Страница 33 из 46
Электроприводы типов Б, В, Г и Д с односторонней муфтой крутящего момента
На каждый имеющийся или вновь получаемый электропривод с управляемой им арматурой заводится формуляр, в который заносят порядковый номер электропривода, порядковый номер арматуры, дату установки, даты планово-предупредительных ремонтов, характер ремонта, замены деталей, обнаруженные дефекты и их устранение.
Ремонт электроприводов подразделяется на периодический осмотр, текущий и капитальный ремонты.
Периодический осмотр.
Осмотр производится с определенной периодичностью, устанавливаемой специальным графиком, но не реже одного раза в месяц, а при интенсивной работе один раз в неделю.
При осмотре необходимо проверить:
а) Состояние наружной поверхности привода; при этом очищают следы коррозии, пыли, грязи и при помощи инструментов (ключей и отвертки) проверяют затяжку крепежа (болтов, гаек и винтов).
б) Движение подвижных частей механизма переключения путем перевода его из положения электрического управления на ручное и обратно.
в) Работу электропривода как от электродвигателя,
так и от маховика, четкость работы муфты, путевого выключателя и сигнализации на пульте, а также соответствие положения стрелки местного указателя крайним положениям запорного органа «Закрыто» и «Открыто».
г) Состояние узла муфты крутящего момента.
д) Наличие достаточного количества масла в червячной ванне редуктора. Ввиду того что не исключена возможность попадания жидкого масла из масляной ванны в полости фланцев со стороны электродвигателя и со стороны маховика, необходимо вывинчивать пробки и удалять накопившееся масло в них; смазка червячной пары и роликоподшипников производится путем заливки жидкого машинного масла любой марки через окно в корпусе (над пружиной муфты) до уровня контрольного отверстия в корпусе. Остальные места трения смазывают густым маслом при помощи шприц-масленки через головки масленок, обведенные красными кружками. Рекомендуемое масло —солидол марки Л или Т по ГОСТ 1033-51. Особенно тщательно надо производить смазку перед первым пуском и после планового и капитального ремонтов. Вторичный редуктор электропривода Д смазывают густой смазкой. Периодичность смазки устанавливается специальным графиком, который составляют в зависимости от интенсивности работы электропривода во время эксплуатации, но не реже одного раза в неделю. Правильный режим смазки абсолютно необходим для всех типов электроприводов, так как недостаточная смазка значительно увеличит потери в редукторе и может вызвать отказ в работе электропривода.
е) Состояние путевого выключателя и микропереключателей в нем (микропереключатели, не дающие щелчка при нажатии на кнопку, заменяют годными).
Все замеченные при осмотре неисправности устраняются. В случае если электропривод установлен в сравнительно сыром помещении и работает редко, то во избежание ухудшения изоляции электродвигателя при осмотре рекомендуется просушивать его, подавая в статор пониженное напряжение (35—50 в) и затормаживать ротор.
Текущий ремонт.
Текущий ремонт предназначен для установления причин и устранения мелких неполадок и повреждений, возникающих во время эксплуатации.
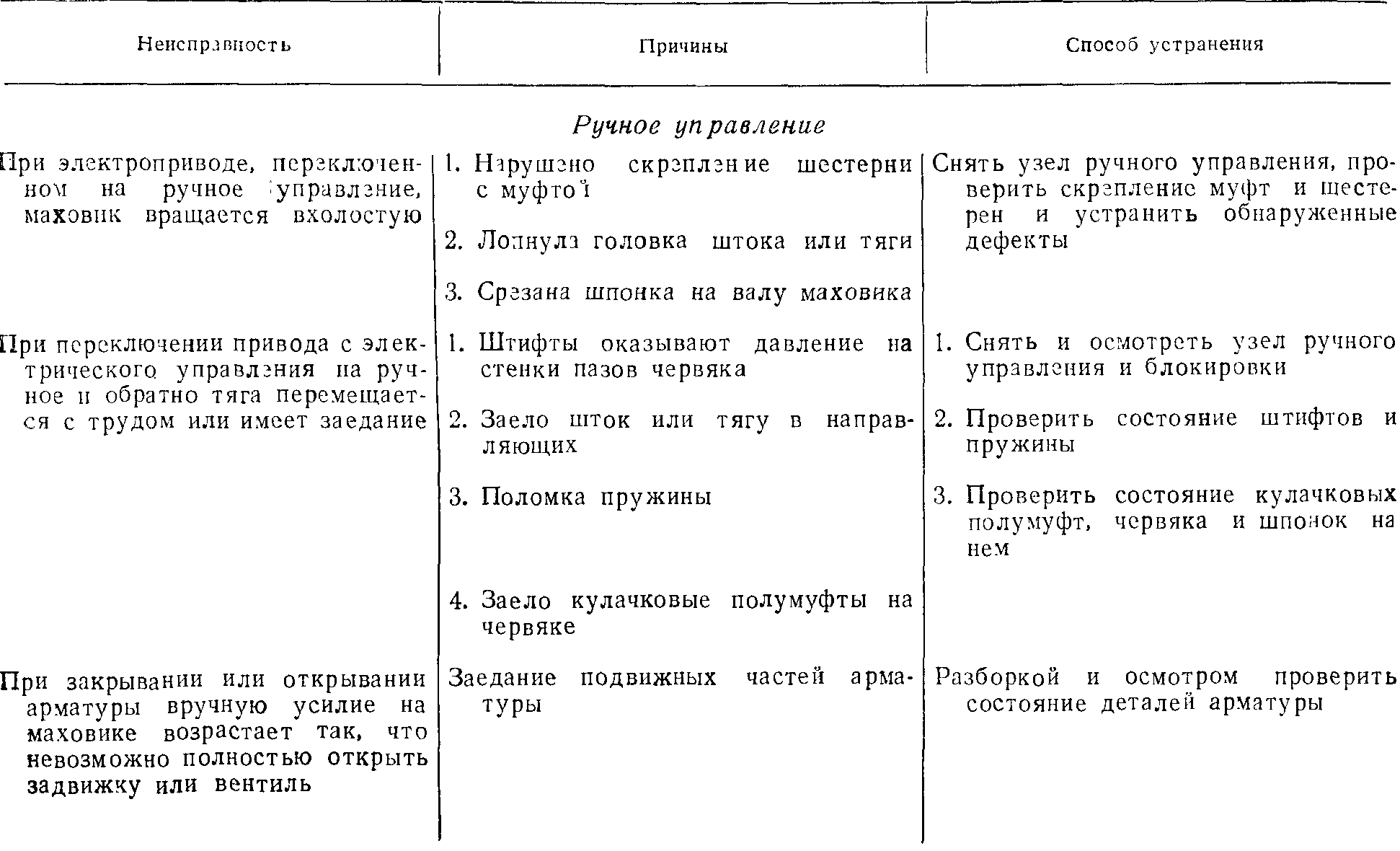
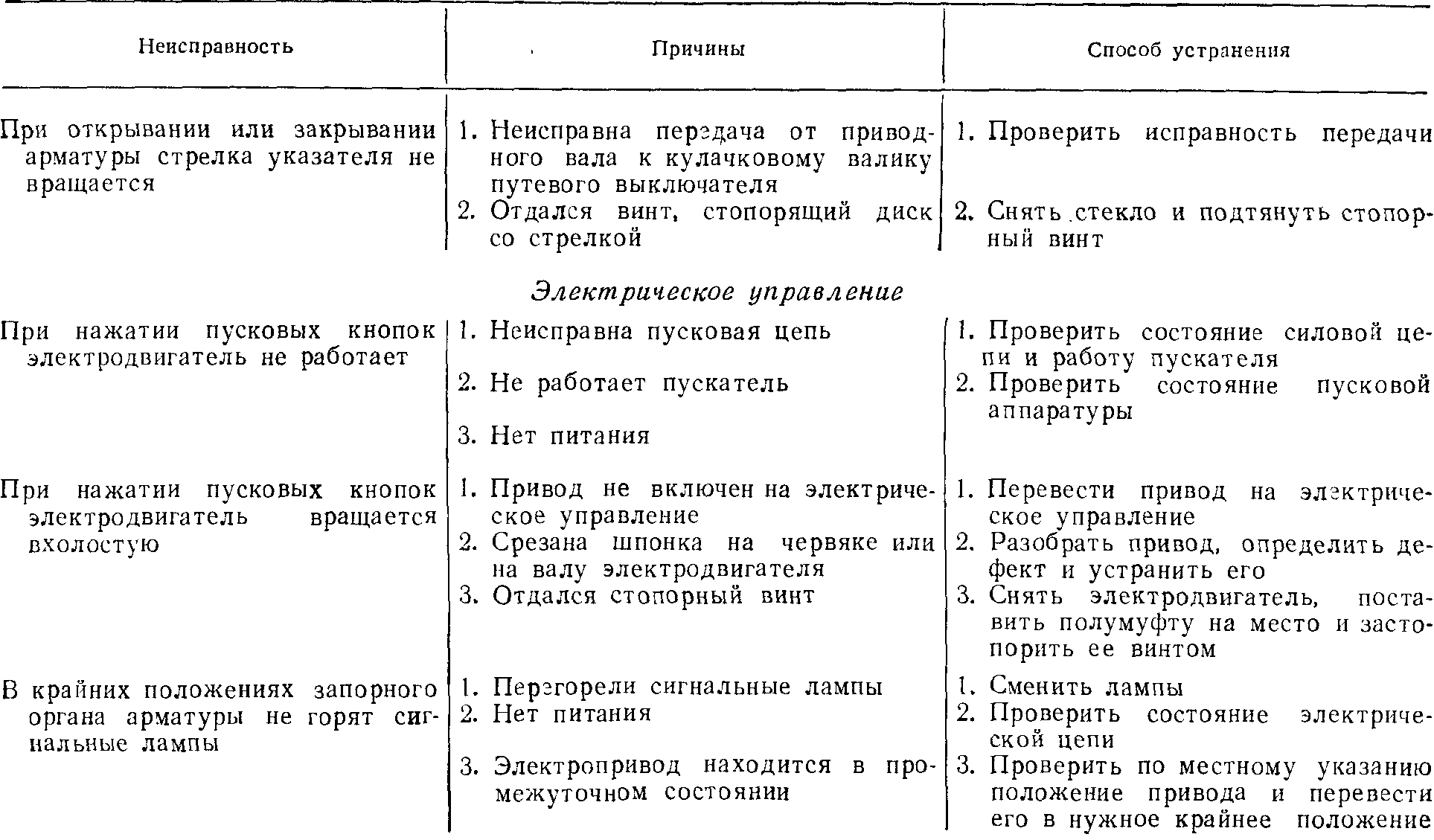
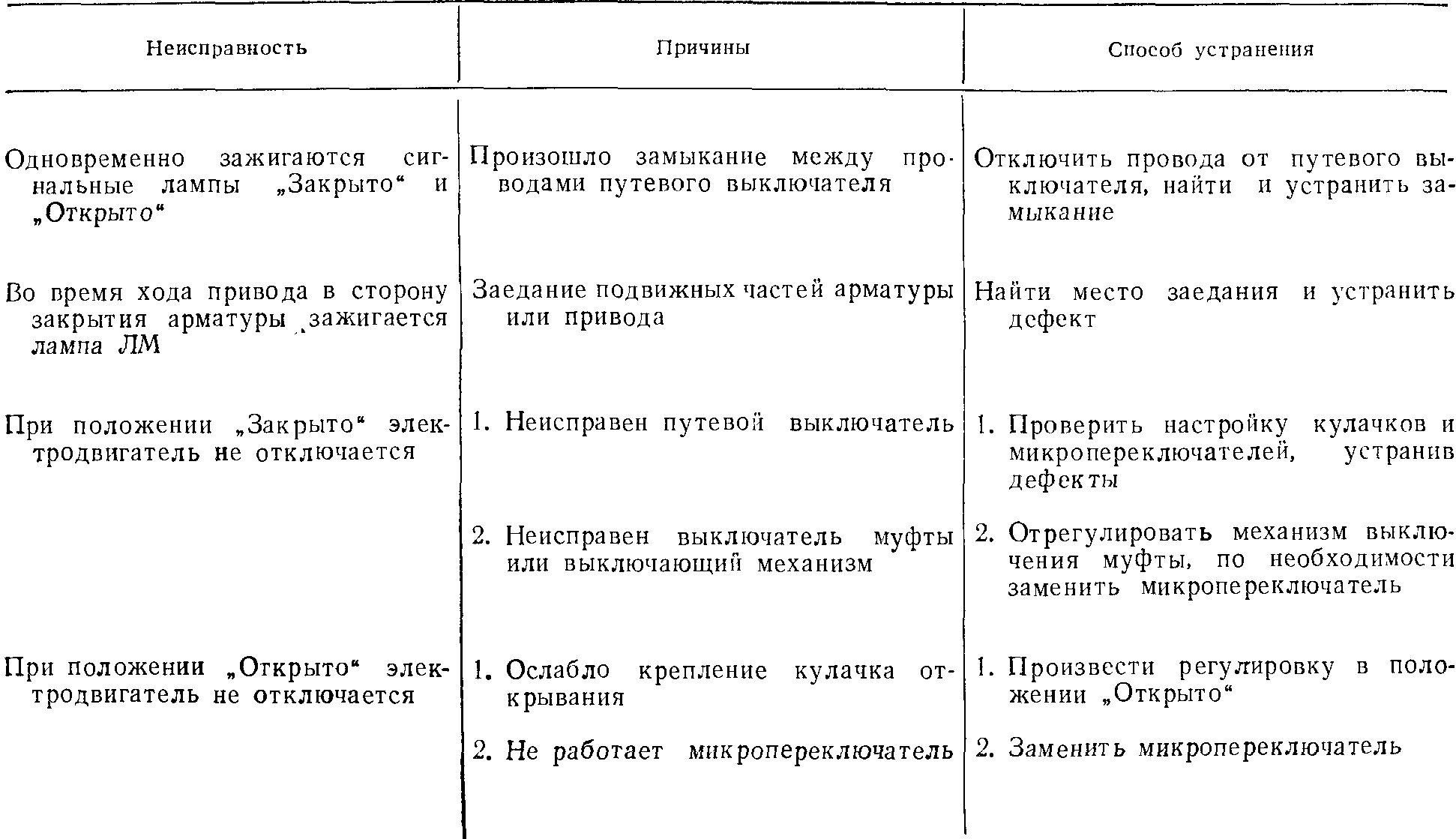
Как показывает опыт ОРГРЭС, наиболее часто при текущем ремонте приходится устранять следующие дефекты:
П родолжение
П родолжение
Капитальный ремонт.
Капитальный ремонт электроприводов производится с периодичностью, которая устанавливается специальным графиком в зависимости от интенсивности работы, но не реже одного раз в два года.
Для проведения данного вида ремонта электропривод снимают с арматуры и направляют в ремонтные мастерские, а на его место (в случае необходимости) устанавливают резервный.
В ремонтных мастерских электропривод разбирают, все детали промывают и чистят ветошью, осматривают на предмет годности их к дальнейшей эксплуатации. Изношенные детали ремонтируют или заменяют новыми.
По окончании капитального ремонта электропривод подвергают опробованию вхолостую и затем, если имеется возможность, под нагрузкой, равной 30% максимальной. После окончания ремонта и опробования наружные поверхности электропривода окрашивают соответствующей краской.
Отремонтированный и установленный электропривод испытывают во взаимодействии с арматурой в эксплуатационных условиях и сдают по акту.
На ряде электростанций при проведении капитального ремонта конструкцию электропривода модернизируют.
Основной недостаток электроприводов с червячным редуктором — большое передаточное отношение при ручном управлении приводом (1:25—1:27). Это создает значительные неудобства для эксплуатационного персонала в аварийных случаях (при потере напряжения и необходимости ручного управления).
На ГРЭС № 5 Мосэнерго было разработано специальное приспособление к червячному электроприводу, позволяющее уменьшить передаточное отношение при ручном управлении приводом до 1 : 1 (рис. 2-58).
Электропривод с червячным редуктором устанавливают на специальную колонку 1. Внутри колонки электропривода проходит штанга 2, на верхнем конце которой укреплен маховик 3. Нижний конец штанги через шарнирные соединения связан с арматурой. В верхней части колонки расположен узел, позволяющий при помощи кулачковой муфты 4 подключать и отключать штангу, связанную с арматурой. Приспособление работает следующим образом.
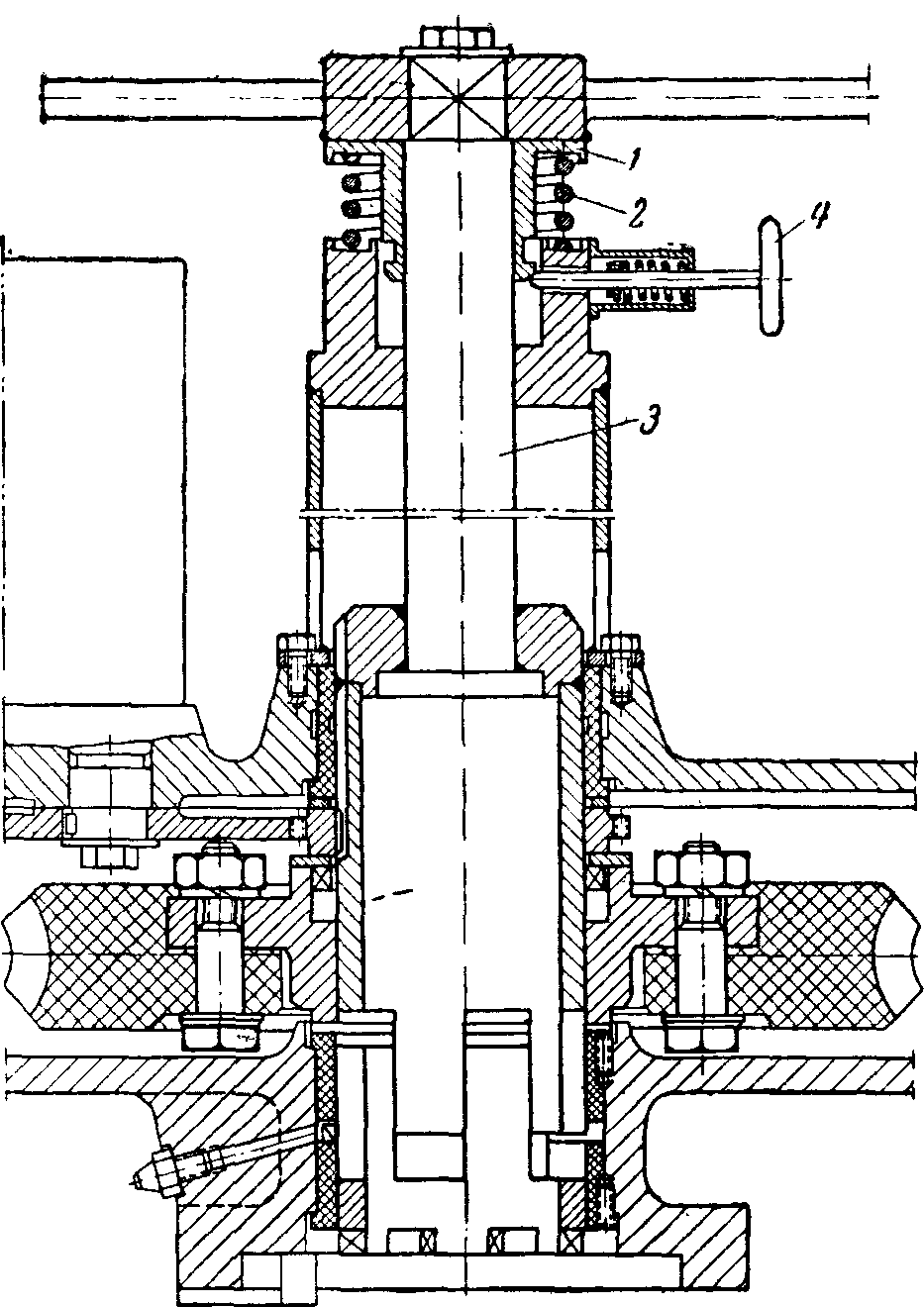
Рис. 2-57. Приспособление к червячному электроприводу.
Гильзы 5 с двух сторон отжимаются от имеющихся в приливах колонки пазов и опускаются вниз. Внутри гильзы проходит рукоятка 6, на конце которой установлено кольцо 7, связанное с кулачковой муфтой 4. Таким образом, при опускании гильзы 5 вниз опускается кулачковая муфта 4 и ее кулачки 8 выходят из зацепления с кулачками 9 приводного вала червячного электропривода 10, в результате чего механический привод от червячного редуктора будет отключен. При вращении маховика 3 усилие через шарнирные соединения передается непосредственно на шпиндель арматуры.
Как показал длительный опыт эксплуатации, описанное приспособление работает надежно и может быть рекомендовано в тех случаях, когда арматура установлена внизу под колонкой.
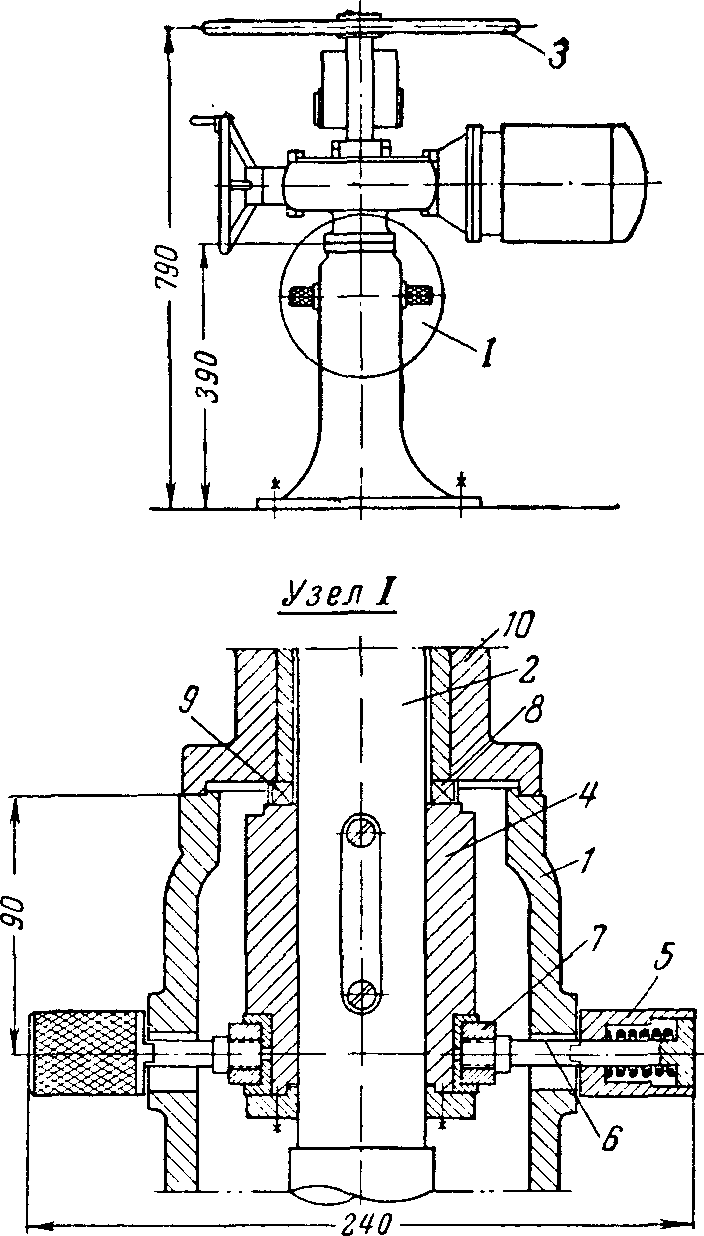
Рис. 2-58. Приспособление, устанавливаемое на электроприводе.
На рис. 2-57 приведена другая конструкция аналогичного приспособления, устанавливаемого непосредственно на арматуру без специальных промежуточных устройств (штанг, колонок и т. п.). В этом случае приспособление работает следующим образом. Для перевода с электрического управления на ручное необходимо нажать на маховик, жестко связанный с валом 5.
Верхняя часть приводного вала находится в зацеплении при помощи кулачков со ступицей червячного колеса. При нажатии на маховик кулачки верхней части приводного вала расцепляются с кулачками ступицы червячного колеса. Червячный редуктор электропривода отключается, и шпиндель арматуры получает вращение непосредственно от маховика.
Чтобы полностью исключить возможность произвольного зацепления кулачков верхней части приводного вала привода с кулачками ступицы червячного колеса, предусмотрено специальное фиксирующее устройство, состоящее из фиксатора, пружины и втулки 1 с пазом. При движении вала 5 вниз в паз втулки 1 входит фиксатор 7 и препятствует возвращению вала в первоначальное положение. При необходимости перевода с ручного управления на электрическое фиксатор 7 выводится из кольцевого паза втулки и под действием пружины вал 5 возвращается в первоначальное положение. Происходит автоматическое зацепление кулачков верхней части приводного вала с кулачками ступицы червячного колеса.
Подготовка электроприводов с арматурой к эксплуатации
Подготовка электропривода с арматурой к эксплуатации производится при наличии рабочего давления в трубопроводе. При этом проверяют:
а) Легкость переключения механизма ручной блокировки из положения электрического управления в положение ручного управления и наоборот. Переключение должно быть легким (без заметных заеданий), пружина должна обеспечивать нормальное сцепление кулачков полумуфты электродвигателя с полумуфтой электрической блокировки без дополнительного осевого усилия.
б) Работу электропривода при ручном управлении (для чего производится открывание и закрывание арматуры), правильность показаний местного указателя и сигнализации; вращение маховика должно быть плавным, без заеданий.
в) Герметичность затвора (если это возможно).
г) Автоматические остановки запорного органа в крайних положениях при электрическом управлении.
д) Соответствие работы сигнализации показаниям местного указателя.
После окончания полной проверки и наладки электропривода с арматурой необходимо произвести пять— семь контрольных перекрытий арматуры от электродвигателя.
К обслуживанию электропривода допускается специально обученный персонал, проинструктированный по технике безопасности.
4 Текущий ремонт
4.1 Текущий ремонт электроприводов
4.1.1 Система ремонта электроприводов в процессе эксплуатации основывается на выполнении восстановительных работ по результатам контрольных проверок или при отказе электропривода.
4.1.2 В процессе эксплуатации изделия подвергаются:
- текущему ремонту (Т);
- капитальному ремонту (К).
4.1.3 Порядок и периодичность проведения ремонта электроприводов
Таблица 2
| Пункт РЭ | Вид ремонта | Периодичность |
|
4.1.5 4.1.6 |
Текущий ремонт
Капитальный ремонт |
при необходимости, по результатам контрольных проверок при поломке составных частей электропривода, или при выработке его назначенного ресурса |
4.1.4 Меры безопасности
При ремонте электроприводов должны соблюдаться следующие правила:
— ремонт проводить с соблюдением требований «Правил технической эксплуатации электроустановок потребителей» (ПТЭЭП);
— электроприводы должны быть надежно заземлены;
— приступая к разборке электропривода, следует убедиться, что он отключен от сети, а в ЩСУ на автоматическом выключателе вывешена табличка с надписью «Не включать, работают люди»;
— разборку и сборку электропривода производить только исправным штатным инструментом.
4.1.5 Текущий ремонт
Текущий ремонт электроприводов осуществляется без их демонтажа с трубопроводной арматуры и при этом выполняются следующие работы:
— замена пришедших в негодность уплотнительных колец съемных крышек взрывонепроницаемых оболочек электропривода;
— замена пришедших в негодность крепежных элементов;
— проверка состояния взрывозащитных поверхностей, которые подвергались разборке (наличие трещин, царапин, вмятин, задиров и т.п. не допускается), и их повторная смазка;
Ремонт электроприводов, связанный с изготовлением и восстановлением деталей, неисправность которых может повлечь за собой нарушение взрывозащищенности, должен выполняться в соответствии с РД 16.407, ГОСТ 30852.18-2002.
При ремонте комплектующего электрооборудования должны выполняться требования ПТЭЭП, РД 16.407, ГОСТ 30852.18-2002 и РЭ на это электрооборудование.
4.1.6 Капитальный ремонт
Капитальный ремонт электропривода производится при поломке его составных частей, либо при выработке назначенного ресурса электропривода, в пределах его назначенного срока службы. При капитальном ремонте проводится полная разборка и дефектация всех деталей и узлов электропривода, восстановление или замена пришедших в негодность в результате коррозии, чрезмерного механического износа узлов и базовых деталей электропривода, а также замена подшипников и смазки механического модуля электропривода.
Капитальный ремонт электроприводов производится в соответствии с ГОСТ 30852.18-2002, РД 16407 и эксплуатационной документацией на электроприводы и комплектующее электрооборудование, на предприятии-изготовителе, после чего производится проверка на соответствие требованиям технических условий ТУ 3791-004-53106276-2003.
5 Возможные отказы и методы их устранения
Перечень возможных отказов и неисправностей электропривода, а также методы их устранения, указаны в таблице 3
Таблица 3
| Наименование отказа, внешние его проявления и дополнительные признаки | Возможные причины | Методы устранения |
| При подаче команды «Открыть» или «Закрыть» поданной с местного поста управления, или через систему телемеханики, отсутствует движение выходного звена эл. привода | Попытка запуска электропривода в направлении крайнего положения, в котором он уже находится | Проверить правильность подаваемой команды |
| Отсутствие напряжения питания на блоке управления электропривода | Подать напряжение питания на блок управления | |
| Блок управления электропривода находится в режиме подготовки к первому запуску при низкой температуре окружающей среды | Выждать необходимое для подготовки к первому запуску время (см. РЭ на блок управления электропривода) после чего повторить попытку | |
| Блок управления электропривода находится в режиме «Авария» | Выяснить тип аварии (см. РЭ на блок управления электропривода) и устранить ее причину | |
| При достижении выходным звеном электропривода крайнего положения, не происходит требуемого уплотнения запорного элемента трубопроводной арматуры | При настройке электропривода задана недостаточная величина усилия уплотнения в крайнем положении | Провести повторную настройку с увеличением усилия уплотнения в требуемом крайнем положении (см. РЭ на блок управления электропривода) |
| Электропривод отключается при срабатывании устройства ограничения усилия | Превышение максимально-допустимой нагрузки на выходном звене электропривода | Проверить состояние трубопроводной арматуры и соответствие электропривода данной арматуре по усилию на выходном звене |
| Превышение максимально-допустимой нагрузки на выходном звене электропривода, в результате изменения заводских настроек устройства ограничения усилия | Восстановить заводские настройки устройства ограничения усилия (см. ЭД на блок управления электропривода) |
Перечень возможных отказов, связанных с работой блока управления электропривода и методы по их устранению – согласно руководству по эксплуатации на блок управления.
Страница 7 из 7
Приложение № 10.
Порядок ремонта, наладки и приемки в эксплуатацию электроприводной арматуры системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1-4. 1. Ремонт электроприводов задвижек системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1–4.
1.1. Ремонт механической части электропривода выполняется ремонтным персоналом ЦЦР, подрядных организаций и включает в себя:
1.1.1. Ремонт механизма муфты ограничения крутящего момента в пределах редуктора и узла передачи на блок моментных выключателей (М.В.).
1.1.2. Ремонт механизма воздействия на концевой разъединитель (К.Р.) в пределах редуктора.
1.1.3. Ремонт механизма передачи вращения на узел путевых переключателей.
1.1.4. Ремонт механизма переключения электропривода с «ручного» управления на «дистанционное».
1.1.5. Ремонт полумуфт, устанавливаемых на вал редуктора и электродвигателя.
1.2. Ремонт электрооборудования электропривода выполняется ремонтным персоналом электроцеха участка АПиС и включает в себя:
1.2.1. Ремонт коробки концевых и моментных выключателей (К.В. и М.В.), для электроприводов с 2 х сторонней муфтой момента, включая:
-узел путевых выключателей с червячным колесом, нажимными кулачками и микровыключателями;
-узел моментного выключателя с регулировочными кулачками, нажимными рычагами, пружинами, блокировочными кулачками и микровыключателями.
1.2.2. Ремонт отдельно устанавливаемых на электроприводе микровыключателей типа ВП-4, для электроприводов типа ВАЗ и электроприводов с односторонней муфтой момента (М.М.).
1.2.3. Ремонт отдельно устанавливаемых на электроприводе микровыключателей (микровыключатели К.Р., микровыключатели М.М. для электроприводов с односторонней муфтой момента, совместно с «тросиком» для взрывозащищенных электроприводов).
1.2.4. Ремонт электрооборудования, входящего в состав электросхемы электропривода, включая электродвигатель.
1.2.5. Ремонт кабеля, кабельных шлейфов, соединительных коробок.
1.2.6. Ремонт рычагов воздействия на электропереключатели в пределах коробки путевых и моментных выключателей.
1.3. Установка регулирующих органов после ремонта и сочленение их с исполнительными механизмами производится ремонтным персоналом ЦЦР, подрядных организаций в присутствии персонала ЭЦ участка АПиС.
2. Наладка электроприводов задвижек системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1–4.
2.1. Наладка механической части электропривода выполняется ремонтным персоналом ЦЦР, персоналом подрядных организаций и включает в себя:
2.1.1. Предварительную установку величины ограничения крутящего момента (Мкр.) в соответствии с паспортом на электропривод (таблица значений Мкр. для различных электроприводов) для приводов с односторонней муфтой крутящего момента. Уточненное значение величины Мкр. выставляется после опробования электропривода.
2.1.2. Установку «поджатого» состояния пружин муфты ограничения крутящего момента для приводов с двухсторонней муфтой крутящего момента.
2.1.3. Установку, центровку и сочленение электродвигателя с редуктором электропривода.
2.1.4. Опробование и доведение до необходимой легкости хода электропривода вручную от штурвала..
2.1.5. Определение положения полного закрытия и открытия арматуры с выставлением соответствующих меток на штоке, бугелях, тягах.
2.1.6. Регулировку, проверку механизма переключения управления арматурой с «ручного» на «дистанционное».
2.1.7. Установку запорного органа, после окончания наладки в полностью закрытое положение.
2.1.8. По окончании ремонта и механической наладки привода руководитель (производитель) работ по наряду должен предъявить (сдать) привод оперативному персоналу турбинного цеха и ремонтному персоналу ЭЦ участка АПиС с записью в « Журнале приемки электроприводной арматуры из ремонта» для выполнения наладки электрической части электропривода.
При этом необходимо проверить:
— комплектность, целостность и крепление всего оборудования механической части ЭПА.
— целостность электрооборудования, установленного на электропривод электродвигатель, кабельные шлейфы, бронешланги, микровыключатели, соединительные коробки (С.К.) и т.д.
— легкость хода редуктора и наличие передачи на выходные валы, рычаги, штоки при вращении штурвала вручную.
— срабатывание механической части механизма ограничения величины крутящего момента.
2.2. Наладка электрической части электропривода выполняется персоналом участка АПиС ЭЦ и включает в себя:
2.2.1. Установку всех элементов электрической схемы на электропривод (установку электродвигателя выполняет ремонтный персонал ЦЦР, подрядных организаций САР, КАЭР).
2.2.2. Проверку сопротивления изоляции электродвигателя, кабельных связей.
2.2.3. Проверку работоспособности и взаимодействия всех элементов электрической схемы, установленных на электроприводе, без подачи напряжения.
2.2.4. Проверку направления вращения электродвигателя и его фазировку.
2.2.5. Проверку установки запорного органа в положение «закрыто» и «открыто» с настройкой концевых выключателей в соответствии с заводской инструкцией по эксплутации электропривода.
Для электропривода с полным ходом до 30 сек все операции по перемещению запорного органа в положение «закрыто» или «открыто» выполнять вручную штурвалом.
Для электропривода на многооборотной арматуре допускается перемещать запорный орган с помощью электродвигателя. При этом электродвигатель следует отключить в момент, когда запорный орган не дошел до конечного положения на 10-15% пути. Далее запорный орган перемещать в нужное положение с помощью маховика.
После окончания настройки концевых выключателей произвести 2-3 прокрутки электропривода в обоих направлениях с проверкой промежуточного останова и пуска.
2.2.6. Проверку срабатывания «концевого разъединителя» (К.Р.). Проверка проводится установкой штурвала в положение «ручное» управление и пробной подачей сигнала «закрыть» или «открыть». Электропривод при этом не должен управляться.
2.2.7. Проверка работоспособности концевого выключателя ограничения величины крутящего момента производится при открытии и закрытии электропривода перемещением электропривода штурвалом вручную.
2.2.8. Проверку работы муфты момента прокруткой привода от электродвигателя, величину «затяжки» запорного органа электроприводом в положении «закрыто» контролирует представитель турбинного цеха.
При несоответствии величины «затяжки» требуемой необходимо:
— для электроприводов с односторонней муфтой момента для настройки величины ограничения крутящего момента вызвать персонал, производивший ремонт механической части данной арматуры,
— для электроприводов с двухсторонней муфтой момента для настройки величины ограничения крутящего момента выполнять действия согласно пункта 2.2.12.
— для электроприводов с двухсторонней муфтой момента ремонтному персоналу участка АПиС ЭЦ выполнить перестановку моментных регулирующих кулачков на необходимую величину и направление,
— величина тока отключения электропривода при его открытии определяется защитой электропривода при неисправности К.В. и выставляется минимально возможной. Проверка срабатывания моментных выключателей при открытии арматуры проверяется только при перемещении привода штурвалом вручную.
2.2.9. Контрольную проверку настройки величины ограничения крутящего момента при закрытии арматуры измерением величины тока «затяжки» электропривода. При этом необходимо:
— в сборке РТЗО на одну из фаз кабеля, питающего электродвигатель, установить токоизмерительные клещи.
— подать сигнал управления на закрытие электропривода до отключения электродвигателя муфтой момента
— при движении электропривода зафиксировать значение рабочего тока – Iраб.
— в момент срабатывания муфты момента зафиксировать значение тока отключения электродвигателя – Iмм. Значение тока Iм.м. должно быть в пределах:
Iм.м. = (1,1 – 1,3) Iраб
— при значениях Iм.м. > 1,3 Iраб. персоналу, производившему ремонт данной арматуры, перенастроить муфту момента на меньшее значение Мкр.,
— при значениях Iраб. > Iном. привод имеет тугой ход. Персоналу, производившему ремонт данной арматуры, необходимо выполнить ревизию механической части привода (редуктор, шток, сальники и т.д.)
— повторить проверку величины Iм.м. после устранения замечаний.
2.2.10. Проверку настройки токового реле РТ-40. Проверка и настройка токового реле выполняется в лабораторных условиях в соответствии с заводской инструкцией на реле. Значение уставки срабатывания реле:
Iрт = ( 1,1 — 1,3) Iраб.
Выполнить контрольную проверку срабатывания токового реле при полном закрытии арматуры. При необходимости откорректировать значение Iрт и повторить проверку.
2.2.11. Настройку указателей положения (УП). Настройку УП выполнить после наладки К.В., М.М., К.Р. и настройки РТ 40, для чего:
— привод установить в положение «закрыто» и настроить «нулевое» значение УП.
— привод установить в положение «открыто» и настроить УП.
— выполнить 2-3 цикла «открыть» – «закрыть» с настройкой крайних значений УП.
2.2.12. При выявлении на приводе в процессе выполнения наладочных работ персоналом участка АПиС ЭЦ дефектов механического характера, необходимо:
— работы по наладке ЭПА прекратить,
— во избежание усугубления дефекта остановить арматуру в начале ее движения с пульта управления или путем разборки электросхемы в шкафу РТЗО,
— доложить НС ЭЦ.
2.2.13. Оперативный персонал турбинного цеха в этом случае должен:
— удалить бригаду участка АПиС ЭЦ с оформлением ежедневного окончания работ в наряде,
— разобрать электросхему ЭПА ( через НС ЭЦ),
— зафиксировать дефект и принять меры по его устранению силами ремонтного персонала, производившего ремонт данной арматуры.
2.2.14. После окончания настройки концевых выключателей произвести 2-3 прокрутки электропривода в обоих направлениях с проверкой промежуточного останова и пуска.
2.2.15. Окончание работ по наладке электрической части ЭПА должно быть оформлено руководителем (производителем) работ по наряду в «Журнале приемки ЭПА из ремонта» у НС турбинного цеха.
3. Сдача электроприводов задвижек системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1–4 в эксплуатацию.
3.1. Окончательную сдачу электропривода в эксплуатацию осуществляет персонал участка АПиС ЭЦ при прокрутке арматуры.
3.2. Приемку электропривода в эксплуатацию осуществляет оперативный персонал турбинного цеха по заявке руководителя (производителя) работ по ремонту ЭПА.
При этом необходимо:
— проверить наличие маркировочной таблички, правильность ее установки, крепления, при необходимости устранить замечания,
— произвести осмотр электропривода по месту с проверкой наличия и целостности всего штатного оборудования и качественного его крепления,
— проверить легкость хода электропривода от штурвала,
— произвести прокрутку электропривода со всех мест управления.
3.3. При выполнении прокрутки электропривода проверить:
— полное открытие и закрытие арматуры,
— правильность настройки концевых выключателей,
— управление электроприводом из промежуточного положения (операции «открыть», «закрыть»),
— работу сигнализации положения арматуры,
— показания УП ( при наличии),
— работу редуктора.
3.4. При обнаружении замечаний ремонтный персонал, производивший ремонт данной арматуры ( по принадлежности дефектов ), обязан их устранить, а оперативный персонал турбинного цеха повторить прокрутку арматуры.
3.5. Окончание приемки электропривода в эксплуатацию оформляется записью в «Журнале приемки электроприводной арматуры из ремонта» оперативным персоналом турбинного цеха.
4. Организация безопасного выполнения технического обслуживания и наладки электроприводной арматуры системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1 – 4.
4.1. Ремонт электроприводной арматуры (ЭПА) выполнняется по графику ТЦ.
4.2. Допуск персонала на ремонт механической части ЭПА осуществляет оперативный персонал турбинного цеха по тепловым нарядам, выданным административно –техническим персоналом турбинного цеха.
4.3 При подготовке рабочего места на ремонт ЭПА оперативным персоналом турбинного цеха должны быть обеспечены условия безопасного выполнения работ, указанные в наряде участки трубопроводов сдренированы, разобраны схемы электропитания ЭПА, при необходимости отсоединен и заземлен кабель электропитания двигателя ЭПА.
4.3.1. Подготовку рабочих мест для проведения текущего ремонта ЭПА (для ЦЦР) проводить следующим образом:
— при подаче заявки в ТЦ мастер ЦЦР должен указать для какого вида ремонта требуется подготовка рабочего места,
— НС ТЦ при передаче заявки НС ЭЦ должен сообщить для какого вида ремонта требуется подготовка рабочего места,
— ДЭМ ЭЦ перед отключением кабеля от электродвигателя убеждается в четкости и однозначности маркировки на проводах, питающих электродвигатель, и на самом электродвигателе, в обратном случае восстанавливает маркировку и отключает кабель от электродвигателя.
— персонал ЦЦР проводит текущий ремонт электроприводной арматуры и подает заявку на ее подключение.
4.4. Допуск персонала на ремонт электрической части ЭПА осуществляет оперативный персонал ЭЦ по электрическим нарядам, выданным административно — техническим персоналом ЭЦ, и с разрешения начальника смены турбинного цеха – владельца ЭПА.
4.5. При необходимости выполнения операций с коммутационной аппаратурой ЭПА такое право может быть предоставлено производителю работ по наряду лицом, выдавшим наряд, с записью в графе « отдельные указания».
5. Организация безопасного выполнения прокрутки электроприводной арматуры системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1–4.
5.1. Прокрутку ЭПА с целью сдачи электропривода в эксплуатацию выполняет ремонтный персонал участка АПиС ЭЦ, руководствуясь данным «порядком…..» и заводскими инструкциями на электропривод.
5.2 Работы по прокрутке ЭПА выполняются под руководством оперативного персонала турбинного цеха, либо под руководством специально назначенного ответственного представителя турбинного цеха, введенного в состав смены указанием начальника или заместителя начальника турбинного цеха по эксплуатации.
5.3. Оперативный персонал турбинного цеха выполняет работы по прокрутке ЭПА по разработанным и утвержденным в установленном порядке программам или инструкциям по эксплуатации технологических систем.
5.4. Персонал участка АПиС ЭЦ выполняет работы по прокрутке ЭПА по отдельному наряду, выданному административно-техническим персоналом ЭЦ, с согласованием прокрутки между руководителем (производителем) работ по наряду и НС турбинного цеха.
5.5. Состав бригады при выполнении прокрутки ЭПА должен быть не менее двух человек, включая производителя работ.
5.6. Разрешение на прокрутку ЭПА ( сборку электросхемы ЭПА для прокрутки) выдает НС турбинного цеха.
Кроме того, факт сборки и разборки электросхемы ЭПА должен быть зафиксирован в оперативных журналах НС турбинного цеха и НС ЭЦ.
5.7. При сборке электросхемы ЭПА персонал ЭЦ, выполняющий эту операцию в шкафах РТЗО, должен обратить внимание на поведение коммутационной аппаратуры, подающей электропитание на электродвигатель ЭПА.
Если в момент сборки электросхемы ЭПА включился один из пускателей, подающий электропитание на электродвигатель ЭПА, напряжение с электропривода ЭПА должно быть немедленно снято, о чем должно быть доложено НС турбинного цеха и НС ЭЦ.
5.8. НС турбинного цеха совместно с НС ЭЦ должны проанализировать возникшую ситуацию, выяснить причину срабатывания электропривода, возможные воздействия блокировок, и принять решение о продолжении или прекращении операций с данной ЭПА.
5.9. Персонал, участвующий в прокрутке ЭПА должен быть оснащен переносными радиостанциями, аккумуляторными фонарями и средствами индивидуальной защиты (спецодежда, каска, инструмент с изолированными рукоятками).
5.10. При прокрутке ЭПА персоналу контролировать открытие закрытие арматуры с безопасного расстояния.
5.11. При возникновении во время прокрутки ЭПА нештатных ситуаций (появление шумов, возникновение гидроударов и др. свидетельствующих о нарушении технологического режима) закрыть арматуру, если она открывалась, доложить НС турбинного цеха и далее действовать по его указаниям.
Приложение 11
Перечень замененных узлов и деталей при ремонте электротехнического оборудования
|
№ п/п |
Наименование узла, детали |
Место установки |
Критерии отбраковки |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
ЛИСТ РЕГИСТРАЦИИ ДОПОЛНЕНИЙ И ИЗМЕНЕНИЙ
|
Номер |
Номера листов |
Всего |
Входящий |
Подпись |
Дата |
||||
|
изме-нен-ных |
заме-нен-ных |
новых |
изъя-тых |
№ документов |
номер «Бюллетеня» и дата оформления |
ответствен. |
внесения |
||
ЛИСТ РЕГИСТРАЦИИ ПЕРЕСМОТРА
|
Номер и дата утверждения документа |
Запись о продлении действия данного документа. |
Подпись ответственного лица по подразделению. Дата заполнения. |
Ремонт — электропривод
Cтраница 1
Ремонт электроприводов подразделяется на периодический осмотр, текущий и капитальный ремонты.
[1]
Монтажом и ремонтом электропривода занимаются слесари-электромонтажники, электромонтеры по монтажу силового электрооборудования, дежурные электромонтеры, электромонтеры-ремонтники.
[2]
Если на время ремонта электропривода питающий кабель отсоединяется от зажимов статора, то концы его необходимо замкнуть накоротко и заземлить.
[3]
Не допускается выдача из ремонта электропривода с разбитым корпусом, без штепсельной вилки и с неисправным выключателем светильника.
[4]
Экономические потери от простоя технологического оборудования, вызванного ремонтом электропривода, зачастую намного превышают затраты на его ремонт.
[5]
Конструкция электроприводов всех типов одинакова, поэтому рассмотрим в качестве примера ремонт электропривода ДШС. На рис. 32 изображен двигатель электропривода.
[6]
Ремонт регулирующих и запорных органов, сочленений их с исполнительными механизмами, ремонт электроприводов и установка их на место должны выполняться персоналом, ремонтирующим технологическое оборудование, а приемка — персоналом, обслуживающим системы управления.
[7]
Слесари при центральном маслоскладе производят ремонт коммуникаций, насосных установок, регенерационного оборудования, сливных и фильтровальных устройств, инвентаря и другого складского оборудования. Электрики обеспечивают бесперебойную и безопасную эксплуатацию и ремонт электроприводов, освещения, электронагревательных устройств и другого оборудования, связанного с применением электрического тока.
[8]
Комплект разрабатываемых схем определяется особенностями технологической установки и ее электроприводов. Количество схем должно быть минимальным, но в совокупности они должны содержать сведения в объеме, достаточном для проектирований, изготовления, настройки, регулировки, эксплуатации и ремонта электроприводов и систем управления. На этапах технического предложения, эскизного и технического про-ектирования номенклатура схем определяется необходимостью обеспечить последующий этап проектирования достаточными исходными данными.
[9]
В некоторых случаях возникает необходимость регулировки пружин муфты крутящего момента. Такая необходимость может возникнуть при недостаточной герметичности перекрытия арматуры, при работе на более низких давлениях, чем предусмотрено заводской настройкой, если муфта срабатывает в момент трогания с места электропривода, после ремонта электропривода. Первой регулируется пружина закрывания, причем регулировка начинается со слабой затяжки пружины и постепенно затяжку увеличивают до требуемого значения. Увеличение затяга следует производить постепенно, поворачивая регулирующую гайку не более, чем на Д часть оборота. После каждой затяжки производится пробный пуск на закрытие. Регулировка пружины закрывания должна производиться так, чтобы был обеспечен пуск электропривода с некоторым запасом в сторону открывания, так как необходимое усилие при открывании арматуры в начальный момент может быть несколько увеличенным. По окончании монтажа и пробных испытаний рукоятка переключений должна быть установлена в положение на электрическое управление, в противном случае пуск электропривода с пульта управления будет невозможен.
[11]
В некоторых случаях возникает необходимость регулировки пружин муфты крутящего момента. Такая необходимость может возникнуть при недостаточной герметичности перекрытия арматуры, при работе на более низких давлениях, чем предусмотрено заводской настройкой, если муфта срабатывает в момент трогания с места электропривода, после ремонта электропривода. Первой регулируется пружина закрывания, причем регулировка начинается со слабой затяжки пружины и постепенно затяжку увеличивают до требуемого значения. Увеличение затяга следует производить постепенно, поворачивая регулирующую гайку не более, чем на Ye часть оборота. После каждой затяжки производится пробный пуск на закрытие. Регулировка пружины закрывания должна производиться тай, чтобы был обеспечен пуск электропривода с некоторым запасом в сторону открывания, так как необходимое усилие при открывании арматуры в начальный момент может быть несколько увеличенным. По окончании монтажа и пробных испытаний рукоятка переключений должна быть установлена в положение на электрическое управление, в противном случае пуск электропривода с пульта управления будет невозможен.
[13]
Планово-предупредительный ремонт проводят периодически по специальному графику, но не реже одного раза в шесть месяцев. При этом электропривод снимают с арматуры и направляют в ремонтные мастерские, где его разбирают, все детали промывают и проверяют визуально их годность к дальнейшей эксплуатации. После ремонта электропривода его обкатывают, регулируют с арматурой в эксплуатационных условиях.
[15]
Страницы:
1
2
ЭЛЕКТРОПРИВОДА МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
РЕМОНТ ЭЛЕКТРОПРИВОДОВ
Надежность и безопасность электрооборудования и сетей может быть обеспечена нормальной эксплуатацией и правильной системой ремонта электрооборудования. Такой системой является планово-предупредительный ремонт. Он состоит из комплекса организационно-технических мероприятий, к числу которых можно отнести планирование, подготовку и организацию ремонта, контроль за качеством ремонтной документации и др. Чтобы увеличить межремонтные промежутки, необходимо регулярно проводить осмотры оборудования.
Текущий ремонт — основной профилактический вид ремонта — предусматривает замену быстроизнашивающихся деталей (щеток электрических машин, подшипников), зачистку подгоревших контактов и другие ремонтные работы, требующие частичной разборки оборудования. В ряде случаев эта разборка может быть произведена без демонтажа всего агрегата. Текущий ремонт требует остановки оборудования и отключения сетей. Число ремонтов узлов привода за год эксплуатации составляет для электродвигателя два малых ремонта и один средний, преобразователя — один малый, трансформатора и дросселей — один малый и 1/2 среднего. Текущий ремонт преобразователя производится на месте эксплуатации привода и состоит из отключения от сети; проверки состояния сопротивления изоляции; наружного осмотра с устранением обнаруженных дефектов; проверки соединений заземления; составления ведомости обнаруженных дефектов; проверки работоспособности привода.
Средний ремонт преобразователя производится при выходе из строя полупроводниковых элементов, клемм на блоках зажимов, конденсаторов, трансформаторов и т. д.
- ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИЯ В ЭЛЕКТРОПРИВОДАХ ПОСТОЯННОГО ТОКА
- ЭКСПЛУАТАЦИЯ ЭЛЕКТРОПРИВОДОВ
- Рекомендации по выбору бизнеса
- Строительное оборудование МСД
- Тепловые насосы
ЭЛЕКТРОПРИВОДА МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Резка металла. Широкий выбор оборудования
Наиболее популярным и распространенным методом металлообработки считается резка металла, при помощи которой получают всевозможные продукты проката или листа. Не существует универсального оборудования и станков — один вид обрабатывает профиль или …
Цилиндрические редукторы. Особенности оборудования
Цилиндрический редуктор — простое и эффективное решение для ступенчатого снижения числа оборотов и повышения крутящего момента.
РЕМОНТ И НАЛАДКА ЭЛЕКТРОПРИВОДОВ СЕРИИ ПМСМ
Разборка и сборка электроприводов серии ПМСМ (1—3-й типы размеров). При разборке следует освободить выходной конец вала агрегата от шкива или другого соединительного устройства; снять щеткодержатель 7 (см. рис. 55, а) …