, но бывают и более сложные неисправности.
Вскрытие корпуса и визуальный осмотр возможен только после отключения аппарата от электрической сети, помните, что после демонтажа вы лишаетесь права на гарантийный ремонт.

Прежде чем начинать ремонт сварочного аппарата нужно разобраться из каких частей и функциональных элементов он состоит. Чтобы его эффективно отремонтировать, нужно знать соотношение входных, выходных напряжений и формы сигнала на каждой составной части изделия.
Инверторный сварочный аппарат состоит из следующих элементов:
- низкочастотный выпрямительный блок с фильтром, который преобразовывает переменное сетевое напряжение 220/380 V в постоянное напряжение;
- инверторная схема, преобразующая постоянное напряжение в высокочастотное переменное до 100 кГц;
- высокочастотный понижающий трансформатор, который обеспечивает сварочный ток до 300 А;
- выходной выпрямитель для сварки в режиме ММА;
- регулирующее устройство, которое обеспечивает через обратную связь стабильные характеристики при сварке на разных режимах;
- блок подачи сварочной проволоки при режимах MIG/MAG;

Неисправность может возникнуть в каждой из этих составных частей, поэтому ремонт сварочных аппаратов следует начинать с поступательного анализа работы его узлов. Сначала необходимо ознакомиться с инструкцией, где могут быть объяснены возможные поломки и способы их устранения. Также надо ознакомиться с работой автоматической защиты прибора и с пределами рабочего напряжения.
Важно помнить, что инвертор является источником повышенной опасности, и неосторожное обращение с ним может привести к поражению электрическим током, поэтому, если нет уверенности в своих силах, к ремонту лучше не приступать.
Диагностика неисправностей аппаратуры
Очень распространённой причиной неполадок является несоблюдение рекомендованных производителем условий эксплуатации.
Некоторые изделия могут работать в большом диапазоне температур и напряжений, но это скорее исключение, чем правило.
Различные неисправности сварочных инверторов случаются довольно редко, благодаря эффективной системе защиты от токов короткого замыкания при залипании электродов и от грубых ошибок неопытного сварщика.
Поэтому причиной некорректной работы могут быть следующие обстоятельства:
- несоответствие однофазного или трёхфазного напряжения, рекомендованного техническими характеристиками инвертора;
- предохранительный сетевой автомат менее 25 А;
- используется удлинитель длиной более 30 м;
- сечение питающего провода менее 2,5 мм2;
- плохой контакт минусового провода со свариваемой деталью;
- неправильно подобран сварочный ток;
- запылённость радиаторов системы охлаждения силовых элементов, что приводит к срабатыванию температурной защиты;
- проникновение влаги внутрь корпуса;
- несоблюдение режима продолжительности нагрузки.
Если все вышеперечисленные причины отсутствуют, а оборудование не работает, то придётся вскрывать корпус. Следующим этапом ремонта сварочного инвертора своими руками является внешний осмотр, который, возможно, позволит локализовать неисправность.
На платах могут быть обнаружены следы подгорания дорожек, указывающие на выход из строя сопротивлений, ёмкостей или полупроводниковых элементов. Здесь для замены необходимо воспользоваться паяльником, и не исключено, что причиной выхода из строя деталей является пробой последующих по схеме полупроводников. В этом случае вам понадобится мультиметр с режимом измерения сопротивлений.
Сопротивление деталей замеряется при выключенном питании и потребуется отпаять силовой диод или транзистор, для более точного и надёжного результата.
Нулевое или бесконечное значение сопротивления говорит о его неисправности и необходимости замены.
Выпаивать транзисторы нужно очень осторожно предварительно, открутив их от радиатора и обеспечив целостность токопроводящих дорожек на плате.
Некоторые виды неисправностей довольно сложно определить, поскольку выход из строя одного элемента схемотехнического решения, ведёт за собой нарушение работы других деталей.
Поэтому диагностика и ремонт сварочных инверторов своими руками требует хороших знаний и навыков. Для более точного определения причин неработоспособности понадобится использование двухлучевого осциллографа. Он нужен для локализации неисправного блока путём исследования амплитуды и формы входного и выходного напряжения.
Методы ремонта сварочных инверторов
Надёжность полупроводниковых элементов сварочного аппарата и эффективность работы защитных систем практически исключает их выход из строя.
Но если это всё же произошло, то, скорее всего, причиной послужило попадание влаги в прибор или же посторонние металлические предметы вызвали замыкание.
В этом случае ремонт сварочного инвертора заключается в диагностике поломки, просушки аппарата и удалении посторонних предметов, а также замены неисправных деталей.
Для ремонта вам понадобятся следующие инструменты и оборудование, а именно:
- отвёртка и гаечные ключи;
- паяльник, припой, флюс или канифоль;
- устройство отсоса лишнего припоя;
- мультиметр с режимом измерения сопротивления, тока и напряжения;
- осциллограф двухлучевой для диагностики и окончательной настройки;
- электрическая схема неисправного изделия или аналогичная;
- теплопроводящая паста;
- средство для промывки контактов, токопроводящих дорожек и радиаторов;
- доска из непроводящего материала для удобства диагностики плат при включенном сетевом напряжении.
Важно учесть, что выход из строя силовых элементов аппарата, влечёт за собой возможное выгорание и неисправность соседствующих ёмкостей, сопротивлений и стабилизаторов, а также управляющих микросхем.
После выявления неисправности силовых элементов или схем управления, следует отсоединить детали от радиаторов и отпаять их от плат. При этом нужно пользоваться устройством отсоса излишнего припоя, чтобы облегчить демонтаж элемента и сохранить дорожки платы от деформации.
Иначе придётся монтировать дополнительные шины, что не улучшает работоспособность платы. Затем необходимо очистить место демонтажа от флюса и окалины, а радиаторы от остатков старой термопасты и возможного нагара.
Убедится в исправности ближайших по схеме компонентов и при необходимости заменить их.
После установки и монтажа новых полупроводниковых или иных деталей, нужно быть уверенным в целостности токопроводящих дорожек, а в случае их повреждения принять меры к устранению недостатков. На очищенные радиаторы нанести новый слой термопасты и закрепить силовые радиодетали. Затем, с помощью тестера, убедиться в исправности подсоединения и включить электропитание инвертора.
Подводим итог
Таким образом, при наличии определённой квалификации, произвести ремонт сварочных инверторов своими руками вполне возможно. Это позволит вам сберечь время и немалые денежные средства. Но в случае возникновения затруднений, нужно всегда обращаться к справочной литературе и к консультации профессионалов. Совместные усилия всегда обеспечат положительный результат.
Источник: https://electrod.biz/apparat/remont-svarochnogo-invertora.html
Ремонт инверторных сварочных аппаратов своими руками: как отремонтировать если не работает, причины + видео
Инвертором пользуются опытные сварщики и любители. Это современный и удобный сварочный аппарат. Он компактнее сварочного трансформатора и намного легче.
Благодаря этому инвертор без труда используется на выездных и высотных работах. Цена аппарата колеблется от 3000 рублей. Он прост в использовании. Инвертор оснащён электроникой, облегчающей работу.
Поэтому многие новички в сварочном деле приобретают его.
Конструкция сварочных инверторов
В отличие от трансформатора, который состоит из электротехнических узлов, инвертор оснащён электроникой. Трансформатор инвертора очень маленький, не больше пачки сигарет. Если сварочный трансформатор на 160 А весит около 20 кг, то такой же трансформатор сварочного инвертора весит 250 г, поэтому инвертор такой компактный и лёгкий.
Основные элементы сварочного инвертора
Все элементы заключены в металлический корпус. Сверху прикреплён широкий регулируемый наплечный ремень. Аппарат удобно носить и подниматься с ним на высоту. В корпусе имеются дополнительные вентиляционные решётки для эффективного охлаждения. У аппарата имеются два разъёма: «плюс» и «минус». К ним подключаются кабель массы и кабель держателя электрода.
На передней части корпуса расположена панель управления с индикатором включения сети и индикатором срабатывания защиты от перегрева, кнопкой включения сети и плавной регулировкой сварочного тока. В моделях, которых предусмотрены разные режимы сварки, есть переключатель режимов. Инвертор включается в сеть с помощью кабеля питания.
В основании корпуса у аппарата предусмотрены опорные ножки.
Инверторы перестают работать по четырём причинам:
- Несоблюдение условий правильной эксплуатации прибора.
- Неправильно подобран режим работы.
- Выход из строя электронных компонентов микросхемы.
- Поломка электрических составляющих оборудования, таких, как провода и контакты.
Ремонт сварочных инверторов своими руками
Чтобы понять, как ремонтировать инвертор, разберёмся с его схемами и принципом действия.
Схема сварочного инвертора и принцип действия
Сварочный инвертор состоит множества элементов.
Схема сварочного инвертора
Принцип действия инвертора:
- Входной переменный ток частотой 50 Гц проходит через сетевой выпрямитель 1 и преобразуется в постоянный ток. Попутно сглаживается сетевым фильтром 2, состоящим из конденсаторов.Схема сварочного инвертора
- С помощью преобразователя частоты 3, состоящего из транзисторов, постоянный ток опять преобразуется в переменный, но с более высокой частотой до 100 кГц.
- Полученный переменный ток передаётся на высокочастотный сварочный трансформатор 4 и далее на силовой выпрямитель 5. Происходит понижение напряжения до необходимого для сварки значения.
- Руководит этими процессами система управления 6, состоящая из микросхемы ШИМ — контроллера. Она контролирует напряжение, сварочный ток, форсаж дуги, стабилизацию. Это помогает делать качественный шов.
Устройство сварочного инвертора
Проблемы, связанные с эксплуатацией и неправильной настройкой инвертора:
- Сварочная дуга горит неравномерно или слишком сильно, в результате чего материал электрода сильно разбрызгивается. Это происходит по причине неправильно подобранного сварочного тока. При настройке тока необходимо учитывать толщину металлических заготовок. Относительно этого подбирать тип электрода и его диаметр. При покупке электродов читайте информацию на упаковке. Там указывается рекомендуемый ток. Если эта информация отсутствует либо упаковка затерялась, то вы можете сами рассчитать сварочный ток. Умножьте сначала 30, потом 40 на диаметр электрода и получите интервал сварочного тока. Например: 30 * 3 мм = 90, 40 * 3 мм = 120. Значит, диапазон тока: от 90 А до 120 А. Если скорость сварки низкая, то и величину тока надо уменьшить.
- Сварочный электрод часто прилипает к металлической заготовке в процессе работы. Основной причиной является пониженное напряжение сети. Если инвертор рассчитан на работу с низким напряжением, то причиной неисправности может быть подключение нагрузки, уровень которой ниже минимального. Или в панельных гнёздах слабый контакт приборных модулей. Подтяните крепления. Напряжение может падать на входе сварочного аппарата, если вы используете удлинительный кабель с сечением менее 2,5 квадратных миллиметров. Если у вас слишком длинный удлинитель, более 40 метров, то это тоже сказывается на напряжении. В электрической цепи контакты со временем окисляются или подгорают. Это влияет на напряжение. Ещё одна причина прилипания электродов в плохой подготовке металлических заготовок к сварке. Их нужно тщательно зачищать от краски и ржавчины металлической щёткой.
- Инвертор включён и индикаторы показывают то же самое, но сварка не производится. Это происходит по причине перегрева сварочного аппарата. Дайте ему отдохнуть не менее часа. Если не помогло, то проверьте провода. Они могли сами отсоединиться или выйти из строя по причине обрыва или короткого замыкания.
- Если сетевое напряжение постоянно отключается, проверьте характеристики предохранительного устройства, то есть автоматического выключателя. Он рассчитан на определённую силу тока. Для корректной работы сварочного инвертора используется ток до 25 А.Автоматический выключатель
- Аппарат не включается, если сетевое напряжение слишком низкое для проведения сварочных работ.
- Во время длительного непрерывного проведения сварки инвертор отключается. Аппарат нагревается до определённого уровня и срабатывает температурный датчик. Но это не является неисправностью. Отключите инвертор на 30 минут и продолжайте работу.
Электронные компоненты выходят из строя по следующим причинам:
- Внутрь корпуса сварочного инвертора проникает влага в результате работы под дождём или снегом без навеса.
- При использовании аппарата в местах проведения строительных работ под корпусом собирается много пыли. Это препятствует правильному охлаждению электронных компонентов схемы. Регулярно выполняйте чистку инвертора. Чем меньше корпус аппарата, тем меньше отверстия для охлаждения и чаще нужно чистить инвертор.
- Электроника выходит из строя по причине игнорирования рекомендованных производителем правил эксплуатации прибора. Внимательно читайте инструкцию и придерживайтесь правил.
Ремонт инверторных сварочных аппаратов
Перед тем как начинать разбирать аппарат, проверьте правильность установки всех настроек и прочитайте инструкцию. Там указаны не только рекомендации для правильной эксплуатации прибора, но и проблемы, которые быстро устраняются самостоятельно.
Диагностика сварочного инвертора
Открутите винты на корпусе и снимите все его части. Диагностика начинается с поверхностного осмотра всех элементов и плат. Их может быть несколько:
- Плата с силовыми транзисторами.Плата с силовыми транзисторами
- Плата управления.
- Плата выпрямительных диодов.
- Плата выпрямления сетевого напряжения.
Нужно внимательно посмотреть, нет ли перегоревших дорожек и повреждённых элементов. Если повреждений не обнаружено, то проведите диагностику мультиметром:
- Если инвертор не включается, поставьте мультиметр в режим прозвонки и прозвоните шнур питания и контакты кнопки питания. Проверьте зарядный резистор. Если он в обрыве, то аппарат работать не будет. Резистор отвечает за заряд конденсаторов.
- Поставьте мультиметр в режим диодов. Подсоедините щупы к выходным клеммам инвертора и поменяйте их местами. Диоды в одну сторону звонятся, а в другую нет. Если прибор показывает прозвон в обе стороны, значит, диоды пробиты.
- Проверьте силовые транзисторы. На плате поставьте чёрный щуп на левую ножку, а красный на правую, потом поменяйте щупы местами. Прозвон должен идти в одну сторону.
- Поставьте чёрный щуп на среднюю ножку, а красный на левую, потом на правую. Прозвон должен быть в обоих положениях.
Замена транзисторов
Транзисторы имеют маленькое сопротивление в сотые доли Ома. Но они пропускают через себя ток в несколько десятков ампер. Во избежание перегрева их устанавливают на алюминиевых радиаторах. Сильно повреждённый транзистор обычно видно.
Повреждённый транзистор
- Чтобы заменить транзистор, сначала нужно открутить его от радиатора, а потом демонтировать из платы сам радиатор.
- Для выпаивания транзистора из платы её нужно прогреть феном. При демонтаже не должны оборваться дорожки.
- Поверхность радиатора под новый транзистор необходимо хорошо очистить спиртом и отполировать. На транзисторе поверхность должна быть гладкая. Любое вкрапление или песчинка сделает зазор между транзистором и радиатором. Это недопустимо. Очень тонким слоем теплопроводной пасты смажьте ту поверхность транзистора, которая будет прилегать к радиатору. При затяжке транзистора паста должна слегка вылезти из-под корпуса. Толстый слой не вылезет и транзистор деформируется. Компонент нужно приложить к поверхности радиатора и круговыми движениями притереть, чтобы он лёг всей площадью. Он должен прилипнуть.
- Прикрутите прилипший транзистор к радиатору и вставьте в плату. Припаяйте ножки.
Ремонт платы драйвера
Если транзистор вышел из строя, значит, повреждены элементы платы драйвера, который раскачивает транзисторы.
Плата драйвера
Мультиметром прозваниваются все компоненты платы. Повреждённые выпаиваются и меняются.
Ремонт выпрямителей
Входные и выходные выпрямители выполняются в виде диодных мостов. Чтобы не произошло перегрева, их устанавливают на радиаторы.
Диодный мост
Для диагностики его отпаивают от проводов и демонтируют с платы, чтобы не ошибиться при коротком замыкании в цепи. Неисправные элементы заменяются.
Диагностика конденсаторов мультиметром
Если конденсатор разряжен и мы к нему подключаем питание, его сопротивление увеличивается от нуля. При полном заряде его сопротивление равно бесконечности.
- Поставьте в мультиметре режим сопротивления на 20 кОм.
- Если прибор недавно включался, то конденсатор сохранил заряд. Для определения его работоспособности перед проверкой разрядите конденсатор. Щупом мультиметра замкните выводы конденсатора.
- Подключите щупы мультиметра к выводам конденсатора. Если сопротивление было равно нулю, потом по мере заряда конденсатора от мультиметра оно увеличилось до бесконечности, конденсатор функционирует.
- Но нужно ещё замерить напряжение. Переведите мультиметр в режим измерения постоянного напряжения в диапазоне 2000 mB. Подключите щупы прибора к выводам конденсатора. Прибор должен показывать напряжение. Замкните выводы конденсатора и снова замерьте напряжение. Если оно упало до нуля, ваш конденсатор работоспособен.
Ремонт платы управления
От платы управления зависят все элементы сварочного аппарата.
Плата управления
Это самый сложный блок. Диагностируется он осциллографом. Проверяются сигналы управления. Если они не поступают, мультиметром прозваниваются все элементы и меняются повреждённые.
Диагностика и ремонт сварочного инвертора — видео
Если научиться самостоятельно определять и устранять неисправности сварочного инвертора, то можно избежать лишних затрат на ремонт в сервисном центре.
Источник: https://grounde.ru/remont-svarochnogo-invertora-svoimi-rukami.html