ГОСТ 2.602-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система конструкторской документации
РЕМОНТНЫЕ ДОКУМЕНТЫ
Unified system for design documentation. Repair documents
___________________________________________________________
МКС 01.100
Дата введения 2014-06-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ВНИИНМАШ), Автономной некоммерческой организацией Научно-исследовательский центр CALS-технологий «Прикладная логистика» (АНО НИЦ CALS-технологий «Прикладная логистика»)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 28 августа 2013 г. N 58-П)
За принятие проголосовали:
|
Краткое наименование страны пo МК (ИСО 3166) 004-97 |
Код страны по МК (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Кыргызстан |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская Федерация |
RU |
Росстандарт |
|
Узбекистан |
UZ |
Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2013 г. N 1628-ст межгосударственный стандарт ГОСТ 2.602-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2014 г.
5 ВЗАМЕН ГОСТ 2.602-95
6 ИЗДАНИЕ (июль 2020 г.) с Поправкой (ИУС 12-2014)
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
1 Область применения
Настоящий стандарт устанавливает стадии разработки, виды, комплектность и правила выполнения ремонтных документов.
На основе настоящего стандарта допускается при необходимости разрабатывать стандарты, устанавливающие стадии разработки, виды, комплектность и правила выполнения ремонтных документов на изделия конкретных видов техники с учетом их специфики.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.004 Единая система конструкторской документации. Общие требования к выполнению конструкторских и технологических документов на печатающих устройствах вывода ЭВМ*
ГОСТ 2.051 Единая система конструкторской документации. Электронные документы. Общие положения
ГОСТ 2.102 Единая система конструкторской документации. Виды и комплектность конструкторских документов
ГОСТ 2.104 Единая система конструкторской документации. Основные надписи
ГОСТ 2.105 Единая система конструкторской документации. Общие требования к текстовым документам
ГОСТ 2.114 Единая система конструкторской документации. Технические условия
ГОСТ 2.301 Единая система конструкторской документации. Форматы
ГОСТ 2.304 Единая система конструкторской документации. Шрифты чертежные
ГОСТ 2.503 Единая система конструкторской документации. Правила внесения изменений
ГОСТ 2.601 Единая система конструкторской документации. Эксплуатационные документы
________________
В Российской Федерации действует ГОСТ Р 2.601-2019.
ГОСТ 2.604 Единая система конструкторской документации. Чертежи ремонтные. Общие требования
ГОСТ 2.610 Единая система конструкторской документации. Правила выполнения эксплуатационных документов
ГОСТ 2.701 Единая система конструкторской документации. Схемы. Виды и типы. Общие требования к выполнению
ГОСТ 27.002 Надежность в технике. Термины и определения
ГОСТ 5773 Издания книжные и журнальные. Форматы
ГОСТ 18322 Система технического обслуживания и ремонта техники. Термины и определения
ГОСТ 23660 Система технического обслуживания и ремонта техники. Обеспечение ремонтопригодности при разработке изделий
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 Термины и определения
В настоящем стандарте применены термины по ГОСТ 27.002, ГОСТ 23660, ГОСТ 18322.
3.2 Сокращения
В настоящем стандарте приняты следующие сокращения:
ГСМ — горюче-смазочные материалы;
ЕСКД — Единая система конструкторской документации;
ЕСТД — Единая система технологической документации;
ЗИП — запасные части, инструмент и принадлежности;
РД — ремонтный документ (документы, документация);
ССБТ — Система стандартов безопасности труда;
СЧ — составная часть;
ТЗ — техническое задание;
ТУ — технические условия;
ЭВМ — электронная вычислительная машина.
4 Основные положения
4.1 РД (на капитальный, средний ремонты) предназначены для подготовки ремонтного производства, ремонта и контроля отремонтированных изделий и их СЧ.
РД разрабатывают на изделия, для которых предусматривают с помощью ремонта технически возможное и экономически целесообразное восстановление параметров и характеристик (свойств), изменяющихся при эксплуатации и определяющих возможность использования изделия по прямому назначению.
4.2 В зависимости от характеристик ремонтируемых изделий и специфики ремонта РД разрабатывают на ремонт:
— изделий или СЧ одного изделия одного конкретного наименования (одной марки, типа);
— изделий нескольких наименований, когда требования к их ремонту идентичны;
— изделий, ремонтируемых на специализированных предприятиях;
— изделий, ремонтируемых на месте эксплуатации, включая все СЧ;
— изделий, ремонтируемых на месте эксплуатации, а отдельных их СЧ на специализированных предприятиях.
4.3 Сведения об изделии, помещаемые в РД, должны быть минимальными по объему, но достаточными для обеспечения правильного выполнения ремонта. При необходимости в РД приводят указания о требующемся уровне подготовки обслуживающего персонала.
4.4 Сведения об изделии после ремонта (приемка, ресурс, срок службы, упаковка, гарантии и другие необходимые сведения) приводят в формуляре (паспорте, этикетке) на изделие в соответствии с требованиями ГОСТ 2.601, ГОСТ 2.610. При необходимости допускается разрабатывать новые эксплуатационные документы в соответствии с требованиями ГОСТ 2.601, ГОСТ 2.610.
Примечание — В РД, поставляемой с отремонтированным изделием, должна содержаться обязательная информация согласно ГОСТ 2.601.
4.5 В РД могут быть ссылки на документы, включенные в «Ведомость документов для ремонта» данного изделия, стандарты и ТУ, эксплуатационные и ремонтные документы, относящиеся к изделию данного типа.
4.6 Изложение текста РД и титульный лист выполняют в соответствии с требованиями настоящего стандарта и ГОСТ 2.105.
4.7 РД разрабатывают на изделие в целом раздельно на капитальный (средний) ремонт. РД на отдельные СЧ изделия допускается не включать в РД на изделия в целом, а издавать их отдельно с соблюдением требований настоящего стандарта. Для изделий, ремонтируемых по заказу Министерства обороны, указанное допущение должно быть согласовано с ним. В этом случае в РД на изделие в целом помещают необходимые ссылки с указанием наименования и обозначения документа на СЧ, присвоенное ему разработчиком. Если указания о ремонте комплекса изложены в РД на СЧ, то РД на комплекс в целом допускается не разрабатывать. В этом случае в РД на основную СЧ комплекса приводят ссылки на РД остальных СЧ.
4.8 При ссылке на изделия и/или материалы, изготовленные по стандартам или ТУ, в РД указывают обозначения соответствующих стандартов или ТУ.
4.9 Технологические документы на ремонт выполняют в соответствии с требованиями ЕСТД.
4.10 РД в общем случае разрабатывают на основе:
— рабочей конструкторской документации на изготовление изделий — по ГОСТ 2.102;
— эксплуатационной конструкторской документации — по ГОСТ 2.601;
— схемной документации — по ГОСТ 2.701;
— ТУ на изделие — по ГОСТ 2.114 (при наличии);
— технологической документации на изготовление изделия (при наличии);
— материалов по исследованию неисправностей, возникающих при испытании и эксплуатации изделий данного типа или аналогичных изделий других типов;
— анализов показателей безотказности, ремонтопригодности, долговечности и сохраняемости изделия при эксплуатации до ремонта и в межремонтные сроки;
— материалов по ремонту аналогичных изделий.
Перечень конкретных документов, на основе которых разрабатывают РД, указывают в ТЗ на разработку РД.
4.11 РД выполняют бумажными и/или электронными (по ГОСТ 2.051). Электронные РД могут быть выполнены в форме интерактивного электронного документа.
В РД, выполненного в форме интерактивного электронного документа, при поставке (передаче) их заказчику (потребителю) следует, при необходимости, включать программно-технические средства, обеспечивающие визуализацию содержащейся в РД информации и интерактивное взаимодействие с пользователем.
4.12 Форму выполнения РД (бумажная или электронная) устанавливает разработчик, если это не оговорено ТЗ. На изделия, разрабатываемые по заказу Министерства обороны, эти решения должны быть согласованы с заказчиком (представительством заказчика).
5 Стадии разработки
5.1 РД в зависимости от степени их отработки и проверки отремонтированного изделия присваивают литеру, соответствующую стадии разработки по таблице 1.
Таблица 1 — Стадии разработки
|
Стадия разработки |
Этап выполнения работы |
Литера |
|
1 Документы опытного ремонта |
1.1 Разработка РД для опытного ремонта |
— |
|
1.2 Проведение опытного ремонта одного или нескольких изделий |
— |
|
|
1.3 Предварительные испытания отремонтированных изделий |
— |
|
|
1.4 Корректировка РД по результатам ремонта и испытаний с присвоением литеры |
РО |
|
|
1.5 Проведение опытного ремонта изделий по документации с литерой РО |
— |
|
|
1.6 Приемочные испытания отремонтированных изделий |
— |
|
|
1.7 Корректировка РД по результатам ремонта и испытаний с присвоением литеры |
||
|
2 Документы серийного (массового) ремонта |
2.1 Проведение ремонта по документации с литерой |
— |
|
2.2 Приемочные испытания отремонтированных изделий |
— |
|
|
2.3 Корректировка РД по результатам ремонта и испытаний с присвоением литеры |
РА |
|
|
Примечания 1 РД, предназначенный для разового ремонта одного или ограниченного количества изделий, присваивают литеру РИ. 2 В зависимости от конструкции изделия и условий ремонта допускается объединять или пропускать отдельные этапы выполнения работ. 3 Для изделий, изготовленных или ремонтируемых по заказу Министерства обороны, стадии разработки и этапы выполнения работы согласовывают с заказчиком (представительством заказчика). 4 Этапы выполнения работ опытного ремонта могут быть продолжены с присвоением литер , и т.д. |
6 Виды и комплектность ремонтных документов
6.1 Виды ремонтных документов
6.1.1 К ремонтным документам относят текстовые и графические рабочие конструкторские документы, которые в отдельности или в совокупности дают возможность обеспечивать подготовку ремонтного производства, произвести ремонт изделия и его контроль после ремонта.
6.1.2 Документы подразделяют на виды, указанные в таблице 2.
Таблица 2 — Виды ремонтных документов
|
Вид документа |
Определение |
|
Руководство по ремонту |
Документ, содержащий указания по организации ремонта, правила и порядок выполнения капитального (среднего) ремонта, контроля, регулирования, испытаний, консервации, транспортирования и хранения изделия после ремонта, монтажа и испытания изделия на объекте, значение показателей и норм, которым должно удовлетворять изделие после ремонта |
|
Общее руководство по ремонту |
Документ, содержащий указания по организации ремонта определенной группы однотипных изделий, правила и порядок подготовки и проведения ремонта, значения показателей и нормы, которым должны удовлетворять изделия после ремонта, правила и порядок испытаний, консервации, транспортирования и хранения изделий после ремонта |
|
Технические условия на ремонт |
Документ, содержащий технические требования, требования к дефектации изделия, значения показателей и нормы, которым должно удовлетворять данное изделие после ремонта, требования к приемке, контрольным испытаниям, комплектации, упаковыванию, транспортированию и хранению изделия после ремонта, гарантийные обязательства |
|
Общие технические условия на ремонт |
Документ, содержащий общие технические требования к ремонту определенной группы однотипных изделий, требования к дефектации, значения показателей и нормы, которым должны удовлетворять изделия после ремонта |
|
Чертежи ремонтные |
Чертежи (модели), спецификации, схемы, содержащие данные для подготовки ремонтного производства, ремонта и контроля изделия после ремонта. Эти документы, как правило, содержат только те изображения изделия, размеры, предельные отклонения размеров, СЧ изделия, части и элементы схемы и дополнительные данные, которые необходимы для проведения ремонта и контроля изделия при выполнении ремонта и после него |
|
Нормы расхода запасных частей на ремонт |
Документ, содержащий номенклатуру запасных частей изделия и их количество, необходимое для подготовки ремонтного производства нормируемого количества изделий, ремонта изделия и его контроля при выполнении ремонта и после него |
|
Нормы расхода материалов на ремонт |
Документ, содержащий номенклатуру материалов и их количество, необходимое для подготовки ремонтного производства нормируемого количества изделий, ремонта изделия и его контроля при выполнении ремонта и после него |
|
Ведомость ЗИП на ремонт |
Документ, содержащий номенклатуру, назначение, количество и места укладки запасных частей, инструментов, принадлежностей и материалов, необходимых для обеспечения ремонта |
|
Техническая документация на средства оснащения ремонта |
Документация, содержащая информацию для изготовления, испытания и приемки ремонтно-технологического и имитационно-стендового оснащения ремонта. В состав документации включают: — рабочую конструкторскую документацию на изготовление, испытания и приемку (при необходимости); — ТУ (при необходимости); — эксплуатационные документы |
|
Ведомость документов для ремонта |
Документ, устанавливающий комплект конструкторских документов, необходимый для проведения ремонта изделия, его контроля при ремонте и после него |
6.2 Комплектность ремонтных документов
6.2.1 Номенклатуру РД, необходимую для ремонта изделия, устанавливают в соответствии с таблицей 3.
Таблица 3 — Номенклатура ремонтных документов
|
Код документа |
Наименование документа |
Степень обязательности отработки документов |
Дополнительные указания |
|
РК (для капитального ремонта) PC (для среднего ремонта) |
Руководство по ремонту |
— |
|
|
УК (для капитального ремонта) УС (для среднего ремонта) |
Технические условия на ремонт |
— |
|
|
— |
Чертежи ремонтные |
По ГОСТ 2.604, ГОСТ 2.701 |
|
|
ЗК (для капитального ремонта) ЗС (для среднего ремонта) |
Нормы расхода запасных частей на ремонт |
— |
|
|
МК (для капитального ремонта) МС (для среднего ремонта) |
Нормы расхода материалов на ремонт |
Для изделий народно-хозяйственного назначения составляют при необходимости |
|
|
ЗИК (для капитального ремонта) ЗИС (для среднего ремонта) |
Ведомость ЗИП на ремонт |
— |
|
|
— |
Документация на средства оснащения ремонта |
Разрабатывают в соответствии с требованиями стандартов ЕСКД и ЕСТД |
|
|
ВРК (для капитального ремонта) ВРС (для среднего ремонта) |
Ведомость документов для ремонта |
— |
|
|
Условные обозначения: — документ обязательный; — необходимость разработки документа устанавливает разработчик. Для изделий, ремонтируемых по заказу Министерства обороны, номенклатуру РД согласовывают с ним. |
(Поправка).
6.2.2 Под комплектом документов для ремонта понимают совокупность конструкторских документов (ремонтных, рабочих, эксплуатационных, на средства оснащения для ремонта), необходимых и достаточных для технического обеспечения восстановления ресурса изделия и его функционирования в течение межремонтного периода.
6.2.3 В комплект документов для ремонта, как правило, входят:
— РД в соответствии с таблицей 3;
— полный или неполный комплект рабочей конструкторской документации на изготовление изделия;
— эксплуатационные документы — по ГОСТ 2.601;
— схемные документы — по ГОСТ 2.701.
6.2.4 В РД на изделие включают в необходимых объемах сведения об изделии в целом и СЧ. РД на СЧ изделия допускается включать в состав РД на изделие по согласованию с заказчиком (при наличии), при этом в РД на изделие не повторяют содержание документов на его СЧ. Правила ремонта СЧ должны быть, как правило, включены в соответствующие РД на изделие в качестве их самостоятельных разделов, подразделов и пунктов.
6.2.5 Для группы однотипных изделий рекомендуется разрабатывать общие руководства по капитальному (среднему) ремонту и общие ТУ на капитальный (средний) ремонт. В указанные документы включают сведения, которые распространяются на все изделия определенного вида (группы). При наличии общих руководств по ремонту и общих ТУ на ремонт в руководствах и ТУ на ремонт конкретных изделий их содержание не повторяют, а делают соответствующие ссылки на них.
Общим руководствам и общим ТУ присваивают следующие коды:
КО — общему руководству по капитальному ремонту;
СО — общему руководству по среднему ремонту;
ОК — общим ТУ на капитальный ремонт;
ОС — общим ТУ на средний ремонт.
Общие руководства по ремонту и общие ТУ на ремонт включают в комплект РД на изделие.
6.2.6 В зависимости от сложности изделия и условий ремонта допускается:
— разделять документ на части в соответствии с ГОСТ 2.105;
— разрабатывать объединенные РД (допускается выпускать на изделие один ремонтный документ). Объединенному РД присваивают наименование и код вышестоящего документа, приведенного в таблице 3;
— отдельные разделы (подразделы), пункты объединять или исключать, а также вводить новые.
Степень деления РД на части, разделы, подразделы и пункты определяет разработчик в зависимости от объема помещаемых в РД сведений.
6.2.7 В качестве РД или в составе РД допускается использовать конструкторские документы, предусмотренные ГОСТ 2.102, ГОСТ 2.601 и ГОСТ 2.701. Эти документы должны быть включены в ВРК (ВРС).
7 Требования к построению, содержанию и изложению документов
7.1 Руководство по ремонту
7.1.1 РК, PC в общем случае состоят из введения и следующих разделов:
— организация ремонта;
— меры безопасности;
— требования на ремонт;
— ремонт;
— замена СЧ, доработка;
— сборка, проверка и регулирование (настройка);
— испытания, проверка и приемка после ремонта;
— монтаж и испытания изделий на объекте;
— защитные покрытия и смазка;
— маркировка, консервация;
— комплектация, упаковка, транспортирование и хранение.
В структуре РД допускается отдельные части, разделы, подразделы объединять или исключать, а также вводить новые.
7.1.2 Введение в РК, PC содержит:
— назначение РК, PC и порядок пользования им;
— требования заказчика (потребителя);
— перечень документов, которыми надлежит пользоваться вместе с РК, PC;
— принятые в РК, PC условные обозначения и сокращения;
— характеристику данного изделия как объекта ремонта;
— перечень основных конструктивных различий и вариантов исполнения изделия различных серий и годов выпуска.
7.1.3 Раздел «Организация ремонта» состоит из подразделов:
— указания по организации ремонта;
— указания по организации дефектации и ремонта изделия с учетом доработки;
— рекомендуемые схемы и методики типового ремонта изделия;
— перечень технических мероприятий, связанных с ремонтом изделия, включая мероприятия по обеспечению сохранности СЧ при ремонте;
— перечень средств оснащения ремонта и средств измерений.
7.1.3.1 В подразделе «Указания по организации дефектации и ремонта изделия с учетом доработки» приводят:
— подготовку изделия и СЧ к дефектации и ремонту (расконсервация, мойка, очистка поверхностей, защита от коррозии, удаление ядохимикатов и т.п.);
— разборку изделия на СЧ;
— определение общего объема ремонтных работ, потребностей в ЗИП.
7.1.3.2 Подраздел «Перечень средств оснащения ремонта и средств измерений» рекомендуется излагать по форме, представленной в виде таблицы 4.
Таблица 4 — Перечень средств оснащения ремонта и средств измерений
|
Наименование и назначение |
Обозначение |
Основная характеристика |
Наименование и обозначение ремонтируемых изделий или их СЧ |
Потребляемая мощность, кВт |
Примечание |
7.1.4 Раздел «Меры безопасности» содержит указания по:
— электро-, пожаро-, взрывобезопасности и радиационной безопасности;
— безопасности от воздействия химически опасных и загрязняющих веществ;
— безопасности при эксплуатации средств оснащения ремонта и средств измерений (испытаний);
— безопасности при эксплуатации грузоподъемных и транспортных устройств, сосудов, работающих под давлением;
— локализации опасных и вредных производственных факторов;
— сигнальным знакам безопасности.
Указания, помещаемые в разделе, должны соответствовать положениям и правилам государственных стандартов ССБТ.
7.1.5 Раздел «Требования на ремонт» содержит подразделы:
— требования к отправляемым в ремонт изделиям;
— требования к отремонтированным изделиям;
— требования ремонтной технологичности;
— требования к приемке в ремонт и хранению ремонтного фонда;
— требования к демонтажу с объекта и последующей разборке изделия;
— требования на дефектацию;
— требования по выявлению последствий отказов и повреждений;
— требования к сборочным единицам и деталям, необходимые для определения их технического состояния до ремонта, при испытаниях и приемке после ремонта.
7.1.5.1 Подраздел «Требования ремонтной технологичности» содержит требования ремонтопригодности изделий по ГОСТ 23660, заложенные при проектировании и изготовлении изделий.
7.1.5.2 Подраздел «Требования к приемке в ремонт и хранению ремонтного фонда» содержит:
— указания по транспортированию ремонтного фонда к месту расположения ремонтного органа с учетом РД;
— условия приемки изделия в ремонт;
— указания по транспортированию при ремонте изделия и СЧ по территории ремонтного органа;
— указания о порядке, условиях, сроках и местах хранения ремонтного фонда.
7.1.5.3 Подраздел «Требования к демонтажу с объекта и последующей разборке изделия», если изделие установлено на объекте, содержит:
— правила по демонтажу с объекта, на котором смонтировано изделие;
— схему разборки изделия до степени, дающей возможность провести дефектацию сборочных единиц и деталей.
Если в РД не приведены указания о демонтаже изделия, то в разделе приводят:
— приемы демонтажа изделия с объекта;
— указания по дефектации демонтированного изделия в целом для выявления отказов и повреждений;
— указания о порядке подготовки изделия к разборке, порядок разборки изделия и его сборочных единиц;
— перечень СЧ, которые снимают с изделия для замены и ремонта без дальнейшей разборки;
— перечень сборочных единиц, не подлежащих разукомплектованию;
— состав и содержание работ по установке заглушек, маркированию, временной антикоррозионной защите, упаковыванию;
— особенности хранения и транспортирования крупногабаритных СЧ при ремонте;
— методы сохранения в работоспособном состоянии оставшихся на изделии СЧ;
— меры безопасности, вызванные особенностями демонтажа.
7.1.5.4 Подраздел «Требования на дефектацию» содержит:
а) требования на дефектацию изделия в сборе;
б) требования на дефектацию сборочных единиц и деталей. Необходимость дефектации сборочных единиц в собранном или разобранном виде устанавливают по результатам технического состояния изделия в сборе;
в) перечень возможных отказов и повреждений, признаки отказов и повреждений, методы выявления результатов отказов и повреждений по каждой СЧ и методы их устранения;
г) параметры и характеристики (свойства) СЧ по рабочей конструкторской документации, при которых:
1) эти СЧ не подлежат ремонту,
2) изделие и его СЧ выпускают из ремонта,
3) СЧ изделия могут не подвергаться ремонту;
д) перечень СЧ, подлежащих обязательной замене (по сроку, по наработке);
е) чертежи СЧ с указанием зон измерений и возможных неисправностей;
ж) схемы подключений средств измерений для контроля;
и) методики проведения и обработки результатов испытаний.
7.1.5.5 Требования на дефектацию рекомендуется излагать по форме, представленной на рисунке 1.
|
Карта дефектации и ремонта |
||||||||||||
|
Обозначение и наименование |
Номер позиции |
Номер эскиза |
Номер карты |
|||||||||
|
изделия, составной части |
||||||||||||
|
количество на изделие, шт. |
||||||||||||
|
поле для эскиза |
||||||||||||
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Средство измерений |
Заключение и рекомендуемые методы ремонта |
Требования после ремонта |
|||||||
Рисунок 1
На СЧ изделия с близкими техническими характеристиками допускается выполнять карту с общим наименованием, например «Крепежные детали», «Подшипники качения».
На эскизе должны быть обозначены контролируемые размеры, поверхности, сварные швы и т.п.
Контролируемые параметры, при необходимости, могут быть разделены на зоны контроля. Границы зоны при отсутствии видимых ориентиров следует определять размерами, указанными на эскизе.
В графах карты указывают:
в графе «Обозначение» — обозначение сопряжения, контролируемого размера, поверхности или зоны контроля, номер сварного шва или обозначение пересечения сварных швов, указываемого номерами сварных швов, через тире, например N 1 — N 2 и др. параметров;
в графе «Возможный дефект» — возможные дефекты сопряжений, контролируемых размеров поверхностей, сварных швов и др. параметров. Дефекты следует указывать, начиная с малозначительных;
в графе «Метод установления дефекта» — метод контроля, с помощью которого устанавливают дефект, указанный в графе «Возможный дефект»;
в графе «Средство измерений» — наименование и обозначение средств измерений (по стандарту, ТУ);
в графе «Заключение и рекомендуемые методы ремонта» — заключение указывают словами «замена», «ремонт»;
в графе «Требования после ремонта» — требования к изделию (СЧ) после ремонта, например:
— к сопряжениям;
— к размерам, контролируемым после ремонта;
— к формам и расположению поверхностей;
— к шероховатости и твердости поверхностей;
— к заварке, напайке и наплавке;
— к герметичности (прочности);
— к моментам затяжки резьбовых соединений;
— к электрическим параметрам.
7.1.5.6 Подраздел «Требования по выявлению последствий отказов и повреждений» содержит:
— перечень основных проверок технического состояния изделия и СЧ, методики их проведения и выявления последствий отказов и повреждений;
— перечень характерных отказов и повреждений.
Перечень основных проверок технического состояния рекомендуется выполнять в виде таблицы 5.
Таблица 5 — Перечень проверок технического состояния
|
Наименование и описание проверки |
Кто выполняет |
Контрольное значение параметра (характеристики) |
Проверки должны быть обеспечены имеющимися в ремонтных органах средствами измерений, приспособлениями и инструментом, входящими в комплект средств оснащения ремонта и состав ЗИП на ремонт.
В методиках проведения и выявления результатов отказов и повреждений, как правило, указывают:
— средства оснащения для выявления отказов и повреждений;
— порядок поиска и выявления результатов отказов и повреждений;
— технические требования, предъявляемые к изделию, сборочным единицам, деталям, определяющие их отказы и повреждения;
— параметры и характеристики (свойства) изделия, СЧ, необходимые для определения технического состояния изделия и СЧ;
— порядок разборки (демонтажа) изделия и СЧ для поиска отказов и повреждений;
— трудозатраты на виды работ.
Перечень характерных отказов и повреждений содержит:
— наименование и описание характеристик отказов и повреждений изделий и их СЧ;
— возможные причины возникновения отказов и повреждений;
— основные методы устранения отказов и повреждений.
7.1.5.7 Требования к сопряжениям СЧ, при необходимости, рекомендуется излагать по форме, представленной в виде таблицы 6.
Таблица 6 — Нормы зазоров и натягов
|
Номер эскиза |
Обозначение сопряжения |
Позиции сопрягаемых составных частей |
Обозначение сопрягаемых составных частей |
Наименование сопрягаемых составных частей |
Размер по чертежу |
Зазор (+), натяг (-), мм |
|
|
по чертежу |
предельный после ремонта |
||||||
7.1.5.8 Требования к моментам затяжки резьбовых соединений, при необходимости, рекомендуется излагать по форме, представленной в виде таблицы 7.
Таблица 7 — Моменты затяжки резьбовых соединений
|
Номер эскиза |
Обозначение соединения |
Номер позиции |
Обозначение деталей с резьбой |
Момент затяжки, Н·м |
Примечание |
7.1.6 Раздел «Ремонт» содержит общие сведения о методах и правилах типового ремонта сборочных единиц и деталей, разъемных и неразъемных соединений.
В разделе также, при необходимости, приводят:
— ремонтные чертежи;
— указания о нанесении защитных покрытий;
— указания об отделке изделия после ремонта;
— перечни деталей, подлежащих изготовлению при ремонте изделия.
Для всех изменяющихся при эксплуатации и восстанавливаемых при ремонте СЧ изделия в разделе рекомендуется дополнительно указывать:
— основные технические характеристики и параметры, включая размеры и их предельные отклонения;
— методы разборки, ремонта, сборки, регулирования (настройки), проверки (контроля) и испытаний;
— средства оснащения;
— значения параметров и характеристик (свойств) СЧ изделия, с которыми они допускаются в изделии без ремонта, если их выработка не превышает гарантийного срока;
— трудозатраты.
Кроме того, в разделе при замене СЧ изделия для каждой обособленной или функциональной части изделия при ремонте приводят:
— максимально возможную номенклатуру СЧ изделия, которые могут быть заменены в ремонтных органах;
— указания по частичной разборке (демонтажу) изделия для определения неисправных частей;
— указания по монтажу исправной (новой из комплекта ЗИП или отремонтированной) сборочной единицы и последующей сборке изделия;
— методику регулирования (настройки) и испытания изделия после замены сборочной единицы.
7.1.7 Раздел «Замена составных частей, доработка» состоит из подразделов:
— замена составных частей;
— доработка.
7.1.7.1 Подраздел «Замена составных частей» содержит:
— описание работ по разборке изделия и сборочных единиц для определения неисправных СЧ;
— описание работ по сборке (монтажу) изделия и сборочных единиц после замены СЧ;
— методику регулирования (настройки) и проверки изделия и сборочных единиц после замены СЧ;
— технические требования на замену СЧ, параметры которых подбирают экспериментально (например, резисторов, конденсаторов) с методиками их подбора и регулирования (настройки);
— перечень средств оснащения и средств измерений, необходимых для работ по замене СЧ;
— трудозатраты.
7.1.7.2 Подраздел «Доработка» содержит:
— требования к доработанному изделию и СЧ;
— перечень основных работ на изделии (сборочных единицах), которые до поступления в ремонт не подвергались доработке;
— перечень и правила проверок доработанных при ремонте изделий и их СЧ на соответствие предъявленным требованиям.
В разделе также указывают:
— основание и срок проведения доработки;
— номера партий (серий) изделий (заводских номеров), которые подлежат доработке;
— указания по доработке СЧ изделия;
— дополнительные указания по объему и порядку испытаний изделия после доработки его при ремонте;
— перечень средств измерений в комплекте ЗИП, связанных с доработкой.
7.1.8 Раздел «Сборка, проверка, регулирование (настройка)» содержит:
— схему сборки отремонтированного изделия;
— сборочные чертежи;
— правила сборки отремонтированного изделия и его сборочных единиц;
— порядок и правила проверки качества отремонтированного изделия;
— порядок и методы регулирования (настройки) сборочных единиц и изделия в целом;
— технические требования к собираемым сборочным единицам и изделию в целом и методики проверки качества сборки;
— особые указания по мерам безопасности при сборке;
— перечень средств оснащения сборки и регулирования (настройки);
— перечень работ по замене сборочных единиц новыми и отремонтированными (для каждой заменяемой сборочной единицы указывают методику дополнительного регулирования);
— указания по законтриванию (стопорению) и опломбированию при сборке;
— методы и средства обеспечения чистоты внутренних полостей при сборке;
— порядок и правила проверки качества работ и методы контроля на отсутствие посторонних предметов в изделии;
— порядок комплексного осмотра собранного изделия.
7.1.9 Раздел «Испытания, проверка и приемка после ремонта» содержит:
— перечень обязательных проверок качества изделия после ремонта;
— указания по определению объема, места, условий и проведения испытаний изделия;
— требования по обеспечению испытаний средствами измерений, макетами и т.д.;
— порядок оформления и методы обработки результатов испытаний;
— перечень работ, проводимых на изделии после испытаний;
— правила приемки отремонтированного изделия;
— указания об организации регулирования, испытаний* и приемки отремонтированного изделия и СЧ;
_______________
* Для отремонтированных изделий рекомендуется предусматривать приемо-сдаточные и периодические испытания — типовые (при проведении доработки).
— правила и методики испытаний изделия и СЧ;
— объем проверок, регулирования (настройки) изделия на объекте (если изделие монтируется на объекте);
— правила выбора и перечень средств регулирования (настройки) испытаний и измерений, порядок подготовки, условия и режимы испытаний;
— методы оценки отремонтированного изделия установленным требованиям надежности;
— порядок обработки, оценки и оформления результатов испытаний;
— трудозатраты.
7.1.10 Раздел «Монтаж и испытания изделий на объекте» в общем случае содержит:
— указания по транспортированию отремонтированного изделия к месту монтажа;
— порядок и правила подготовки изделия к монтажу и монтажа изделия на объекте;
— порядок осмотра и методы контроля опорных поверхностей изделия;
— порядок проверок и параметры изделия, подлежащие контролю при монтаже;
— методы контроля и правила приемки после монтажа;
— методы регулирования (настройки) и испытаний смонтированного изделия с элементами объекта;
— перечень средств регулирования (настройки) и контроля.
Раздел включают в РК, PC, если в РД нет достаточных указаний, а также при особенностях монтажа отремонтированного изделия.
7.1.11 Раздел «Защитные покрытия и смазка» содержит:
— указания по организации восстановления защитных покрытий, их назначения;
— порядок подготовки поверхностей;
— положения по дефектации покрытий и устранению возможных дефектов восстановленных и вновь нанесенных покрытий;
— порядок и правила восстановления и нанесения покрытий и смазки, перечень необходимых для этого средств оснащения;
— специальные меры безопасности;
— характеристики применяемых материалов и их заменителей;
— указания по смазке СЧ изделия и изделия в целом (как правило, приводят в виде дополнения к таблице смазки, помещаемой в эксплуатационных документах на изделие с указанием заменителей).
7.1.12 Раздел «Маркировка, консервация» содержит:
— указания по маркировке после ремонта изделия и СЧ, тары, упаковочных материалов, перечень средств оснащения;
— метод маркировки (гравировка, травление и т.д.);
— требования к содержанию и качеству маркировки;
— указания по выбору методов консервации и расконсервации только тех СЧ, отремонтированных изделий, методы консервации которых не указаны в РД;
— требования к помещениям и особенности расконсервации отремонтированных изделий для проведения технического обслуживания при хранении в ремонтном органе;
— общие указания по применению временной защиты изделий и их СЧ от коррозии и старения;
— перечень применяемых при консервации (расконсервации) средств оснащения и измерения;
— особенности методов консервации отдельных сборочных единиц изделия для различных вариантов хранения (при необходимости);
— дополнительные меры безопасности (при необходимости).
7.1.13 Раздел «Комплектация, упаковка, транспортирование и хранение» содержит:
— указания по комплектованию изделия после ремонта ЗИП и документацией;
— правила подготовки изделия к упаковыванию (упаковке) с указанием средств оснащения;
— характеристику транспортной тары (пакетов, контейнеров, поддонов и т.д.) и требования по ее использованию;
— характеристику вспомогательных материалов для упаковки;
— методы упаковывания изделия в зависимости от условий транспортирования;
— порядок размещения и метод укладки изделия;
— перечень документов, вкладываемых в тару при упаковывании изделия, и метод их упаковывания;
— виды транспорта (воздушный, железнодорожный, водный, автомобильный) и транспортных средств (крытые или открытые вагоны, трюмы или палубы судов и т.д.);
— методы укрытия и крепления изделия;
— требования по перевозке изделия специализированным транспортом, в универсальной либо специальной таре;
— параметры транспортирования (дальность, скорость и др.);
— допустимые механические и другие виды воздействия при транспортировании, необходимость защиты от внешних воздействующих факторов, от ударов при погрузке и выгрузке, выдержки в нормальных условиях после воздействия высоких либо низких температур;
— условия хранения изделия;
— требования к месту хранения (навесу, крытому складу и т.д.);
— температурный режим хранения и сроки переконсервации (при необходимости);
— методы укладки изделия (в штабели, стеллажи и т.д.);
— правила хранения ГСМ;
— перечни средств оснащения и материалов для работ по пломбированию, упаковыванию, транспортированию и хранению изделий при ремонте.
Сведения, помещаемые в этом разделе, не должны повторять сведения, имеющиеся в РД.
7.1.14 В РК, PC дополнительно, при необходимости, приводят:
— особенности ремонта базовой СЧ изделия;
— методы обеспечения ремонта СЧ изделия с частичной разборкой изделия;
— максимально возможную номенклатуру СЧ изделия, которые можно заменить и/или восстановить с учетом минимальной разборки;
— минимальное количество средств оснащения для ремонта и специалистов-ремонтников.
7.1.15 В приложениях к РК, PC помещают сведения, не вошедшие в текст документа, как правило, в них помещают:
— типовую схему ремонта;
— перечень выполняемых при ремонте работ;
— типовые перечни средств оснащения для ремонта;
— формы журналов инструктажа по мерам безопасности;
— методы отыскания типовых неисправностей (отказов и повреждений);
— таблицы параметров СЧ, например значений твердости поверхностей, соотношений значений твердости;
— указатели документов, определяющие перечни разрешенных к применению в изделиях данного вида (группы) покупных изделий и материалов;
— сведения по замене материалов при ремонте изделия по форме, приведенной в виде таблицы 8;
Таблица 8 — Сводная таблица по замене материалов
|
Материал по конструкторскому документу |
Основной показатель качества материала |
Обозначение стандарта (ТУ) |
Материал- заменитель |
Основной показатель качества материала- заменителя |
Обозначение стандарта (ТУ) |
Указания по использованию материала- заменителя |
— методики отдельных стандартных и специальных видов испытаний отдельных СЧ изделия или изделия в целом с указанием средств оснащения и средств измерений;
— таблицы смазки изделия;
— таблицы окраски изделия и его СЧ;
— отдельные инструкции по сборке и регулированию (настройке) сложных сборочных единиц и изделия в целом;
— перечень доработок изделия;
— перечень взаимозаменяемости основных сборочных единиц;
— перечень деталей, которые заменяют при ремонте независимо от их технического состояния;
— перечень СЧ изделия, влияющих на точность сборки и не подлежащих разукомплектованию при ремонте;
— перечень СЧ изделия, требующих индивидуального подбора, подгонки и совместной приработки;
— схемы нагрузок основных элементов конструкции изделия и моменты затяжек резьбовых соединений;
— перечень возможных (характеристик) неисправностей с методиками их выявления и устранения;
— перечень смазочных и лакокрасочных материалов, специальных жидкостей и их заменителей.
7.2 Технические условия на ремонт
7.2.1 В УК, УС приводят технические требования, показатели и нормы, которым должно удовлетворять отремонтированное изделие. УК, УС не должны дублировать сведения, изложенные в РК, PC, ремонтных чертежах и других РД.
7.2.2 УК, УС включают в себя в общем случае введение и следующие разделы:
— технические требования;
— доработка;
— специальные требования к сборочным единицам;
— контроль качества при ремонте;
— испытания;
— защитные покрытия и смазка;
— комплектация;
— маркировка, консервация, упаковывание, транспортирование и хранение;
— гарантии изготовителя (исполнителя ремонта)*.
_______________
* Для изделий, ремонтируемых по заказам Министерства обороны, требования по гарантиям исполнителя ремонта устанавливают по соответствующим нормативным документам.
Примечание — Построение, изложение и оформление УК, УС рекомендуется выполнять в соответствии с требованиями ГОСТ 2.114.
7.2.3 Введение (общие сведения) содержит:
— перечень используемых в УК, УС обозначений и сокращений;
— область распространения УК, УС;
— перечень конструктивных вариантов изделия, на которые распространяются УК, УС;
— перечень документов, которыми необходимо пользоваться совместно с УК, УС;
— перечень видов конструкторских документов, на основании которых разработаны УК, УС;
— перечень документов, аннулированных в связи с введением УК, УС.
7.2.4 Раздел «Технические требования» содержит требования на разборку, ремонт и сборку изделия и его сборочных единиц, а также меры безопасности. Раздел, как правило, содержит:
а) показатели и параметры, применяемые для определения технического состояния изделия и его сборочных единиц и качества проведенных работ на этапах разборки, ремонта и сборки;
б) особые требования к разборке изделия и его СЧ;
в) этапы разборки и сборки изделия, если они не приведены в технологической документации;
г) перечень возможных дефектов СЧ изделия;
д) сводные данные о параметрах и характеристиках (свойствах) СЧ изделия по РД:
1) при которых СЧ изделия подлежат ремонту,
2) с которыми их выпускают из ремонта,
3) при которых они могут быть допущены к эксплуатации без ремонта;
е) требования к входному контролю новых СЧ, используемых при ремонте;
ж) сводные данные о замене материалов (рекомендуется оформлять в соответствии с таблицей 8 стандарта);
и) конкретные указания по правилам выполнения сборки после ремонта, последующих регулировок (настроек) и проверок сборочных единиц и изделия в целом, а также специальных испытаний сборочных единиц изделия;
к) требования на заправку изделия и его СЧ топливом, маслами и другими материалами (ГСМ);
л) перечень применяемых при разборке (сборке), ремонте, регулировании изделий, средств оснащения и измерений;
м) меры безопасности при ремонте изделия и его СЧ.
|
При наличии в комплекте ремонтных документов общих ТУ на ремонт (ОК, ОС) в первом пункте |
||
|
раздела приводят ссылку на ОК, ОС в виде |
||
|
» |
||
|
наименование изделия |
||
|
должен(на, но) удовлетворять всем требованиям |
||
|
обозначение ОК, ОС |
||
|
и требованиям, изложенным в соответствующих разделах настоящего УК, УС». |
7.2.5 Раздел «Доработка» содержит указания и основные требования по проверке качества выполнения работ при доработках изделий с учетом требований, изложенных в 7.1.7.2.
7.2.6 Раздел «Специальные требования к сборочным единицам» содержит показатели, нормы, характеристики (свойства), определяющие эксплуатационные свойства сборочных единиц, а также используемые при контроле качества сборочных единиц после ремонта.
7.2.7 Раздел «Контроль качества при ремонте» содержит требования по предупреждению брака и систематической проверке работ при ремонте, конструкторских и технологических параметров (показателей), норм и характеристик (свойств) ремонтируемых изделий, направленные на обеспечение точного соответствия указанных параметров требованиям, установленным стандартами и ТУ.
7.2.7.1 Объектами контроля при ремонте, как правило, являются:
— поступающие в ремонт изделия, полуфабрикаты, покупные изделия, запасные части, материалы, средства оснащения и измерений, применяемые при ремонте;
— отремонтированные или изготовленные СЧ, отремонтированные изделия в целом;
— средства оснащения, специально разработанные и изготовленные для приемки изделий.
7.2.7.2 При контроле качества ремонта изделий, как правило, проверяют:
— выполнение и качество всех ремонтных работ, указанных в РД;
— правильность сборки сборочных единиц и изделий в целом;
— соответствие параметров изделий значениям, указанным в перечислении г) 7.1.5.4;
— полноту и качество испытаний;
— комплектность ЗИП;
— правильность опломбирования изделий и заполнения формуляров (паспортов).
7.2.8 Раздел «Испытания» с учетом требований 7.1.9 содержит правила проведения испытаний и приемки отремонтированного изделия (СЧ).
7.2.9 Раздел «Защитные покрытия и смазка» содержит общие указания, дополняющие требования 7.1.11 по контролю качества покрытий, окраски и смазки изделий данного вида (данной группы) и их СЧ.
7.2.10 Раздел «Комплектация» содержит общие указания по проверке укомплектованности изделий после ремонта запасными частями, принадлежностями, инструментом и документацией.
7.2.11 Раздел «Маркировка, консервация, упаковка, транспортирование и хранение» содержит:
— требования к маркировке отремонтированных изделий и тары, в которую упаковывают изделия;
— правила подготовки изделий к консервации с учетом конструктивных особенностей изделий данного вида (данной группы) и сроков их хранения после ремонта;
— правила подготовки изделий к хранению или отправке потребителю.
Указанные требования должны быть увязаны с требованиями эксплуатационных документов и требованиями 7.1.12, 7.1.13, но не должны дублировать их.
7.2.12 В приложениях к УК, УС в общем случае помещают:
— общий сводный перечень средств оснащения и измерений с их основными характеристиками и указаниями по использованию;
— перечень СЧ изделий, подлежащих обязательной замене при ремонте;
— инструкции по покрытиям и смазке;
— таблицы окраски, смазки изделий и ограничительные перечни покрытий, материалов, ГСМ и их заменителей;
— таблицу взаимозаменяемости сборочных единиц изделий;
— перечень доработок изделия;
— сводный перечень применяемого при проверках по УК, УС оснащения и измерений с краткой их характеристикой и указаниями по использованию;
— перечень чертежей (моделей, спецификаций, схем) на изготовление СЧ;
— перечень СЧ изделия, которые должны быть заменены независимо от их технического состояния;
— инструкции по проведению стыковки изделий с объектом (в случае монтажа изделия на объекте);
— схему сборки изделия;
— перечень проверок изделия после ремонта;
— перечень конструкторской документации для изготовления средств оснащения и измерений;
— формы актов поверки средств измерений и заключений о допуске к эксплуатации сосудов, работающих под давлением;
— инструкции по контролю качества покрытий;
— форму ведомости комплектации изделий после ремонта.
7.3 Нормы расхода запасных частей на ремонт
7.3.1 По номенклатуре ЗК, ЗС должны соответствовать номенклатуре ведомостей ЗИП на ремонт (ЗИК, ЗИС) и обеспечивать выполнение объема работ РК, PC.
ЗИК, ЗИС включают перечни:
— СЧ, замена которых предусмотрена РК, PC;
— невзаимозаменяемых СЧ изделий различных вариантов (годов выпуска);
— СЧ, необходимых для ремонта покупных изделий;
— СЧ изделия, подлежащих изготовлению силами ремонтных органов (по ним в графе «Примечание» указывают «изготавливается на месте»).
7.3.2 Рекомендуется выполнять ЗК, ЗС в соответствии с требованиями ГОСТ 2.601, ГОСТ 2.610 либо соответствующего эксплуатационного документа на данное изделие.
7.4 Нормы расхода материалов на ремонт (капитальный, средний)
МК, МС рекомендуется выполнять в соответствии с требованиями ГОСТ 2.601, ГОСТ 2.610 либо в соответствии с требованиями эксплуатационного документа на данное изделие.
7.5 Ведомость ЗИП на ремонт
ЗИК, ЗИС рекомендуется выполнять в соответствии с требованиями ГОСТ 2.601, ГОСТ 2.610 либо в соответствии с требованиями эксплуатационного документа на данное изделие.
7.6 Ведомость документов на ремонт
7.6.1 В ВРК, ВРС включают следующие документы:
— РД на изделие в соответствии с таблицей 3;
— эксплуатационные документы;
— комплект рабочей конструкторской документации;
— технологические документы на изготовление изделия и его СЧ (при наличии);
— технологические документы на ремонт.
7.6.2 Документы в ВРК, ВРС записывают по разделам:
— документы на изделие;
— документы на СЧ изделия.
7.6.3 ВРК, ВРС рекомендуется выполнять в соответствии с требованиями ГОСТ 2.601, ГОСТ 2.610 либо в соответствии с требованиями эксплуатационного документа на данное изделие.
8 Правила оформления и комплектования
8.1 Бумажный подлинник РД выполняют, как правило, на листах формата А4 по ГОСТ 2.301 с основной надписью — по ГОСТ 2.104.
Допускается для РД применять другие форматы — по ГОСТ 2.301.
Допускается выполнять подлинники РД без основной надписи, дополнительных граф и рамок. В этом случае:
— обозначение РД указывают на каждом листе в верхнем правом углу (при односторонней печати) или в левом углу четных страниц и правом углу нечетных страниц (при двусторонней печати);
— подписи лиц, предусмотренные в основной надписи по ГОСТ 2.104, указывают для бумажных РД на титульном листе, для электронных РД — по ГОСТ 2.051;
— изменения указывают в листе регистрации изменений (рекомендуемая форма листа регистрации изменений — по ГОСТ 2.503).
8.2 Форматы РД для типографского издания — согласно ГОСТ 5773.
8.3 Применяемый при изготовлении РД способ печати должен обеспечивать четкость изображения, контрастность текстового и графического материалов, равномерную по всей странице плотность оттиска, необходимые для качественного переноса содержания документа на другие носители информации или для многократного снятия с него качественных копий.
8.4 Построение РД должно соответствовать требованиям ГОСТ 2.105. Для изделий с многоступенчатой системой деления на СЧ рекомендуется РД оформлять с применением блочного принципа построения документов в соответствии с приложением А.
8.5 В тексте документа при изложении указаний о проведении работ применяют глагол в повелительном наклонении, например, «Открыть люк…», «Нажать кнопку…» и т.п. (ГОСТ 2.610).
8.6 Описание порядка выполнения каких-либо работ дается в логической последовательности их выполнения.
Перечень работ допускается оформлять в виде таблицы (ГОСТ 2.610).
8.7 Если информация относится только к изделиям определенных серий или заводских номеров, то перед изложением этой информации после слова «ВНИМАНИЕ» приводят указание о распространении ее на соответствующие номера изделий (серии) (ГОСТ 2.601).
8.8 При разработке документов особое внимание должно быть обращено на изложение требований к соблюдению мер безопасности при эксплуатации и ремонте изделий. В тексте этим требованиям должны предшествовать предупреждающие слова: «ПРЕДОСТЕРЕЖЕНИЕ» «ВНИМАНИЕ», «ЗАПРЕЩАЕТСЯ».
Предупреждающие слова общего характера, распространяющиеся на весь документ, допускается выполнять предшествующими основному тексту документа. Например, если при выполнении каких-либо работ технического обслуживания присутствует одна и та же опасность, рекомендуется в тексте руководства (инструкции) поместить эти слова один раз в начале.
Слово «ПРЕДОСТЕРЕЖЕНИЕ» идентифицирует явную опасность для человека, выполняющего те или иные действия, или риск повреждения изделия.
Слово «ВНИМАНИЕ» используют, когда нужно привлечь внимание персонала к способам и приемам, которые следует точно выполнять во избежание ошибок при эксплуатации и ремонте изделия, или в случае, когда требуется повышенная осторожность в обращении с изделием или материалами.
Слово «ЗАПРЕЩАЕТСЯ» используют, когда нарушение установленных ограничений или несоблюдение требований, касающихся использования материалов, способов и приемов обращения с изделием, может привести к нарушению мер безопасности.
Слова «ПРЕДОСТЕРЕЖЕНИЕ» «ВНИМАНИЕ» и «ЗАПРЕЩАЕТСЯ» и следующий за ними текст с предупреждением необходимо печатать прописными буквами.
При группировании предупреждений первым должен стоять текст, касающийся безопасности персонала.
Примеры
1 ПРЕДОСТЕРЕЖЕНИЕ: РАСТВОР ЧРЕЗВЫЧАЙНО ОПАСЕН!
2 ВНИМАНИЕ: ПОСЛЕ СЛИВА МАСЛА РУЛЯМИ НЕ РАБОТАТЬ!
3 ЗАПРЕЩАЕТСЯ МЫТЬ ДВИГАТЕЛЬ БЕНЗИНОМ.
Все необходимые пояснения к тексту (таблицам) помещают под абзацами, к которым они относятся. Пояснения начинают со слова «Примечание» (пояснение к таблице разрешается давать в виде сноски).
Примеры пояснения, предшествующего тексту.
1 Примечание — Пункты 5-8 выполняют, если установлены внешние баки.
2 Примечание — Если гарпунная пушка имеет механизм качания прицела, то перед выверкой уровня вертлюга необходимо совместить риски на хомутике механизма качания.
Пример пояснения, следующего под текстом.
Примечание — Подробное описание работы клапана см. в АБВГ.ХХХХХХ.014.РЭ.
Для изделий, требующих особой осторожности при обращении с ними, на обложке формуляра (паспорта) должна быть нанесена предупреждающая надпись, например «ВНИМАНИЕ! ОСОБАЯ ОСТОРОЖНОСТЬ», а в тексте формуляра (паспорта) даны необходимые пояснения (ГОСТ 2.601, ГОСТ 2.610).
При выполнении РД в электронной форме предупреждающие слова общего характера должны отображаться на мониторе компьютера в течение всего времени работы персонала (ГОСТ 2.601, ГОСТ 2.610). Допускается заменять предупреждающие слова общего характера сигнальным символом, говорящим об опасности.
8.9 Для обеспечения наглядности, облегчения восприятия содержания излагаемого текста и его пояснения применяют различные табличные формы и графические иллюстрации (рисунки, чертежи, диаграммы и др.) (ГОСТ 2.601, ГОСТ 2.610).
8.10 При расположении иллюстраций соблюдают следующие правила.
Если текст, относящийся к иллюстрации, находится на нечетной странице, то иллюстрацию располагают на четной странице, на обороте предыдущего листа. Если текст находится на четной странице, то иллюстрацию располагают на следующей за ней странице документа. Иллюстрации могут быть расположены на нескольких листах.
Допускается размещать иллюстрации на листах увеличенного формата.
Иллюстрации, описание которых содержится на нескольких листах, располагают на листах увеличенного формата в конце текста, к которому они относятся, и помещают на той части листа, которая выступает за поле формата документа.
Графические иллюстрации типа номограмм, графиков рекомендуется выполнять в цветном изображении, обеспечивающем максимальный контраст между линиями координатной сетки и кривыми зависимостей. Цветные иллюстрации размещают на отдельных листах (ГОСТ 2.601).
8.11 При большом количестве иллюстраций и схем в бумажном РД их допускается комплектовать в отдельные папки (альбомы) и оформлять в виде приложения к документу (ГОСТ 2.601).
8.12 РД, полученные с использованием устройств вывода ЭВМ, выполняют с учетом требований ГОСТ 2.004.
Приложение А
(рекомендуемое)
Правила оформления ремонтной документации на изделия с многоступенчатой системой деления на составные части
А.1 Система нумерации
А.1.1 Для РД на изделия с многоступенчатой системой деления на СЧ устанавливают систему нумерации и кодирования структурных элементов РД (разделов, подразделов и пунктов) по аналогии с разбивкой на разделы и подразделы руководства по эксплуатации (ГОСТ 2.601).
А.1.2 Система нумерации представляет собой разбивку знаков, входящих в номер, на три группы элементов. Как правило, для обозначения структурных элементов РД применяют арабские цифры и буквы латинского алфавита по ГОСТ 2.304, кроме I и О.
В качестве разделителя групп элементов обозначения используют символ «.» (точку).
А.1.3 Обозначения структурным элементам РД присваивают:
— разделам — номера от 000 до 999 (под номером 000 помещают общую информацию об изделии в целом, а в остальных разделах — сведения о СЧ изделия);
— подразделам — номера 00, 10, 20, 30 и т.д. (номером 00 обозначают общую часть, содержащую сведения общего характера, излагаемые в подразделе);
— пунктам — номера 01, 02, 03 и т.д.
Например, последовательность цифр 010.20.04 расшифровывается следующим образом: 010 — раздел; 20 — подраздел; 04 — пункт.
Допускается алфавитно-цифровое обозначение структурных элементов РД. Правила присвоения алфавитно-цифрового обозначения — по ГОСТ 2.601.
А.1.4 При описании информации, относящейся ко всему разделу, используют первый элемент системы нумерации — номер раздела с последующими 00.00 (010.00.00). При описании подраздела, входящего в рассматриваемый раздел, используют два первых элемента нумерации — номер раздела и подраздела с последующими 00 (010.20.00).
При наличии в разделе документа более десяти подразделов их нумеруют путем изменения второго знака номера подраздела от 1 до 9 (11, 12, …, 22, …, 31 и т.д.).
При описании пунктов подразделов используют все три элемента нумерации.
А.1.5 Для придания определенной гибкости системе нумерации из общего количества номеров выделяют необходимое количество номеров для резервных разделов и подразделов документа.
А.1.6 Номера разделов и подразделов, а также их наименования, при необходимости, устанавливают в НД на конкретные виды (группы) изделий (ГОСТ 2.601) с учетом их сложности и конструктивных особенностей. На изделия, разрабатываемые по заказу Министерства обороны, система нумерации должна быть согласована с заказчиком (представительством заказчика).
А.1.7 Сведения, излагаемые в разделе, подразделе и, при необходимости, в пункте, делят на типовые темы, перечень и содержание которых в этом случае должны соответствовать перечню и содержанию разделов разрабатываемого РД. Темам номера не присваивают. В заголовках к тексту указывают только наименование тем.
А.1.8 Каждой теме, помещаемой в документ, отводят определенные номера, которые должны быть типовыми для всех изделий конкретного вида (группы), при этом часть номеров может быть выделена как резервная.
Указанные номера используют для:
— задания интервала страниц при подготовке документации со страничной организацией (как правило, с присвоением теме определенного диапазона страниц);
— задания кода вида информации при подготовке документации с модульной организацией (как правило, в электронной форме с использованием общей базы данных).
Использование всего количества тем необязательно, но выбранным темам должны быть присвоены установленные для них типовые номера страниц или коды вида информации (ГОСТ 2.601).
А.1.9 Для каждой темы, при необходимости, разработчик может вводить подтемы, уточняющие состав излагаемых сведений.
А.1.10 Состав тем и подтем, их наименования и типовые номера (коды), при необходимости, устанавливают в нормативных документах на конкретные виды (группы) изделий с учетом их сложности и конструктивных особенностей. На изделия, разрабатываемые по заказу Министерства обороны, состав тем и подтем, их наименования и типовые номера должны быть согласованы с заказчиком (представительством заказчика).
При выполнении РД на вновь разрабатываемое изделие состав тем и подтем, их наименования и типовые номера (коды) допускается устанавливать в техническом задании.
А.1.11 Нумерацию страниц РД выполняют сквозной в пределах каждого структурного элемента документации.
Для документов ЗК, ЗС, МК, МС, ЗИК, ЗИС и ведомостей нумерацию страниц выполняют сквозной в пределах всего документа.
А.1.12 Таблицы и иллюстрации нумеруют последовательно в пределах каждого структурного элемента документации, например таблица 1.1, 1.2, рисунок 1.1, 1.2 и т.д.
Выполнение ссылок на таблицы и иллюстрации проводят аналогично изложенному для руководства по эксплуатации (ГОСТ 2.601).
А.1.13 Для быстрого нахождения в конечном изделии СЧ, требующей ремонта, рекомендуется разбивать изделие на зоны. Общие требования к идентификации зон и правила деления изделия на зоны — по ГОСТ 2.601.
А.1.14 Если графическая иллюстрация выполнена на нескольких листах, то на каждом листе должен быть приведен ее номер с указанием общего числа листов, на которых размещена иллюстрация, и порядковый номер каждого листа (ГОСТ 2.601).
Примеры
Рисунок 201 (лист 1 из 4),
Рисунок 201 (лист 2 из 4) и т.д.
А.1.15 При расположении иллюстрации на листе увеличенного формата фальцовка листа должна обеспечивать видимость номера страницы. Незаполненная страница (обратная сторона фальцованного листа) должна быть обозначена на предыдущей странице в виде дроби. Пример оформления листов увеличенного формата (правила фальцовки) приведены на рисунке А.1.
Рисунок А.1
А.2 Требования к оформлению, изданию и комплектованию документов
А.2.1 Оформление, издание и комплектование РД осуществляют в соответствии с требованиями ГОСТ 2.105 с учетом особенностей, изложенных в ГОСТ 2.601.
|
УДК 62(084.11):006.354 |
МКС 01.100 |
|
Ключевые слова: конструкторская документация, документы ремонтные |
(Поправка).
Ремонт – комплекс работ для поддержания и восстановления исправности или работоспособности изделий. В зависимости от особенностей, степени повреждения и износа изделия, его составных частей, а также от трудоёмкости ремонтных работ ремонт подразделяется на текущий, средний и капитальный.

Текущий ремонт заключается в устранении неисправностей заменой или восстановлением отдельных составных частей изделий и проведении регулировочных работ. Выполняется силами эксплуатирующей организации, предприятием-изготовителем или уполномоченной им организацией, как правило, в процессе эксплуатации для гарантированного обеспечения работоспособности изделии. Сведения, необходимые для организации и проведения текущего ремонта изделия и его составных частей, указания по поиску и устранению отказов, повреждений и их последствий в процессе эксплуатации изделия, как правило, приведены в эксплуатационной документации (ЭД) на изделие. Такие сведения формируются и прорабатываются при разработке изделия и комплекта ЭД на него, приводятся в руководстве по эксплуатации изделия и/или в его формуляре.
Средний ремонт состоит в восстановлении эксплуатационных характеристик изделий заменой или ремонтом повреждённых (изношенных) составных частей и обязательной проверке технического состояния остальных частей с устранением неисправностей. Выполняется силами специализированных ремонтных подразделений, как правило, с участием эксплуатационного персонала.
Капитальный ремонт предусматривает полную разборку и дефектацию изделий, замену или ремонт всех неисправных составных частей, сборку, комплексную проверку, регулировку и испытания. Предназначен для восстановления исправности и полного или близкого к нему технического ресурса; выполняется ремонтными предприятиями.
Для подготовки ремонтного производства, ремонта и контроля отремонтированных изделий и их составных частей в ходе среднего и капитального ремонта разрабатывают ремонтные документы (РД). Комплект РД разрабатывают по отдельному техническому заданию (ТЗ), согласованному с предприятием-разработчиком (изготовителем) изделия, заказчиком и ремонтной организацией.

Комплект РД должен включать в себя конструкторскую ремонтную и технологическую документацию для ремонта изделия, а также конструкторскую и технологическую документацию на изготовление средств технологического оснащения и оборудования для проведения ремонтных работ, последующих проверок и испытаний. РД, каждый по отдельности или в совокупности, должны полностью обеспечивать подготовку ремонтного производства, проведение самого ремонта изделия и контроль соответствия параметров отремонтированного изделия требованиям ТУ на него.
РД разрабатывают на основе рабочей конструкторской документации (РКД), ЭД, технических условий, технологической документации на изготовление изделия. Также при разработке ТЗ на РД и самих документов должны быть учтены материалы исследований неисправностей, возникающих при испытании и эксплуатации изделий данного типа или аналогичных изделий других типов, анализов показателей безотказности, ремонтопригодности, долговечности и сохраняемости изделия при эксплуатации до ремонта и в межремонтные сроки, материалов по ремонту аналогичных изделий. Перечень документов, на основе которых разрабатывают РД, должен быть приведён в ТЗ на данную работу.
Для обозначения документов используют обозначение изделия (его основного документа), присвоенное в соответствии с ГОСТ 2.201-80 «ЕСКД. Обозначение изделий и конструкторских документов» с присвоением буквенного кода документа.
В комплекте РД обязательным для разработки документом является ведомость документов для ремонта, которой присваивается буквенный код ВРК (для капитального ремонта) или ВРС (для среднего ремонта). Данный документ устанавливает комплект конструкторских документов, необходимый для проведения ремонта изделия, его контроля при ремонте и после него.

Необходимость разработки остальных документов, должна быть установлена в ТЗ или разработчиком в процессе формирования РД.
Для ремонта изделий могут быть разработаны следующие документы:
|
Наименование РД |
Буквенный код |
Определение |
|
Руководство по ремонту |
РК (для капитального ремонта) РС (для среднего ремонта) |
Документ, содержащий указания по организации ремонта, правила и порядок выполнения капитального (среднего) ремонта, контроля, регулирования, испытаний, консервации, транспортирования и хранения изделия после ремонта, монтажа и испытания изделия на объект, значение показателей и норм, которым должно удовлетворять изделие после ремонта |
|
Общее руководство по ремонту |
КО (для капитального ремонта) СО (для среднего ремонта) |
Документ, содержащий указания по организации ремонта определённой группы однотипных изделий, правила и порядок подготовки и проведения ремонта, значения показателей и нормы, которым должны удовлетворять изделия после ремонта, правили и порядок испытаний, консервации, транспортирования и хранения изделий после ремонта |
|
Технические условия на ремонт |
УК (для капитального ремонта) УС (для среднего ремонта) |
Документ, содержащий технические требования, требования к дефектации изделия, значения показателей и нормы, которым должно удовлетворять данное изделие после ремонта, требования к приёмке, контрольным испытаниям, комплектации, упаковыванию, транспортированию и хранению изделия после ремонта, гарантийные обязательства |
|
Общие технические условия на ремонт |
ОК (для капитального ремонта) ОС (для среднего ремонта) |
Документ, содержащий общие технические требования к ремонту определённой группы однотипных изделий, требования к дефектации, значения показателей и нормы, которым должны удовлетворять изделия после ремонта |
|
Нормы расхода запасных частей на ремонт |
ЗК (для капитального ремонта) ЗС (для среднего ремонта) |
Документ, содержащий номенклатуру запасных частей изделия и их количество, необходимое для подготовки ремонтного производства нормируемого количества изделий, ремонта изделия и его контроля при выполнении ремонта и после него |
|
Нормы расхода материалов на ремонт |
МК (для капитального ремонта) МС (для среднего ремонта) |
Документ, содержащий номенклатуру материалов и их количество, необходимое для подготовки ремонтного производства нормируемого количества изделий, ремонта изделия и его контроля при выполнении ремонта и после него |
|
Ведомость ЗИП на ремонт |
ЗИК (для капитального ремонта) ЗИС (для среднего ремонта) |
Документ, содержащий номенклатуру, назначение, количество и места укладки запасных частей, инструментов, принадлежностей и материалов, необходимых для обеспечения ремонта |
|
Чертежи ремонтные |
— |
Чертежи, спецификации, схемы, содержащие данные для подготовки ремонтного производства, ремонта и контроля изделия после ремонта. Эти чертежи, как правило, содержат только те изображения изделия, размеры, предельные отклонения размеров, составные части изделия, части, элементы схемы и дополнительные данные, которые необходимы для проведения ремонта и контроля изделия при выполнении ремонта и после него |
|
Техническая документация на средства оснащения ремонта |
— |
Документация, содержащая информацию для изготовления, испытания и приёмки ремонтно-технологического и имитационно-стендового оснащения ремонта. В состав документации включают РКД на изготовление, испытания и приёмку (при необходимости), технические условия (при необходимости) и ЭД |
Стадии разработки, требования к построению, содержанию и изложению РД приведены в ГОСТ 2.602-2013 «ЕСКД. Ремонтные документы». Технологические документы на ремонт выполняют в соответствии с требованиями ЕСТД.
СТ ЦКБА-ГАКС 099-2011
СТАНДАРТ ЦКБА-ГАКС
Арматура трубопроводная
РЕМОНТ
Организация ремонта и общее руководство по ремонту
Дата введения 2012-01-01
Предисловие
1 РАЗРАБОТАН Акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (АО «НПФ «ЦКБА») и ООО «Научно-производственное объединение ГАКС-АРМСЕРВИС» (ООО «НПО ГАКС-АРМСЕРВИС»).
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Приказом от 13.07.11 N 44
3 СОГЛАСОВАН:
Техническим комитетом «Трубопроводная арматура и сильфоны» (ТК 259).
ЗАО «Тулаэлектропривод»
ЗАО фирма «ПРОКОНСИМ»
4 ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ в 2014 году с изменением N 1
1 Область применения
1.1 Настоящий стандарт распространяется на трубопроводную арматуру (далее — арматуру) для различных отраслей промышленности и устанавливает:
— общие требования и рекомендации по разработке ремонтной документации для конкретных изделий;
— общие требования к организации и проведению ремонта, направленные на обеспечение промышленной и экологической безопасности, повышение качества ремонта и надежности арматуры при эксплуатации;
— объем и методы дефектации, способы ремонта, методы контроля, настройки, транспортирования и хранения арматуры после ремонта, методы испытаний составных частей в процессе ремонта;
— технологические рекомендации при изготовлении и восстановлении деталей и узлов арматуры;
— допустимые ремонтные размеры, в пределах которых можно проводить ремонт деталей и узлов, а также дефекты, при которых детали и узлы арматуры ремонту не подлежат;
— объемы, методы испытаний арматуры в сборе и сравнение показателей качества отремонтированной арматуры с ее нормативными и доремонтными значениями.
1.2 Настоящий стандарт не распространяется на выполнение ремонта приводов (электроприводов, пневмоприводов, гидроприводов и редукторов), контрольно-измерительных приборов (КИП) и других комплектующих арматуры.
1.3 При внесении предприятием-изготовителем изменений в конструкторскую документацию на арматуру и при выпуске нормативных документов, которые повлекут за собой изменение требований к отремонтированной арматуре, следует руководствоваться вновь установленными требованиями вышеуказанных документов.
2 Нормативные ссылки
2.1 В настоящем стандарте использованы ссылки на следующие нормативные документы:
ТР ТС 010/2011
Технический регламент Таможенного союза «О безопасности машин и оборудования»
Решение Комиссии ТС N 823 от 18.10.2011 г.
«Технический регламент о требованиях пожарной безопасности» Федеральный закон РФ от 22 июля 2008 г. N 123-Ф3
ГОСТ Р 12.4.026-2001 Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний
ГОСТ Р 12.4.230.1-2007 Система стандартов безопасности труда. Средства индивидуальной защиты глаз. Общие технические требования
ГОСТ Р 51672-2000 Метрологическое обеспечение испытаний продукции для целей подтверждения соответствия. Основные положения
ГОСТ Р 52376-2005 Прокладки спирально-навитые термостойкие. Типы. Основные размеры
ГОСТ Р 52720-2007 Арматура трубопроводная. Термины и определения
ГОСТ Р 52760-2007 Арматура трубопроводная. Требования к маркировке и отличительной окраске
ГОСТ Р 53402-2009 Арматура трубопроводная. Методы контроля и испытаний
ГОСТ Р 53480-2009* Надежность в технике. Термины и определения
_______________
* Номер стандарта ГОСТ Р 53480-2009 заменен на ГОСТ Р 27.002-2009 (ИУС N 4-2011), здесь и далее по тексту. — Примечание изготовителя базы данных.
ГОСТ Р 53561-2009 Арматура трубопроводная. Прокладки овального, восьмиугольного сечения, линзовые стальные для фланцев арматуры. Конструкция, размеры и общие технические требования
ГОСТ Р 53672-2009 Арматура трубопроводная. Общие требования безопасности
ГОСТ 2.602-95 Единая система конструкторской документации. Ремонтные документы
ГОСТ 8.050-73 Государственная система обеспечения единства измерений. Нормальные условия выполнения линейных и угловых измерений
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий
. Общие требования
ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302-88 Единая система защиты от коррозии и старения
. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.303-84 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 9.402-2004 Единая система защиты от коррозии и старения. Покрытия лакокрасочные
. Подготовка металлических поверхностей к окрашиванию
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.005-75 Система стандартов безопасности труда. Работы окрасочные. Общие требования безопасности
ГОСТ 12.3.009-76 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.3.025-80 Система стандартов безопасности труда. Обработка металлов резанием. Требования безопасности
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 481-80 Паронит и прокладки из него. Технические условия
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3134-78 Уайт-спирит. Технические условия
ГОСТ 3333-80 Смазка графитная. Технические условия
ГОСТ 4380-93 Микрометры со вставками. Технические условия
ГОСТ 5152-84 Набивки сальниковые. Технические условия
ГОСТ 6267-74 Смазка ЦИАТИМ-201. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9562-81 Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Допуски
ГОСТ 9847-79 Приборы оптические для измерения параметров шероховатости поверхности. Типы и основные параметры
ГОСТ 10198-91 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие технические условия
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15180-86 Прокладки плоские эластичные. Основные параметры и размеры
ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 16093-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 17756-72 Пробки резьбовые со вставками с полным профилем резьбы диаметром от 1 до 100 мм. Конструкция и основные размеры
ГОСТ 17763-72 Кольца резьбовые с полным профилем резьбы диаметром от 1 до 100 мм. Конструкция и основные размеры
ГОСТ 18322-78 Система технического обслуживания и ремонта техники. Термины и определения
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19300-86 Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 19596-87 Лопаты. Технические условия
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 21623-76 Система технического обслуживания и ремонта техники. Показатели для оценки ремонтопригодности. Термины и определения
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 25726-83 Клейма ручные буквенные и цифровые. Типы и основные размеры
ГОСТ 30893.1-2002 Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками
ГОСТ 30893.2-2002 Основные нормы взаимозаменяемости. Общие допуски. Допуски формы и расположения поверхностей, не указанные индивидуально
ПБ 10-382-00 Правила устройства и безопасной эксплуатации грузоподъемных кранов
ПНАЭ Г-7-009-89 Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка. Основные положения
ПНАЭ Г-7-010-89 Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля
ПНАЭ Г-7-014-89 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Часть 1. Контроль основных материалов (полуфабрикатов)
ПНАЭ Г-7-016-89 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Визуальный и измерительный контроль
ПНАЭ Г-7-017-89 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Радиографический контроль
ПНАЭ Г-7-018-89 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ. Капиллярный контроль
ПНАЭ Г-7-031-91 Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов атомных энергетических установок. Ультразвуковой контроль. Часть III. Измерение толщины монометаллов, биметаллов и антикоррозионных покрытий
НП-068-05 Трубопроводная арматура для атомных станций. Общие технические требования
РД 5Р.9537-80 Контроль неразрушающий. Полуфабрикаты и конструкции металлические. Капиллярные методы и средства контроля качества поверхности
ОСТ 5Р.9633-75* Сварка конструкций
специальных судовых энергетических установок из стали аустенитного и перлитного классов и железоникелевых сплавов. Основные положения
________________
* Вероятно, ошибка оригинала. Следует читать: ОСТ 5.9633-75. — Примечание изготовителя базы данных.
ОСТ 5Р.9634-75 Сварные соединения конструкций специальных судовых энергетических установок из стали аустенитного и перлитного классов и железоникелевых сплавов. Правила контроля
ОСТ 5Р.9937-84* Наплавка уплотнительных и трущихся поверхностей износостойкими материалами. Типовой технологический процесс
________________
* Вероятно, ошибка оригинала. Следует читать: ОСТ 5.9937-84. — Примечание изготовителя базы данных.
РД ЭО 0027-2005 Руководящий документ. Инструкция по определению механических свойств металла оборудования атомных станций безобразцовыми методами по характеристикам твердости
РД 03-606-03 Инструкция по визуальному и измерительному контролю
РД 2730.300.06-98 Руководящий документ. Арматура атомных и тепловых электростанций. Наплавка уплотнительных поверхностей. Технические требования
СТ ЦКБА 005.1-2003 Арматура трубопроводная. Металлы, применяемые в арматуростроении. Часть 1. Основные требования к выбору материалов
СТ ЦКБА 010-2007 Арматура трубопроводная. Поковки, штамповки и заготовки из проката. Технические требования
СТ ЦКБА 014-2004 Арматура трубопроводная. Отливки стальные. Общие технические условия
СТ ЦКБА 016-2005 Арматура трубопроводная. Термическая обработка деталей, заготовок и сварных сборок из высоколегированных сталей, коррозионностойких и жаропрочных сплавов
СТ ЦКБА-СОЮЗ-СИЛУР-019-2012 Арматура трубопроводная. Уплотнения на основе терморасширенного графита. Общие технические требования
СТ ЦКБА 025-2006 Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
СТ ЦКБА 026-2005 Арматура трубопроводная. Термическая обработка заготовок из углеродистых и легированных конструкционных сталей. Типовой технологический процесс
СТ ЦКБА 030-2006 Арматура трубопроводная. Пружины винтовые цилиндрические. Общие технические условия
СТ ЦКБА 037-2006 Арматура трубопроводная. Узлы сальниковые. Конструкция и основные размеры. Технические требования
СТ ЦКБА 042-2008 Арматура трубопроводная. Покрытия электролитические, химические, анодные
и диффузионные. Технические требования
СТ ЦКБА 046-2007 Арматура трубопроводная. Методы обезжиривания
СТ ЦКБА 053-2008 Арматура трубопроводная. Наплавка и контроль качества наплавленных поверхностей. Технические требования
СТ ЦКБА 058-2008 Арматура трубопроводная. Прокладки уплотнительные из паронита и резины. Размеры и технические требования
СТ ЦКБА 059-2008 Арматура трубопроводная. Антифрикционные смазки. Область применения, нормы расхода и методы нанесения
СТ ЦКБА 061-2010 Арматура трубопроводная. Временная противокоррозионная защита. Общие требования к выбору средств и методам защиты
СТ ЦКБА-СОЮЗ-067-2008 Арматура трубопроводная. Прокладки спирально-навитые термостойкие для соединений «корпус-крышка». Типы, основные размеры и технические требования
СТ ЦКБА 075-2009 Арматура трубопроводная. Приготовление графитовой смазки
СТ ЦКБА 081-2009 Арматура трубопроводная. Порядок восстановления паспортов
СТ ЦКБА 082-2009 Арматура трубопроводная. Входной контроль
СТ ЦКБА 089-2010 Арматура трубопроводная. Заварка дефектов отливок. Технические требования
СТ ЦКБА 091-2011 Арматура трубопроводная. Определение механических свойств стали на основе измерения твердости
СТ ЦКБА 098-2011 Арматура трубопроводная. Ремонт наплавки. Технические требования
3 Термины, определения и сокращения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 назначенный срок службы:
Календарная продолжительность эксплуатации, при достижении которой эксплуатация объекта должна быть прекращена независимо от его технического состояния.
3.1.2 неработоспособное состояние:
Состояние изделия, при котором оно неспособно выполнять требуемую функцию любой причине*. [ГОСТ Р 53480]
________________
* Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
3.1.3 номинальный диаметр DN:
Параметр, применяемый для трубопроводных систем в качестве характеристики присоединяемых частей арматуры. [ГОСТ Р 52720]
3.1.4 работоспособное состояние:
Состояние изделия, при котором оно способно выполнить требуемую функцию при условии, что предоставлены необходимые внешние ресурсы. [ГОСТ Р 53480]
Примечание — Изделие в одно и то же время может находиться в работоспособном состоянии для некоторых функций
и в неработоспособном состоянии для других функций.
(измененная редакция, изм. N 1)
3.1.5 ресурс:
Суммарная наработка изделия в течение срока службы. [ГОСТ Р 53480]
3.1.6 срок службы:
Продолжительность эксплуатации изделия или ее возобновления после капитального ремонта до наступления предельного состояния. [ГОСТ Р 53480]
3.1.7 цикл:
Перемещение запирающего элемента из исходного положения «открыто» («закрыто») в противоположное и обратно, связанное с выполнением основной функции данного вида арматуры. [ГОСТ Р 52720]
3.1.8 предельное состояние:
Состояние изделия, при котором его дальнейшая эксплуатация недопустима или нецелесообразна по причинам опасности, экономическим или экологическим. [ГОСТ Р 53480]
3.1.9 остаточный ресурс:
Ресурс, исчисляемый от значения наработки в текущий момент времени. [ГОСТ Р 53480]
Примечание — Средний (гамма-процентный ресурс) остаточный срок службы определяют аналогично среднему (гамма-процентному) сроку службы. Средний (гамма-процентный) остаточный ресурс определяют аналогично среднему (гамма-процентному) ресурсу.
3.1.10 дефект:
Каждое отдельное несоответствие продукции установленным требованиям. [ГОСТ 15467]
3.1.11 техническое обслуживание:
Комплекс операций или операция по поддержанию работоспособности или исправности изделия при использовании по назначению, ожидании, хранении и транспортировании. [ГОСТ 18322]
3.1.12 периодичность технического обслуживания (ремонта):
Интервал времени или наработка между данным видом технического обслуживания (ремонта) и последующим таким же видом или другим большей сложности. [ГОСТ 18322]
3.1.13 ремонт:
Комплекс операций по восстановлению исправности или работоспособности изделий и восстановлению ресурсов изделий или их составных частей. [ГОСТ 18322]
3.1.14 текущий ремонт:
Ремонт, выполняемый для обеспечения или восстановления работоспособности изделия и состоящий в замене и (или) восстановлении отдельных частей. [ГОСТ 18322]
3.1.15 средний ремонт:
Ремонт, выполняемый для восстановления работоспособности и частичного восстановления ресурса арматуры с заменой или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей, выполняемом в объеме, установленном в нормативно-технической документации. [ГОСТ 18322]
3.1.16 капитальный ремонт:
Ремонт, выполняемый для восстановления работоспособности и полного или близкого к полному восстановлению ресурса изделия с заменой или восстановлением любых его частей, включая базовые. [ГОСТ 18322]
3.1.17 запирающий элемент:
Подвижная часть затвора, связанная с приводом, позволяющая при взаимодействии с седлом осуществлять управление потоком рабочих сред путем изменения проходного сечения и обеспечивать определенную герметичность [ГОСТ Р 52720].
3.1.18 регулирующий элемент:
Часть затвора, как правило, подвижная и связанная с приводом или чувствительным элементом, позволяющая при взаимодействии с седлом осуществлять управление (регулирование) потоком рабочей среды путем изменения проходного сечения [ГОСТ Р 52720]
3.1.19 номинальное давление PN:
Наибольшее избыточное рабочее давление при температуре рабочей среды 293 К (20°С), при котором обеспечивается заданный срок службы (ресурс) корпусных деталей арматуры, имеющих определенные размеры, обоснованные расчетом на прочность при выбранных материалах и характеристиках прочности их при температуре 293 К (20°С). [ГОСТ Р 52720]
3.1.20 рабочее давление Рр:
Наибольшее избыточное давление, при котором возможна длительная работа арматуры при выбранных материалах и заданной температуре. [ГОСТ Р 52720]
3.1.21 пробное давление Рпр (Ph):
Избыточное давление, при котором следует проводить гидравлическое испытание арматуры на прочность и плотность водой при температуре не менее 278 К (5°С) и не более 343 К (70°С), если в документации не указана другая температура. [ГОСТ Р 52720]
3.2 В настоящем стандарте использованы следующие сокращения и обозначения:
АС — атомная станция;
ВРК — ведомость документов для капитального ремонта;
ВРС — ведомость документов для среднего ремонта;
DN — номинальный диаметр;
ЗИП — запасные части, инструмент, приспособления;
КД — конструкторская документация;
МО РФ — Министерство обороны Российской Федерации;
НД — нормативная документация;
ОТК — отдел технического контроля;
ПС — паспорт;
РД — ремонтные документы на конкретный тип арматуры или на группу однотипных изделий;
РЧ — ремонтные чертежи;
РТ — текущий ремонт;
РС — средний ремонт;
РК — капитальный ремонт;
РЭ — руководство по эксплуатации;
УК — технические условия на капитальный ремонт;
УС — технические условия на средний ремонт;
4 Организация ремонта
4.1 Основные положения
4.1.1 На каждом предприятии, эксплуатирующем арматуру, должны быть назначены должностные лица, ответственные за планирование, организацию и контроль за выполнением ремонта, в том числе за:
— периодичность и объемы работ;
— длительность циклов ремонта;
— безопасность выполнения ремонта;
— наличие и полноту заполнения эксплуатационной документации;
— обеспечение подготовки и проведения ремонта;
— соблюдение сроков технической ревизии и графика ремонта;
— качество проведения ревизии и ремонта.
4.1.2 Ремонт арматуры должен выполняться по ремонтной документации, разработанной по ГОСТ 2.602, согласованной и утвержденной в установленном порядке, с учетом правил безопасности надзорных органов, действующих для конкретных производств (например [3]).
(измененная редакция, изм. N 1)
4.1.3 Процесс организации ремонтного производства трубопроводной арматуры состоит из двух основных частей или этапов:
— техническая подготовка ремонтного производства;
— непосредственное осуществление ремонтного производства.
4.1.4 Техническая подготовка ремонтного производства — это комплекс мероприятий, включающих:
— обоснование экономической целесообразности ремонта арматуры;
— разработку ремонтной конструкторской документации;
— анализ применяемых процессов и совершенствование технологии восстановления деталей;
— выбор технологической оснастки;
— выбор универсального и специализированного технологического оборудования;
— выбор средств измерений и технического контроля;
— выбор процессов и средств испытаний;
— отладку технологических процессов в целях достижения установленных уровней качества и экономической эффективности.
На рисунке 1 представлена структурная схема системы технической подготовки ремонтного производства арматуры по полному комплексу работ, выполнение которых характеризует целостность и законченность системы. В систему включены научные исследования по различным направлениям, конструкторская, технологическая и организационная подготовка.
Рисунок 1 — Схема системы технической подготовки ремонтного производства арматуры
4.1.4.1 Техническая подготовка должна предшествовать этапу практического ведения ремонтного производства.
Содержанием процессов научного обеспечения служат:
— проведение исследований и инженерных расчетов;
— проектирование и конструирование изделий, оснастки, специального технического оборудования;
— разработка новых технологических процессов, форм и методов организации производства и труда;
— стандартизация и унификация;
— экспериментирование;
— экономические расчеты обоснования.
В ходе выполнения работ должна разрабатываться техническая, технологическая, организационно-плановая и экономическая документации, на основании которых развертывается ремонт арматуры. В работах могут участвовать научные сотрудники и инженерно-технические работники различных специальностей: конструкторы, технологи, экономисты и организаторы производства специализированных научных организаций.
4.1.4.2 Конструкторская подготовка ремонтного производства заключается в разработке ремонтной конструкторской документации, регламентирующей параметры восстановления деталей и узлов арматуры. Она должна отражать технические характеристики арматуры, выпускаемой ремонтными предприятиями.
В ремонтной документации должны быть указаны основные технические параметры отремонтированной арматуры и их отклонения от параметров новой.
Ремонтная документация должна содержать комплекты чертежей для ремонта, нормы расхода запасных частей и материалов, технические условия на ремонт, руководство по ремонту.
Разработка ремонтной документации арматуры должна основываться на изучении ресурса деталей, узлов и агрегатов в условиях эксплуатации. При ее разработке должны учитываться данные испытаний, а также наблюдений, позволяющие установить частоту и характер отказов, характерные производственные и эксплуатационные дефекты и износы.
4.1.4.3 Технологическая подготовка ремонтного производства должна включать разработку операционных и маршрутных карт, технологические инструкции, ведомость оснастки, ведомость оборудования, ведомость средств контроля и измерений.
Разработка технологии ремонта и восстановления деталей должна начинаться с изучения технологии изготовления поступившей в ремонт арматуры и её деталей в специализированном производстве для получения аналогичных выходных параметров. Подлежат изучению лишь те элементы, использование которых обеспечивает получение названных параметров.
Подлежат изучению также специфические операции, характерные для ремонтного производства, и особенно те, которые практически отсутствуют при первичном производстве арматуры (очистка от эксплуатационных загрязнений, разборка, дефектация и др.).
В процессе технологической подготовки ремонтного производства должна разрабатываться и изготавливаться оснастка, приспособления, съемники и специальный инструмент, обеспечивающие выполнение разработанной технологии.
Инструмент, приборы и приспособления, применяемые для контроля и измерения деталей арматуры, должны пройти проверку, иметь паспорта и соответствующее клеймо.
4.1.4.4 Организационная подготовка должна включать расчет основных параметров ремонтного производства: фонда времени, продолжительности нахождения арматуры в ремонте, фронта ремонта, скорости движения ремонта.
Организация производства должна предусматривать проектирование производственной структуры, конструкторских и технологических служб, ремонтного и других хозяйств и подразделений.
В подготовку ремонтного производства входит:
— разработка документации, регламентирующей деятельность инженерно-технического персонала и рабочих;
— организация рабочих мест и их обслуживание в соответствии с особенностями производства ремонта;
— формирование проектов рабочих мест на основе учета технических, экономических и эргономических требований;
— разработка порядка оснащения рабочих мест необходимым оборудованием и оснасткой, технологическими картами, инструкциями и другими документами, регламентирующими расход материалов, инструмента, пара, воды и сжатого воздуха.
Организационная подготовка ремонтного производства должна включать организацию управления.
Организация ремонтного производства должна состоять в реализации подготовительных мероприятий и осуществлении технологических процессов восстановительного ремонта. Структура производственного процесса ремонта арматуры представлена на рисунке 2. Производственный процесс ремонтного производства является составной частью системы технического обслуживания и ремонта арматуры. Система создается руководством на основе политики предприятия, направленной на получение наивысшей эффективности функционирования организации как единого организма. Система технического обслуживания и ремонта арматуры обеспечивает не только нормальное функционирование технологических объектов, чем создает предпосылки эффективности предприятия, но еще и вносит непосредственный вклад в структуру экономической эффективности за счет значительного снижения затрат на приобретение новой арматуры.
Рисунок 2 — Схема структуры производственного процесса ремонта арматуры
4.1.5 Ремонтный производственный процесс базируется на трех основных элементах:
-
1) технологическом оснащении оборудования оснасткой, инструментом;
-
2) нормативно-технологическом обеспечении документацией;
-
3) организационном объединении технических средств, подкрепленных системой документов и людских ресурсов.
4.1.5.1 Ремонтный производственный процесс — это замкнутый процесс, объединяющий подготовку ремонта и осуществление ремонта. Как только вновь изготовленная арматура поступает на монтаж и на эксплуатацию, она сразу же должна вступать в сферу подготовки к техническому обслуживанию и ремонтам. Монтаж и ввод в эксплуатацию арматуры определяют начальный (исходный) момент эксплуатации, от которого начинается отсчет этого этапа ее жизненного цикла. Последующий период эксплуатации чередуется с периодами проведения технического обслуживания, на основе которого документируются обнаруженные повреждения и выявленные отказы с указанием причин их появления. Документирование позволяет набирать статистику, прогнозировать будущий процесс восстановительного ремонта, минимизировать срок нахождения арматуры в ремонте.
Восстановительный ремонт арматуры осуществляется в соответствии с последовательностью выполнения технологического процесса, определенного структурой производственного процесса и технологической документацией, реализованных в расположении вспомогательного и основного технологического оборудования на производственных площадях.
4.1.5.2 При организации ремонта арматуры используются две основные организационные формы: цех или производственный участок по ремонту арматуры.
Цех — это производственное административно обособленное подразделение предприятия, в котором выполняется определенная стадия производственного процесса ремонта.
Производственный участок — это совокупность территориально обособленных рабочих мест, где коллективом рабочих выполняются различные операции по изготовлению одинаковой или однотипной продукции.
4.1.5.3 Расположение технологического оборудования для ремонта.
На расположение технологического оборудования оказывают влияние следующие условия и факторы:
-
1) необходимость проведения минимальных работ по восстановлению качества арматуры при проведении ремонта арматуры;
-
2) номенклатура и объем арматуры, подлежащей ремонту;
-
3) Массогабаритные характеристики ремонтируемой арматуры (это должно учитываться при определении применяемого специального технологического оборудования и подъемно-транспортных средств);
-
4) технологические процессы, принятые для восстановительного ремонта арматуры;
-
5) состояние производственных площадей, отведенных для организации производственной базы службы ремонта арматуры.
4.1.5.4 Проект расположения технологического оборудования оформляется в виде планировки цеха или участка, которая утверждается техническим руководством и является основным документом, определяющим размещение оборудования внутрипроизводственных помещений.
В цехе или на участке должны создаваться необходимые проезды и проходы, обеспечиваться свободный доступ к агрегатам и оборудованию при ремонте арматуры. Должно обеспечиваться соблюдение норм производственных площадей, приходящихся на единицу оборудования и на одного рабочего.
4.1.5.5 Ремонтный цех (участок) должен содержать (в основном) следующие участки (отделения):
-
1) разборки, сборки, дефектации;
-
2) мойки;
-
3) механической обработки;
-
4) наплавки уплотнений;
-
5) сварки;
-
6) шлифовки и притирки;
-
7) пневмогидроиспытаний.
Кроме этого, в составе цеха (участка) по ремонту арматуры должны быть заточное, заготовительное, инструментальное отделения, площадки складирования деталей, заготовок, проката и т.д.
Цех (участок) должен иметь два складских помещения, в которых раздельно накапливается поступающая в ремонт и выходящая из ремонта арматура.
Участки (отделения) должны располагаться так, чтобы максимально приблизиться к поточному производству, избегая встречных транспортных потоков. На каждом участке (отделении) должно сосредотачиваться технологическое оборудование одного функционального назначения с техническими характеристиками, обеспечивающими получение после технологического воздействия на объект ремонта показателей качества деталей, узлов и арматуры в целом.
Систематизированный перечень оборудования для использования при всех видах ремонта и контроля трубопроводной арматуры, а также при ее изготовлении, приведен в приложении «А».
4.1.6 Определение общего объема ремонтных работ, потребности в обеспечении материалами, комплектующими, изготовлении (восстановлении) деталей и узлов арматуры должно проводится на основании эксплуатационных документов, актов осмотров, дефектации, документов о последнем ремонте, результатов испытаний и плана мероприятий по повышению надежности эксплуатации конкретного типа арматуры.
В ведомость объема работ должен быть включен перечень дефектов деталей и узлов арматуры, подлежащих ремонту, согласно техническим требованиям на дефектацию и ремонт.
4.1.7 Для организации и проведения ремонта арматуры должны быть разработаны единичные и типовые технологические процессы с целью качественного восстановления ее работоспособности.
Технологический процесс должен содержать:
— требования к арматуре, поступающей в ремонт;
— технологическую последовательность операций и переходов для выполнения ремонта;
— приемы и способы выполнения ремонта арматуры и методы контроля;
— сведения о технологической оснастке, режущих и мерительных инструментах и об их применении при ремонте и нормы времени;
— сведения по технике безопасности при проведении ремонта арматуры.
4.1.8 В период подготовки к ремонту арматуры должен быть составлен план организации ремонта, включающий методы обеспечения выполнения основных ремонтных работ (установка такелажных приспособлений, способы подачи сжатого воздуха, напряжения для сварочных работ, обеспечение проведения ремонта транспортными средствами и т.д.).
4.1.9 Требования к персоналу
4.1.9.1 Ремонт арматуры должен выполнять обученный и аттестованный персонал.
4.1.9.2 Перед проведением ремонта арматуры персонал, выполняющий снятие арматуры с трубопровода, ее разборку, промывку, дефектацию, механическую обработку, слесарные работы и испытания, должен изучить требования техники безопасности, ремонтную конструкторскую документацию и эксплуатационную документацию.
4.1.9.3 Требования к квалификации сварщиков, специалистов сварочного производства и специалистов неразрушающего контроля — по СТ ЦКБА 025.
4.1.9.4 Требования к квалификации сварщиков по наплавке — по СТ ЦКБА 098.
4.1.9.5 Квалификация специалистов механосборочных работ и испытателей должна соответствовать технологии выполнения ремонта. Рекомендуемый квалификационный разряд указанных специалистов не ниже 4.
4.2. Технологические особенности систем и видов ремонта арматуры
4.2.1 В промышленности действуют следующие системы ремонтов:
— система стандартных ремонтов;
— система периодических ремонтов.
4.2.1.1 Система стандартных ремонтов.
Система предусматривает выполнение ремонтов в определенные сроки с обязательной заменой определенных деталей (независимо от их состояния) и с обязательным применением предусмотренного для данного вида ремонта технологического оборудования и ремонтных операций.
4.2.1.2 Система периодических ремонтов
В условиях данной системы потребность арматуры в ремонте определяется путем выполнения через установленное число отработанных ею часов осмотров и проверок. Система предусматривает методику определения нормального объема ремонтных работ и плановые величины трудоемкости ремонтов. Осмотры и проверки проводятся для уточнения подлежащих замене деталей с целью заблаговременного изготовления новых, а также для выполнения профилактических и регулировочно-наладочных работ.
Арматура не является функционально самостоятельным оборудованием. Она выполняет свои функции только в составе более крупной системы, технологические процессы в которой осуществляются с использованием трубопроводного транспорта. В этой связи ремонт арматуры подчинен интересам системы, элементом которой она является. Основные главенствующие виды оборудования агрегатов и подсистем подвергаются ремонтам, построенным на основе планово-предупредительного подхода. Совокупность мероприятий, обеспечивающих планово-предупредительный характер выполняемых ремонтов, называют системой планово-предупредительного ремонта (ППР), построенной с учетом отраслевых особенностей.
Преимуществом планово-предупредительного ремонта является заранее известный срок его выполнения, позволяющий вести подготовку к осуществлению ремонта, как ремонтной службе, так и производству, обеспечивая необходимые материальные, финансовые и трудовые ресурсы. При правильно назначаемых сроках ремонта исключается возможность прогрессирующего износа деталей и арматуры в целом. Это способствует значительному сокращению общего объема ремонтных работ, выполняемых для поддержания работоспособности арматуры и экономии ресурсов.
4.2.1.3 При планировании и организации ремонта арматуры должны быть учтены:
— отраслевые особенности, изложенные в документах Ростехнадзора, строительных нормах и правилах;
— показатели надежности и показатели безопасности арматуры, записанные в эксплуатационной документации (ПС и РЭ), при этом должны соблюдаться назначенные показатели (назначенный срок службы, назначенный ресурс, назначенные показатели выемных частей, и т.д.).
Ремонт арматуры должен осуществляться в те же сроки, что и ремонт функционально более значимого оборудования. Состояние арматуры, поступившей в ремонт, может быть различным и для восстановления работоспособности должны быть выполнены различные виды ремонта, начиная от текущего и кончая капитальным.
4.2.1.4 Технологические маршруты ремонтов и их базовые операции.
В практике эксплуатации арматуры используются техническое обслуживание и ремонты. При техническом обслуживании осуществляют поддержание арматуры в исправном состоянии, а при ремонте — восстановление исправного состояния арматуры. Функциональным отличительным признаком ремонтов является комплекс операций по восстановлению исправности или работоспособности арматуры.
4.2.2 Виды проводимых ремонтов трубопроводной арматуры
4.2.2.1 Технологические принципы построения системы ремонта
В качестве важнейших показателей качества, подлежащих оценке при ремонте арматуры, должны быть приняты:
— герметичность относительно окружающей среды;
— герметичность затвора;
— функционирование (работоспособность).
Основываясь на этом, в качестве условий систематизации ремонта арматуры должны быть приняты технологические операции или совокупность технологических операций, позволяющие:
— диагностировать состояние арматуры в процессе эксплуатации;
— оценить показатели качества арматуры на этапе контроля проведенного ремонта;
— восстанавливать показатели качества арматуры, используя минимальную совокупность технологических операций;
— восстанавливать показатели качества арматуры, используя расширенный перечень технологических операций, механической обработки и доводки;
— восстанавливать показатели качества арматуры, используя наиболее широкий перечень технологических операций (механической обработки и доводки) при изготовлении деталей.
На основе этих признаков должны быть разработаны типовые виды ремонта арматуры и определен состав типовых технологических процессов.
Типовыми видами ремонта арматуры являются:
— текущий ремонт (РТ);
— средний ремонт (РС);
— капитальный ремонт (РК).
4.2.2.2 Текущий ремонт арматуры
Текущий ремонт осуществляется с целью приведения арматуры из неисправного в исправное или работоспособное состояние. Проводится восстановление изношенных поверхностей, замена деталей и узлов с минимальными затратами материальных, финансовых и трудовых ресурсов, с использованием присущих ему технологических операций или их совокупностей. Стоимость текущего ремонта относительно стоимости вновь изготовленной на специализированном предприятии арматуры должна находиться в диапазоне от 5 до 15% от стоимости нового изделия. При нормальном оснащении ремонтных служб процесс текущего ремонта может осуществляться как при демонтаже арматуры с трубопровода, так и без него. Выполнение текущего ремонта предполагает следующие действия:
-
1) частичная разборка арматуры;
-
2) частичная очистка и промывка деталей и узлов;
-
3) замена сальниковой набивки;
-
4) ремонт уплотнительных поверхностей с использованием операций притирки и шлифовки;
-
5) инструментальный контроль уплотнительных поверхностей по параметрам шероховатости и волнистости;
-
6) проведение некоторых видов пневмогидравлических испытаний фланцевых и прокладочных соединений, сальника, затвора.
Типовая схема технологического маршрута текущего ремонта приведена на рисунке 3 и построена из условия маршрута восстановления функциональности базовых деталей, которыми для любого типа арматуры являются корпусные детали (корпус, крышка) и запирающий или регулирующий элемент затвора.
Основным технологическим отличием текущего ремонта от технического обслуживания и других видов ремонта являются:
-
1 — использование для восстановления уплотнительных поверхностей затворов только доводочных операций в виде шлифовки и притирки (операция 02, рисунок 3);
-
2 — инструментальный контроль уплотнительных поверхностей по параметрам только шероховатости и волнистости (операция 03, рисунок 3);
-
3 — проведение отдельных видов пневмогидравлических испытаний (операция 05, рисунок 3).
Рисунок 3 — Схема технологического маршрута текущего ремонта арматуры
4.2.2.3 Средний ремонт арматуры
Средний ремонт осуществляется с целью приведения арматуры из неисправного в исправное или работоспособное состояние и восстановления ресурса отдельных узлов.
При среднем ремонте проводится восстановление изношенных поверхностей, замена деталей и узлов с затратами материальных, финансовых и трудовых ресурсов, составляющих от 15 до 30% стоимости вновь изготовленной арматуры на специализированном арматурном предприятии и с использованием специфических для него технологических операций или их совокупностей.
Процесс среднего ремонта осуществляется в стационарных условиях на арматуре, демонтированной с трубопровода.
При оснащении ремонтных служб переносным оборудованием средний ремонт может осуществляться и в полевых условиях без демонтажа арматуры с трубопровода.
Выполнение среднего ремонта предполагает следующую совокупность действий:
-
1) полная или неполная разборка изделия;
-
2) полная или неполная промывка и очистка деталей и узлов;
-
3) дефектация быстроизнашивающихся, крепежных и корпусных деталей и узлов;
-
4) дефектация неподвижных и подвижных уплотнительных поверхностей фланцевых, сальниковых соединений и запирающих элементов затворов;
-
5) замена сальниковой набивки, откидных болтов или шпилек фланца сальника, ходовых гаек, крепежных деталей, признанных отбракованными, прокладок и т.д.;
-
6) восстановление уплотнительных поверхностей с использованием не только слесарного инструмента, шлифовки и притирки, но также механической обработки на специализированном металлорежущем оборудовании, или с применением специализированной оснастки;
-
7) инструментальный контроль шероховатости и волнистости уплотнительных поверхностей затвора, угловых размеров и погрешностей взаимного положения уплотнений;
-
 проведение неполного объема кинематических и пневмогидравлических испытаний прокладочных соединений, сальников, сильфонов, затворов.
проведение неполного объема кинематических и пневмогидравлических испытаний прокладочных соединений, сальников, сильфонов, затворов.
 проведение неполного объема кинематических и пневмогидравлических испытаний прокладочных соединений, сальников, сильфонов, затворов.
проведение неполного объема кинематических и пневмогидравлических испытаний прокладочных соединений, сальников, сильфонов, затворов.Типовая схема технологического маршрута среднего ремонта приведена на рисунке 4 и построена на условиях восстановления наиболее функционально значимых основных деталей арматуры, что и схема текущего ремонта.
Основными технологическими отличиями среднего ремонта от других видов ремонта являются:
-
1 — обязательное использование для восстановления уплотнительных поверхностей затвора операций механической обработки с использованием специализированной оснастки или специализированного мобильного металлорежущего оборудования (операция 02, рисунок 4);
-
2 — инструментальный контроль не только шероховатости и волнистости уплотнительных поверхностей затвора, но также угловых размеров и погрешностей взаимного положения уплотнений (операции 03, 05, рисунок 4);
-
3 — проведение неполного объема как кинематических, так и пневмогидравлических испытаний (операция 07, рисунок 4).
Рисунок 4 — Схема технологического маршрута среднего ремонта арматуры
4.2.2.4 Капитальный ремонт арматуры
Капитальный ремонт трубопроводной арматуры осуществляется с целью восстановления ресурса, оцениваемого важнейшими показателями качества. При капитальном ремонте проводится восстановление изношенных поверхностей, замена деталей и узлов с материальными, финансовыми и трудовыми затратами, составляющими от 30 до 50% стоимости вновь изготовленной арматуры на специализированном предприятии, а также использования при восстановлении присущих этому ремонту технологических операций или их совокупностей.
Процесс капитального ремонта проводится в стационарных условиях, когда арматура демонтирована с трубопровода.
Капитальный ремонт трубопроводной арматуры предполагает выполнение следующих действий:
-
1) полная разборка изделия;
-
2) полная очистка и промывка деталей и комплектующих;
-
3) визуальная и инструментальная дефектация всех деталей;
-
4) замена сальниковых набивок, прокладок, ходовых гаек, откидных болтов, изношенных крепежных деталей;
-
5) восстановление изношенных деталей, не относящихся к корпусным, методами напыления, газовой наплавки, наплавки под слоем флюса и т.д., с последующей механической обработкой;
-
6) восстановление прочностных характеристик корпусных деталей арматуры с использованием сварки, наплавки;
-
7) восстановление уплотнительных поверхностей арматуры с использованием наплавки в среде защитных газов или под слоем флюса с последующей механической обработкой, шлифовкой, притиркой;
-
инструментальный контроль всех метрических параметров уплотнительных поверхностей перед сборкой арматуры;
-
9) полная сборка арматуры и проведение всего объема кинематических и пневмогидравлических испытаний в соответствии с нормативно-технической документацией.
Типовая схема технологического маршрута капитального ремонта приведена на рисунке 5 и построена на условиях маршрута восстановления основных деталей арматуры. По своему составу процесс капитального ремонта более технологически насыщен, однако значительно уступает базовому процессу первоначального изготовления.
Основным технологическим отличием капитального ремонта от других видов ремонта является:
-
1 — обязательное использование для восстановления ресурса уплотнительных поверхностей затвора операций наплавки, позволяющих получить возобновленный химический состав и физико-механические свойства материала уплотнения в соответствии с требованиями нормативно-технической документации (операция 03, рисунок 5);
-
2 — инструментальный контроль всей совокупности метрических параметров и важнейших свойств материала уплотнения (операции 03, 05, 07, рисунок 5);
-
3 — проведение полного объема кинематических и пневмогидравлических испытаний арматуры, определенных нормативно-технической документацией для вновь изготовленного изделия, если это не оговорено особо (операция 09, рисунок 5).
4.2.2.5 Рассмотренные технологические особенности видов ремонта арматуры необходимо учитывать при формировании систем планово-предупредительных ремонтов применительно к задачам различных отраслей промышленности.
Рисунок 5 — Схема технологического маршрута капитального ремонта арматуры
4.2.2.6 Технологический аспект оценки ремонтов трубопроводной арматуры позволяет:
— достаточно четко провести грань раздела между техническим обслуживанием и ремонтом в процессе эксплуатации арматуры;
— осуществить упорядочение и систематизацию восстановительных ремонтов арматуры, как функционально самостоятельного объекта ремонта;
— целенаправленно и системно формировать ремонтные службы потребителей арматуры на основе поэтапной их организации, имеющей функционально-технологическую завершенность, способствующую минимизации капитальных затрат и сокращению сроков их окупаемости;
— гарантировать обеспечение отработанными технологическими методами показателей качества в пределах их нормативных значений после выполнения того или иного вида восстановительного ремонта.
4.2.2.7 Требования по повышению технологичности арматуры при ремонте
Повышение технологичности арматуры при ремонте достигается:
— повышением контролепригодности;
— доступностью к деталям и узлам арматуры;
— легкосъемностью и взаимозаменяемостью деталей и узлов арматуры;
— монтажепригодностью;
— восстанавливаемостью деталей, узлов арматуры в целом;
— унификацией и стандартизацией деталей и узлов;
Показатели технологичности при ремонте приведены в приложении Б.
4.3 Подготовка арматуры и ее составных частей к дефектации и ремонту
4.3.1 Арматура при эксплуатации должна проходить плановые периодические осмотры по технологическому регламенту эксплуатирующего предприятия с учетом требований РЭ (рекомендуется не реже, чем один раз в 6 месяцев) с фиксацией выявленных дефектов. Перечень возможных отказов (дефектов, приводящих к ним) и мероприятий по устранению их приведен в приложении В.
4.3.2 Сдача арматуры в ремонт и приемка из ремонта должна осуществляться в соответствии с настоящим стандартом, действующим на предприятии, выполняющем ремонт, положением или другим НД.
4.3.3 Для выполнения ремонта арматуры должны устанавливаться методы, объем и средства технического контроля, определяющие состояние деталей, сборочных единиц и арматуры в целом, требованиям, изложенным в РД, УК (УС) и настоящего стандарта.
4.3.4 Требования, предъявляемые к метрологическому обеспечению при ремонте арматуры:
— средства измерений, применяемые при измерительном контроле и испытаниях, не должны иметь погрешностей, превышающих установленные ГОСТ 8.051 с учетом требований ГОСТ 8.050;
— средства измерений, применяемые при измерительном контроле и испытаниях, должны быть поверены в установленном порядке и пригодны к эксплуатации;
— нестандартизованные средства измерений должны быть аттестованы;
— допускается замена средств измерений, предусмотренных в настоящем стандарте, если при этом величина погрешности измерений не изменяется в большую сторону и соблюдаются требования безопасности выполнения работ;
— оборудование, приспособления и мерительный инструмент при обработке и сборке должны обеспечивать точность, которая соответствует допускам, приведенным в КД на конкретное изделие.
4.3.5 Осмотр арматуры до ремонта должен проводиться на отключенных участках трубопровода (или на остановленном оборудовании) после удаления из ее полости рабочей среды. Цель проверки — выявление состояния узлов и деталей арматуры и определение объема работ.
При осмотре арматура должна проверяться на соответствие требованиям КД по:
— прочности крепления привода к арматуре;
— корпусным деталям, в том числе по сварным соединениям и наплавкам;
— прокладочным соединениям;
— сальниковым узлам.
Ослабление крепежа не допускается. В случае необходимости прокладочные соединения и сальник должны быть подтянуты с соблюдением требований безопасности. При ослаблении затяжки крепежа в прокладочных соединениях и сальнике должна быть проверена равномерность и возможность дальнейшей затяжки крепежа по наличию равномерности зазора между корпусом и крышкой, а также равномерности кольцевого зазора между шпинделем и фланцем сальника (или втулкой сальника) и возможностью дальнейшей подтяжки сальника.
Ходовая резьба и гладкая часть шпинделя не должны иметь задиров.
Смазка в бугельном узле и на резьбе шпинделя должна быть обильной. При осмотре необходимо пополнять бугельный узел смазкой посредством масленки или нанесением кисточкой на резьбу шпинделя.
Результаты осмотров должны быть занесены в журнал с указанием наименования, обозначения и заводского номера арматуры, даты осмотра, выявленных дефектов, за подписью лица, проводившего осмотр.
4.3.6 При демонтаже и транспортировке фланцевой арматуры уплотнительные поверхности магистральных фланцев должны быть защищены от повреждения. Затвор арматуры должен быть закрыт, а магистральные патрубки заглушены.
При вырезке арматуры, присоединенной к трубопроводу путем приварки, место разреза должно располагаться за сварным стыком в сторону трубопровода на расстоянии не менее 0,7 DN, но не более 0,5 м от каждого стыка.
4.3.7 Перед поступлением в ремонтный цех или на ремонтное предприятие снятая с трубопровода арматура должна быть очищена от рабочей среды внутри и снаружи с целью подготовки к разборке и дефектации каждого узла и каждой детали. При этом производится предварительная очистка ее от грязи, наростов, ржавчины, старой смазки и т.д.
4.3.8 При визуальном контроле арматура, сдаваемая в ремонт, должна быть проверена на:
— комплектность непосредственно самой арматуры;
— наличие сопроводительной документации;
— отсутствие рабочего продукта внутри арматуры.
Арматура, поступающая в ремонт, должна иметь следующую сопроводительную документацию в соответствии с ГОСТ 2.602:
— паспорт ПС;
— руководство по эксплуатации РЭ;
— выписку из журнала регламентного обслуживания с записью о сроке службы, наработке циклов, об отказах (неисправностях) и методах их устранения за предыдущий период эксплуатации;
— данные по материалам основных сборочных единиц и деталей.
4.3.9 Арматура в сборе, а также детали и узлы арматуры после разборки должны быть промыты и очищены от остатков рабочей среды, грязи, посторонних включений.
Способы промывки узлов и деталей должны быть приведены в технических условиях на ремонт УК, (УС) на конкретное изделие, исходя из технических возможностей ремонтного цеха или ремонтного предприятия. Рекомендуемые способы промывки узлов и деталей и моющие растворы приведены в приложении Г.
Очистка деталей после разборки узлов и деталей необходима для их осмотра и выявления дефектов: трещин, задиров, царапин, коррозии, выкрашивания металла, а также для дальнейшей технологической обработки или консервации.
Выбор способа очистки и группы моющих средств зависит от:
— вида загрязнения;
— необходимой чистоты поверхности;
— наличия моечного оборудования, его конструкции и степени механизации;
— санитарно-гигиенических и экономических требований.
Снятие общей коррозии должно проводиться методом зачистки. Зачистка должна проводиться абразивными кругами, шарошками и другими механическими способами, исключающими повреждение уплотнительных и посадочных поверхностей.
Для удаления старых лакокрасочных покрытий может использоваться струйный способ очистки в моечных камерах подачей воды с песком под высоким давлением до 50,0 МПа (500 кгс/см ) или растворителя, или способ погружения в ванну с растворителем.
) или растворителя, или способ погружения в ванну с растворителем.
Струйный способ обеспечивает более высокую степень очистки поверхности арматуры и позволяет в несколько раз снизить продолжительность технологического процесса.
Для удаления старых лакокрасочных покрытий используются как индивидуальные растворители, так и их смеси или смывки приведенные в приложении «Г».
Арматура со старыми масляными, нитроцеллюлозными и перхлорвиниловыми покрытиями может обрабатываться смывками СД (сп), СД (об), АТФ-1, СЭУ-2.
Арматура, покрытая синтетическими эмалями МА-012, МЛ-197, грунтовками ФЛ-093, ЭФ-083, может обрабатываться смывкой СП-7.
Покрытия очищают от пыли и влаги уайт-спиритом, затем наносят на обрабатываемую поверхность смывку с помощью кисти или пульверизатора. Покрытие набухает и его удаляют щетками или скребками. После удаления промывают уайт-спиритом и просушивают. Моющие растворы, содержащие щелочи, кислоты и их соли, оказывают корродирующее действие на металлы. Для предотвращения коррозии в моющие составы вводят вещества, называемые ингибиторами или производят пассивирование в водном растворе в течение 1-2 минут.
В качестве ингибиторов коррозии наибольшее применение получили силикаты, фосфаты, нитриты, хроматы (жидкое стекло, хромпик, триполифосфат натрия, нитрит натрия).
В качестве пассивирующих водных растворов используют:
— 5% раствор танинина при t от плюс 50°С до плюс 60°С;
— 10-15 г/л нитрита натрия, 10-15 г/л триэтанолатина.
Арматура АС перед разборкой и дефектацией должна быть промыта дезактивирующими растворами по НП 068-05.
4.4 Разборка арматуры на составные узлы и детали
4.4.1 Разборку арматуры следует производить в соответствии с РЭ на конкретный тип арматуры, поступившей в ремонтный цех или на предприятие, проводящее ремонт.
4.4.2 Трудноснимаемые детали, собранные по неподвижным посадкам, как правило, разборке не подлежат.
4.4.3 При разборке арматуры детали клеймятся одноименным клеймом и складываются в отдельные ящики. В тех случаях, когда необходимо выдержать взаимное расположение деталей, метки должны ставиться так, чтобы при последующей сборке взаимное расположение одной детали относительно другой сохранялось.
4.4.4 При разборке арматуры необходимо предохранять уплотнительные наплавочные поверхности и резьбы от повреждений. Разборку и сборку арматуры следует производить стандартными или специальными инструментами, соблюдая правила мер безопасности.
4.4.5 Разборка и сборка арматуры, чистка и промывка (пропаривание) должны проводиться в специально оборудованном помещении.
4.4.6 В случае длительного хранения арматуры или ее отдельных узлов и деталей в ожидании ремонта или между ремонтными операциями они должны быть протерты ветошью, смоченной масляной отработкой, в целях предотвращения коррозии.
4.4.7 Места контроля арматуры неразрушающими методами должны быть определены заблаговременно и указаны в РД, а контролируемая поверхность должна быть подготовлена при выполнении 4.4.5-4.4.6.
4.4.8 Разборка арматуры на примере задвижки стальной клиновой с выдвижным шпинделем с ручным управлением и электроприводом приведена в приложении Д.
4.5 Определение общего объема ремонтных работ, потребности в запасных частях и материалах
4.5.1 Определение общего объема ремонтных работ, потребности в запасных частях и материалах должно производиться на основании эксплуатационных документов, актов осмотров, результатов дефектации последнего ремонта, результатов испытаний.
4.5.2 В ведомость объема работ должен включаться перечень дефектов деталей, подлежащих ремонту, согласно техническим требованиям на дефектацию и ремонт.
4.5.3 Объем ремонтных работ, потребность в запасных частях и материалах должны быть указаны в РД на конкретное изделие либо на группу однотипных изделий.
4.6 Перечень средств оснащения ремонта и средств измерений
4.6.1 Перечень средств оснащения ремонта и средств измерений рекомендуется указывать по форме таблицы 1.
Таблица 1 — Перечень средств оснащения ремонта и средств измерения
|
N |
Наименование оборудования |
Обозначение |
Коли- |
Назначение и обозначение ремонтируемой арматуры или ее составных частей |
Примечание |
5 Требования безопасности
5.1 Требования безопасности при ремонте — по ГОСТ Р 53672 и нормативным документам надзорных органов, действующим на конкретных производствах.
5.1.1 Персонал, занимающийся разборкой и сборкой арматуры для защиты от воздействия опасных и вредных производственных факторов должен быть обеспечен спецодеждой, спецобувью и средствами индивидуальной защиты от воздействия опасных и вредных производственных факторов и обучен правильным действиям по ликвидации аварий и пожаров.
Персонал, занимающийся разборкой и сборкой арматуры, должен соблюдать требования инструкций по пользованию индивидуальными средствами защиты во взрывоопасных производствах.
5.1.2 Место разборки и сборки должно иметь хорошее освещение. Освещенность помещения, в котором проводится ремонт и испытания отремонтированной арматуры, должна составлять не менее 400 лк на высоте 1,5 м от уровня пола. Рабочие места технического персонала должны освещаться дополнительными светильниками, выбор которых осуществляется в соответствии с характером и условиями работы.
5.2 Основные требования электробезопасности и меры защиты от поражения электрическим током:
— изоляция и недоступность токоведущих частей;
— элементы конструкций электрических устройств, входящие в состав электропривода, находящихся под напряжением или имеющие температуру выше допустимой и доступные для прикосновения, должны быть ограждены или изолированы.
— применение низкого напряжения (не выше 42 В
или в особо опасных помещениях — 12 В
);
— защитное заземление или зануление;
— организация безопасной эксплуатации электроприводов и приборов.
5.3 Основные требования пожарной безопасности
5.3.1 Правила пожарной безопасности должны соответствовать требованиям технического регламента «О пожарной безопасности» [2].
(измененная редакция, изм. N 1)
5.3.2 Основными технологическими процессами ремонтно-механических цехов являются обработка металлов на металлорежущих станках и слесарно-сборочные работы. Такие технологические процессы относятся по взрывопожарной опасности к категории Д. Исключение составляют сварочные участки, окрасочные участки (категории определяются по нормам для окрасочных цехов).
5.3.3 В целях пожарной безопасности участки (моечный, испытательный, наплавочный) цеха ремонта, должны быть оснащены пожарными щитами. Пожарный щит навешивается на вертикальные конструкции на высоте не более 1,5 м от уровня пола до нижнего торца. Комплектация пожарных щитов должна соответствовать правилам пожарной безопасности для определенных категорий объектов.
Пожарные щиты должны быть оснащены ручными огнетушителями, немеханизированным ручным инструментом (пожарные ломы, багры, топоры). Под пожарными щитами на полу должны быть установлены ящики (емкости) для песка, вместимостью 0,5 м , с совковой лопатой в соответствии с ГОСТ 19596. Конструкция ящика должна обеспечивать удобство извлечения песка и исключать попадание влаги.
, с совковой лопатой в соответствии с ГОСТ 19596. Конструкция ящика должна обеспечивать удобство извлечения песка и исключать попадание влаги.
К эксплуатации допускаются огнетушители с инвентарным номером по принятой на предприятии системе нумерации. Устройства ручного пуска огнетушителей должны быть опломбированы. Огнетушители должны иметь бирки и красный сигнальный цвет согласно ГОСТ Р 12.4.026. Зарядка и перезарядка огнетушителей всех типов должна выполняться в соответствии с инструкциями по эксплуатации.
Установка огнетушителей на пожарные щиты должна выполняться так, чтобы имелась возможность свободного прочтения маркировочных надписей на корпусе.
Пожарные щиты должны обеспечивать защиту огнетушителей от попадания прямых солнечных лучей, а также защиту съемных комплектующих изделий от использования не по прямому назначению, а также удобство и быстроту съема (извлечения) закрепленных на щите комплектующих изделий.
Цвет и схема окраски пожарного щита и инвентаря должна соответствовать ГОСТ Р 12.4.026.
На пожарных щитах, ящиках для песка должны быть указаны их порядковые номера, а также номер телефона ближайшей пожарной части.
Пожарные щиты должны размещаться на видных местах, иметь свободный и удобный доступ и не быть препятствием при эвакуации при пожаре.
5.4 Основные требования безопасности при эксплуатации технологического оборудования и приспособлений для ремонта
5.4.2 Технологическое оборудование и приспособления для ремонта должны обеспечивать безопасную работу обслуживающего персонала, выполняющего ремонт арматуры.
5.4.3 Требования, предъявляемые к инструменту, используемому при разборке, ремонте, сборке и испытаниях арматуры:
-
а) съемники, ключи с изношенной рабочей поверхностью, трещинами, сколами, изношенной и помятой резьбой винтов использовать запрещается;
-
б) использование удлинителей рукояток ключей при разборке и затяжке крепежных деталей запрещается;
-
в) отвертки должны быть с исправной рабочей поверхностью и удобной рукояткой;
-
г) гаечные ключи должны соответствовать размерам гаек;
-
д) ручной инструмент с электро- или пневмоприводом перед использованием должен быть проверен и исправен;
-
е) при разборке сопрягаемые узлы и детали не должны самопроизвольно падать;
-
ж) работа с электроинструментом и оборудованием допускается только при наличии их заземления;
-
и) стационарные или передвижные площадки, используемые при сборочных работах должны находиться в исправном состоянии, соответствовать правилам по технике безопасности;
-
к) для деталей весом более 16 кг необходимо применять грузоподъемные механизмы;
-
л) зубила и крейцмейсели должны иметь длину не менее 150 мм, при этом, необходимо, чтобы их оттянутая часть составляла 60-70 мм, а верхняя часть должна быть конусной и иметь гладкую, сферическую поверхность;
-
м) при работе с зубилом и крейцмейселем необходимо использовать в качестве индивидуальной защиты очки «0» ГОСТ Р 12.4.230.1;
-
н) напильники не должны иметь затупленных и загрязненных поверхностей, работать разрешается только исправным инструментом;
-
п) пневмоинструмент разрешается присоединять к воздушному шлангу и отсоединять от него только после перекрытия подачи сжатого воздуха.
5.4.4 При механической обработке узлов и деталей арматуры должны соблюдаться требования безопасности в соответствии с ГОСТ 12.3.025.
5.5 Требования безопасности при погрузочно-разгрузочных работах — по ГОСТ 12.3.009. При разборке и сборке арматуры строповка должна выполняться в соответствии со схемой строповки, приведенной в РЭ на конкретное изделие.
Рабочие, которым при ремонте арматуры необходимо использовать грузоподъемные механизмы для перемещения грузов, должны пройти обучение специальности стропальщика в соответствии с ПБ 10-382-00.
Подъемно-транспортные механизмы должны быть оснащены надежными и исправными устройствами для торможения и фиксирования груза на любой высоте. Грузоподъемные механизмы должны испытываться на соответствующие нагрузки.
Грузоподъемные механизмы, не имеющие акта о проведении испытаний, удостоверяющего их допустимую грузоподъемность использовать запрещается.
Техническое обслуживание грузозахватных приспособлений и надзор за ними проводятся в соответствии с ПБ 10-382-00.
Категорически запрещается:
— производить работы всех видов по настройке, регулировке и устранению неполадок и дефектов арматуры при наличии рабочей среды и давления в трубопроводе;
— нахождение в зоне утечек рабочей среды;
— подтяжка резьбовых соединений арматуры, находящейся под давлением;
— складывать инструмент во внутренние полости труб и арматуры;
— установка запасных частей, не соответствующих требованиям РД;
— включение трубопроводов и арматуры в эксплуатацию до снятия предупреждающего плаката;
— пользоваться непроверенными и неисправленными грузоподъемными средствами;
— подъем деталей, узлов и арматуры в целом, масса которых превышает грузоподъемность крана;
— перемещение груза над людьми;
— подтаскивание арматуры крючком крана при оттяжке строп;
— эксплуатация грузозахватных приспособлений, срок службы которых истек;
— трение строп при подъеме арматуры о рядом расположенные металлоконструкции.
5.6 Основные требования безопасности при проведении гидро- и пневмоиспытаний:
— в ремонтном цехе или на ремонтном предприятии должна быть инструкция по технике безопасности при проведении гидро- и пневмоиспытаний.
— требования безопасности при проведении гидро- и пневмоиспытаний в соответствии с разделом 5 ГОСТ Р 53402.
6 Требования на ремонт
6.1 Дефектация
6.1.1 Дефектацию узлов и деталей проводят с целью выявления имеющихся дефектов и рассортировки на исправные, требующие ремонта и не подлежащие ремонту, а также для уточнения объема работ, потребности в запасных частях и материалах.
6.1.2 Методы дефектации:
— визуальный контроль;
— измерительный контроль;
— неразрушающий контроль.
Методы дефектации и нормы дефектов конкретизируются в РЭ, РД, УК (УС) на конкретное изделие.
6.1.2.1 Визуальный контроль арматуры рекомендуется проводить по ПНАЭ Г-7-016, РД 03-606-03 для выявления видимых наружных (поверхностных) дефектов: трещин, поломок, выкрашивания металла и т.д. Визуальный контроль должен проводиться невооруженным глазом и (или) с использованием визуально-оптических приборов (луп не менее семикратного увеличения по ГОСТ 25706, микроскопов, эндоскопов и др.). При визуальном контроле необходимо особое внимание уделять местам, наиболее подверженным коррозионному, эрозионному и механическому износам. Места наибольшего износа должны быть указаны в РЧ.
6.1.2.2 Измерительный контроль должен предусматривать измерение рабочих поверхностей с целью установления величины износа и определения пригодности узлов и деталей к дальнейшей работе, а также контролировать взаимное расположение поверхностей с помощью специальных приборов и мерительного инструмента для определения величины возможного изгиба, коробления и т.п.
Измерение твердости должно проводиться на нерабочих поверхностях деталей, приведенных в РЧ, по ГОСТ 9012 и ГОСТ 9013 с целью определения ее величины, характеризующей работоспособность металла и позволяющей приблизительно оценить его прочностные свойства неразрушающим методом. (Рекомендуемые методики приведены в СТ ЦКБА 091 и [4]).
Контроль и измерение прямолинейности и круглости при визуальном и измерительном контроле должен проводиться:
— круглости — с помощью микрометров по ГОСТ 6507 и индикаторов по ГОСТ 577;
— отклонения от плоскостности поверхности — с помощью плит по ГОСТ 10905 класса точности 1 или 2 «по краске». При применении методов «по краске» пятна краски должны равномерно располагаться по всей контролируемой поверхности.
6.1.2.3 Неразрушающие методы контроля с применением технических средств:
— капиллярный контроль — по ГОСТ 18442, ПНАЭ Г-7-018;
— магнитопорошковая дефектоскопия — по ГОСТ 21105;
— ультразвуковой контроль внутренних дефектов — по ГОСТ 14782, ПНАЭ Г-7-014;
— ультразвуковая толщинометрия — по ПНАЭ Г-7-031;
— радиографический контроль — по ГОСТ 7512, ПНАЭ Г-7-017;
— гидравлические испытания;
— пневматические испытания.
6.1.2.3.1 Капиллярный контроль должен проводиться для выявления дефектов, выходящих на поверхность деталей как в основном металле, так и трещин в наплавках.
Капиллярный контроль позволяет обнаружить невидимые или слабо различимые при визуальном осмотре дефекты, выходящие на контролируемую поверхность: трещины, поры, раковины, межкристаллитную коррозию и другие несплошности.
Поверхностные дефекты обнаруживаются по ярко окрашенным и светящимся индикаторным следам, которые образуются на проявляющем покрытии (проявителе) в местах расположения несплошности.
Капиллярный контроль рекомендуется проводить до контроля другими методами (ультразвуковым, магнитопорошковым).
6.1.2.3.2 Магнитопорошковая дефектоскопия должна проводиться с целью выявления как поверхностных, так и подповерхностных (скрытых) дефектов на глубине до двух миллиметров на деталях и сварных швах из углеродистых сталей. Она основана на свойстве магнитных порошков, помещенных в магнитное поле, частицы которых сосредотачиваются в направлении наибольшего увеличения плотности магнитного потока, возникающего в местах расположения дефектов детали при его намагничивании. В качестве порошков используются порошки Fe O
O или FeO
или FeO .
.
Наиболее благоприятные условия выявления дефектов возникают, если угол между направлением магнитного потока и плоскостью дефекта составляет 90°. При углах от 0° до 20°-30° дефекты выявляются плохо и возможны их пропуски.
6.1.2.3.3 Ультразвуковой контроль должен проводиться для выявления внутренних дефектов в разнообразных материалах на значительной глубине от 10 мм, но без определения внутренней формы дефекта. Ультразвуковая дефектоскопия применяется для контроля концов патрубков литой арматуры, для выявления раковин, рыхлот, шлаковых и земляных засорений, пор, трещин. Ультразвуковой контроль должен проводиться также для выявления следующих внутренних дефектов сварных соединений из углеродистых и низколегированных сталей перлитного класса: трещин, непроваров, шлаковых включений, пор и других без расшифровки их характера, но с указанием количества дефектов, условной протяженности, координат расположения и оценкой их эквивалентной площади. Нормы оценки при контроле зоны, прилегающей ко шву, должны соответствовать требованиям НД на материал.
6.1.2.3.4 Ультразвуковая толщинометрия должна применяться в местах, недоступных для измерения толщин механическим измерительным инструментом (штангенциркулем, микрометрическими или другими толщиномерами).
Необходимость проведения измерений толщины ультразвуковым методом (УЗ-методом), объем измерений, конкретные точки для измерений и критерии оценки результатов должны быть оговорены в РЧ на конкретное изделие.
Измерения толщины УЗ-методом должны выполняться на эквидистантных (равноудаленных) поверхностях или участках поверхностей.
Ремонтные чертежи, предусматривающие измерение толщины УЗ-методом, должны включать схему разметки изделия на точки, в которых необходимо проводить измерения. Схема должна иметь привязку начала отсчета.
Измерение толщины должно проводиться УЗ-толщиномерами с цифровой индикацией результата измерения или УЗ-дефектоскопами второй и выше групп. Для измерения толщины основного металла подготавливается площадка размером 30 30 мм с центром в точке измерения.
30 мм с центром в точке измерения.
Для измерения толщины антикоррозионного покрытия прямым и раздельно-совмещенными пьезоэлектрическими преобразователями (ПЭП) должна быть подготовлена площадка размером 5050 мм. При использовании наклонных ПЭП размер площадки 403,4Н с центром в точке измерения, где Н — толщина изделия. Больший размер на криволинейных поверхностях — перпендикулярно к направлению наплавки.
Подготовленная площадка должна быть свободна от загрязнений, отслаивающейся окалины или краски. Шероховатость поверхности изделия со стороны ввода УЗ-колебаний должна быть Ra 6,3.
6,3.
РД должна быть согласована со службой неразрушающего контроля.
6.1.2.3.5 Радиографический контроль служит для выявления внутренних дефектов металлов.
Контролируемая зона должна включать весь объем металла шва, а также примыкающие к нему участки основного металла в обе стороны от шва:
-
а) для стыковых сварных соединений, выполненных дуговой сваркой, шириной:
— на* менее 5 мм при номинальной толщине свариваемых деталей до 5 мм включительно;
________________
* Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
— не менее номинальной толщины свариваемых деталей при номинальной толщине свариваемых деталей свыше 5 до 20 мм включительно;
— не менее 20 мм при номинальной толщине свариваемых деталей свыше 20 мм;
-
б) для угловых, тавровых, торцевых сварных соединений, выполненных дуговой сваркой, шириной не менее 3 мм независимо от толщины;
-
в) для сварных соединений, выполненных электрошлаковой сваркой, шириной 50 мм независимо от толщины.
В сварных соединениях различной номинальной толщины ширина контролируемых участков основного металла определяется отдельно для каждой из свариваемых деталей в зависимости от их номинальной толщины.
6.1.2.3.6 Гидравлические испытания должны проводиться для проверки прочности и плотности корпусных деталей, а также позволяют обнаружить наличие трещин, раковин и других неплотностей металла. Гидравлические испытания должны проводиться на специальных стендах водой пробным давлением.
6.1.2.3.7 Пневматические испытания должны проводиться воздухом для проверки плотности материала деталей, сварных швов и мест соединений.
6.1.3. Типовое диагностическое, метрологическое, технологическое оборудование и оснастка для обслуживания и ремонта
6.1.3.1 Диагностическое оборудование для выявления скрытых дефектов материала неразрушающим методом:
— магнитные дефектоскопы настольные и переносные для выявления поверхностных и скрытых дефектов;
— автоматические магнитные дефектоскопы;
— ультразвуковые дефектоскопы для выявления и исследования скрытых внутренних дефектов;
— автоматизированные ультразвуковые сканирующие системы для ультразвуковой дефектоскопии;
— ультразвуковые дефектоскопы для контроля трубопроводов, сосудов в полевых условиях;
— рентгеноустановки для автоматизированного контроля внутренних дефектов деталей;
— рентгеновские аппараты стационарные и переносные, работающие без пленок;
— вихретоковые приборы для выявления трещин в крепежных деталях (шпильки, штифты и т.д.);
— приборы, построенные на использовании звуковой и ультразвуковой эмиссии для контроля герметичности.
6.1.4 Дефектации подлежат:
— сварные соединения, наплавки и места утонений в объеме 100%;
— литые, штампованные, кованые детали и детали из проката;
— покупные изделия и детали.
6.1.4.1 Дефектация сварных соединений, наплавок и мест утонений.
Дефектации подлежит шов с двух сторон на всей его протяженности и околошовная зона (не менее 20 мм в каждую сторону от сварного шва). Виды возможных дефектов сварных швов, рекомендуемые методы контроля и нормы разбраковки приведены в приложении Е, СТ ЦКБА 025, ПНАЭ Г-7-010 или ОСТ 5Р 9634 в зависимости от заказа.
Дефектации подлежит вся поверхность наплавки, включая боковые поверхности и зона сплавления с основным металлом.
Виды возможных дефектов наплавок, выявленных в результате эксплуатации и дефектации и не соответствующих нормам СТ ЦКБА 053, ОСТ 5Р.9937, РД 2730.300.06 или СТ ЦКБА 098 в зависимости от заказа, приведены в приложении Ж.
К местам утонений относятся сварные швы с околошовной зоной основного металла и непосредственно основной металл корпусных деталей, находящийся под воздействием потока рабочей среды и окружающих условий эксплуатации. Допускаются только местные утонения, оговоренные в КД, в УК (УС) или в РД. Допустимость любых других утонений металла корпусных деталей рассматривается в каждом случае на основании прочностного расчета, выполненного с учетом конкретных условий эксплуатации арматуры.
При дефектации поверхностей, подверженных коррозионному, эрозионному и механическому износам особое внимание должно быть обращено на:
— замер толщины стенок в минимальном сечении;
— наличие и симметричность износа направляющих элементов резьбовых и направляющих втулок;
— отсутствие бронзовой пыли на стальных деталях (например, вследствие интенсивного износа бронзовых втулок);
— наличие задиров и рисок.
К поверхностям, подвергаемым коррозионному, эрозионному и механическому износам относятся внутренние поверхности корпусных деталей литой арматуры, сварные швы и околошовная зона сварных конструкций корпусных деталей штампосварной арматуры, патрубков в связи с воздействием потока рабочей среды при малых щелях открытия (закрытия) запирающего элемента, а также ходовая резьба втулок, направляющих втулок и т.д.
Замер толщины необходимо проводить после зачистки следов коррозии.
Неравномерность (асимметричность) износа, а также интенсивный износ, являются следствием несоосности изнашиваемых поверхностей, недостаточной смазкой или завышенной (против расчетной) нагрузки.
При дефектации должна быть установлена причина несоосности и величина прикладываемой нагрузки.
Выявленные дефекты должны быть устранены.
6.1.4.2 Дефектация литых, штампованных и кованых деталей и деталей из проката (корпус, крышка, стойка, шпиндель, запирающий элемент и т.д.).
6.1.4.2.1 Допустимые размеры дефектов (раковин), их размеры в плане, количество, расстояние между ними и глубина и количество участков для замера оговариваются в УК (УС) для конкретного изделия.
Глубина раковин устанавливается контрольной зачисткой.
На механически необработанных поверхностях литых деталей допускаются без исправления видимые визуально несплошности (кроме трещин, надрывов, наплывов, несплавлений) округлой или удлиненной формы, размеры которых должны быть указаны в УК (УС) для конкретного изделия.
Поверхность литых деталей не должна иметь дефектов, снижающих прочность отливок.
Дополнительные указания по дефектации литых поверхностей по СТ ЦКБА 014 и СТ ЦКБА 089.
6.1.4.2.2 На штампованных и кованых деталях допускаются точечные поверхностные дефекты и площадь дефектов, размеры и расстояния между которыми должны быть указаны в УК (УС) для конкретного изделия.
Дефекты, превышающие допустимые, а также другие виды дефектов (поверхностные и сквозные трещины, коррозионные язвы и т.д.) подлежат исправлению в соответствии с РД.
Дополнительные указания по дефектации штампованных и кованых поверхностей по СТ ЦКБА 010.
6.1.4.2.3 На обработанных поверхностях ходовых резьб не допускаются без исправления раковины диаметром более 2 мм в количестве не более 3.
На обработанных уплотнительных поверхностях фланцев, на обработанных трущихся поверхностях, на резьбовых поверхностях, в отверстиях под запрессовку втулок или сальниковой набивки, на обработанных поверхностях стоек без исправления не допускаются раковины, размеры в плане, глубина, количество и расстояние между ними, которые превышают указанные в РД для конкретного изделия.
На данных поверхностях деталей подлежат исправлению дефекты, превышающие допустимые, а также другие дефекты (следы коррозии, и трещины на всех поверхностях, риски и задиры на направляющих корпусов и запирающих элементах, риски на уплотнительных поверхностях под прокладочные соединения).
6.1.4.2.4 Дефектация резьбовых элементов корпусных деталей и деталей крепежа.
На резьбовых поверхностях литых деталей допускаются без исправления видимые невооруженным глазом единичные несплошности (кроме трещин), размеры которых должны быть указаны в РД для конкретного изделия.
Несплошности, расположенные ближе, чем через две нитки, не допускаются.
На поверхности резьб корпусных деталей и деталях крепежа не должно быть трещин, следов коррозии, задиров. Смятие и срез витков резьбы не допускается.
Рванины и выкрашивания на поверхности резьб не допускаются, если они по глубине выходят за пределы среднего диаметра резьбы и общая протяженность рванин и выкрашиваний по длине превышает половину витка.
Резьбы замеряют резьбовыми пробками по ГОСТ 17756 или резьбовыми кольцами по ГОСТ 17763; гладкую часть — универсальным методом: микрометрами по ГОСТ 4380, штангенциркулями по ГОСТ 166 или линейками по ГОСТ 427.
6.1.4.2.5 Дефектация шпинделей, втулок (резьбовых, кулачковых), направляющих, поднабивочных, фланцев, сильфонных сборок и втулок сальника.
На шпинделе не допускаются трещины, следы коррозии, смятие, задиры.
Особое внимание следует обращать на отсутствие смятия на гранях головки шпинделя, предотвращающих проворот запирающего элемента, торцевой поверхности головки шпинделя, на конусе верхнего уплотнения, на торцевых поверхностях паза под запирающий элемент, на отсутствие задиров на гладкой части шпинделя.
Трапецеидальная резьба должна быть проверена на отсутствие трещин, смятия, износа, срыва витков резьбы, а канавка для выхода резьбы — на отсутствие трещин.
На трапецеидальной резьбе шпинделя раковины и срыв резьбы не допускаются.
Подрезка шеек, острые углы и кромки не допускаются. Скругление углов и притупление острых кромок, не указанных в чертежах, следует выполнять радиусом или фаской от 0,2 до 0,6 мм.
На втулках резьбовых не допускаются раковины, износ, смятие, трещины, срыв резьбы.
При наличии указанных дефектов резьбовая втулка заменяется новой.
На втулках кулачковых не допускаются трещины, смятие, следы коррозии, сколы.
При наличии трещин, смятий, сколов втулки кулачковые заменяются новыми.
На сильфонных сборках не допускаются разрывы, трещины, смятие, следы коррозии сильфонов и сопрягаемых с ними деталях.
При наличии разрывов, трещин, смятия или следов коррозии сильфонные сборки ремонту не подлежат и заменяются новыми.
На втулках и кольцах направляющих, поднабивочных, фланцах и втулках сальника не допускаются трещины, задиры.
При наличии трещин и задиров детали заменяются новыми.
6.1.4.2.6 При дефектации места с концентраторами напряжений должны быть проверены на отсутствие трещин методом магнитопорошковой дефектоскопии по ГОСТ 21105, капиллярного контроля по ГОСТ 18442 или лупой 7-10-кратного увеличения по ГОСТ 25706.
К концентраторам напряжения относятся:
— радиусы переходов от обечаек (цилиндрических частей) к фланцам, особенно без переходного конуса (средние и магистральные фланцы корпусов, фланцы крышек, сальника, стоек);
— сварные швы, особенно угловые без подварки или с конструктивным непроваром;
— места перехода от направляющих к телу корпусов;
— углы Т-образного паза в запирающих элементах;
— углы головки шпинделя под Т-образный паз;
— углы в резьбовых канавках шпинделей, шпилек, в основаниях кулачков кулачковых втулок.
6.1.4.2.7 На подшипниках не допускаются следы износа, коррозии, разрыв сепаратора, смятие сепаратора, трещины, разрушение шариков. При наличии дефектов подшипник должен быть заменен.
Прокладки, сальниковая набивка и кольца при ремонте должны быть заменены новыми. Прокладки, сальниковая набивка и кольца на основе асбеста должны быть заменены на прокладки, сальниковую набивку и кольца из материалов, не содержащих асбест.
Сферическая поверхность уплотнительных линз для арматуры высокого давления не должна иметь трещин, раковин, свищей, плен, волосовин, закатов и других дефектов. Уплотнительная поверхность линз должна быть проверена методом капиллярной дефектоскопии.
Вне пояска касания линзы с поверхностью уплотнения допускаются отдельные дефекты от коррозии диаметром до 0,5 мм по наибольшему измерению.
В случае необходимости разрешается проточка линз по уплотнительной поверхности с уменьшением общей толщины линзы согласно требованиям РД на конкретное изделие.
Линзы бракуются при:
— нарушении радиуса сферы уплотнительной поверхности (проверяется шаблоном);
— деформации линзы;
— наличии на уплотнительной поверхности следов коррозии, забоин, рисок и других дефектов;
— достижении минимально допустимых толщин после ремонта согласно РЧ;
— величина износа внутреннего диаметра линзы достигла отбраковочного значения.
6.1.4.2.8 Методы контроля антикоррозионных покрытий деталей, узлов и арматуры в целом следует проводить в соответствии с ГОСТ 9.302 и СТ ЦКБА 042.
6.1.4.2.9 Сортировка сборочных единиц и деталей арматуры по результатам дефектации.
По результатам дефектации узлов и деталей арматуры отдефектованные сборочные узлы и детали должны быть рассортированы по группам:
1 группа — узлы и детали, не имеющие отклонений геометрических параметров от значений, предусмотренных КД.
2 группа — узлы и детали, требующие ремонта, имеющие износ или повреждения, устранить которые возможно.
3 группа — узлы и детали, имеющие износ и повреждения, устранить которые невозможно.
Узлы и детали 3 группы подлежат изъятию и замене на вновь изготовленные.
Узлы и детали каждой группы необходимо маркировать:
— одним клеймом — узлы и детали, не имеющие отклонений от значений, указанных в КД и не требующие ремонта;
— двумя клеймами — узлы и детали, требующие ремонта;
— тремя клеймами — узлы и детали, имеющие износ и повреждения, которые устранить невозможно и которые подлежат изъятию и замене на вновь изготовленные.
Маркировку следует выполнять на нерабочих поверхностях деталей и арматуры в целом по ГОСТ 25726.
Дефекты, не устранимые путем ремонта (окончательный брак):
— коррозионный, эрозионный, механический износ деталей (достижение местных износов стенки более 20% от величины, указанной на ремонтном чертеже, суммарной площадью более 10% от общей площади поверхности узла или детали), или при котором невозможно доработать деталь до минимальных размеров, указанных в РД;
— деформация деталей, которая может привести к нарушению герметичности в затворе и заклиниванию подвижных деталей (деформация корпуса, крышки, стойки);
— свойства металла деталей ниже стандартных.
— дефекты сильфонных сборок.
Перечень деталей и узлов, которые в обязательном порядке подлежат замене при ремонте на новые, должны быть указаны в РД.
6.1.4.2.10 Методы контроля антикоррозионных покрытий деталей, узлов и арматуры в целом следует проводить в соответствии с ГОСТ 9.302 и СТ ЦКБА 042.
6.1.4.2.11 По результатам дефектации узлов и деталей должна быть составлена карта дефектации и ремонта по форме, приведенной в приложении И, в которой подробно перечисляются дефекты арматуры в целом, каждого узла в отдельности и каждой детали, подлежащей восстановлению или изготовлению вновь.
Карта дефектации и ремонта является дополнением к технологическим процессам на ремонт.
После составления карты дефектации, при необходимости, должна быть проведена корректировка РД.
Доработка деталей, сборочных единиц и арматуры в целом диктуется экономической целесообразностью того или иного варианта доработки и определяется лицами, ответственными за дефектацию с учетом реализуемого на ремонтном предприятии технологического процесса на капитальный ремонт арматуры.
6.2 Материалы, применяемые при ремонте
6.2.1 Металлы, применяемые при ремонте арматуры, должны соответствовать маркам, указанным в КД и СТ ЦКБА 005.1.
6.2.2 Материалы — заменители по коррозионной стойкости, антифрикционным свойствам, теплостойкости, хладостойкости, механическим и специальным характеристикам должны быть не хуже материалов, указанных в конструкторской документации.
Качество материалов должно быть подтверждено сертификатом, а в случае отсутствия сертификата его пригодность определяется лабораторными анализами и испытаниями.
6.2.3 Замена материала узлов и деталей арматуры должна осуществляться по
согласованию с разработчиком РД.
6.2.4 Применение материалов, не указанных в КД или РД, не допускается.
6.2.5 Электроды, применяемые при сварочных и наплавочных работах, должны отвечать маркам, указанным в ремонтной документации и СТ ЦКБА 025, СТ ЦКБА 098 или ПНАЭ Г-7-009 в зависимости от заказа. Качество электродов должно быть подтверждено сертификатом. Перед использованием электроды необходимо прокалить в печи по режиму прокалки, рекомендованному для электродов определенной марки.
Рекомендуемые режимы прокалки электродов указаны в СТ ЦКБА 025, ПНАЭ Г-7-009.
6.2.6 Уплотнительные материалы для сальниковых узлов и бесфланцевых соединений «корпус-крышка» должны соответствовать ГОСТ 5152 (кроме асбестосодержащих), СТ ЦКБА 037 и СТ ЦКБА-СОЮЗ-СИЛУР-019.
6.2.8 Запасные части, используемые для ремонта арматуры, должны иметь сопроводительную документацию предприятия-изготовителя, подтверждающую их качество.
6.3 Ремонт сборочных единиц и деталей
6.3.1 Ремонт сварных швов, наплавок и мест износа, исправляемых заваркой.
6.3.1.1 Исправлению подлежат сварные швы, суммарной протяженностью дефекта не более 50 мм на 300 мм длины шва, но не более 1/6 от длины шва. Устранение дефекта производится методом заварки. При больших размерах дефектов сварной шов должен быть удален полностью и выполнен заново. Исправление производится в соответствии с требованиями СТ ЦКБА 025, ПНАЭ Г-7-009, ОСТ 5Р.9633 в зависимости от заказа.
При наличии сквозных дефектов сварной шов считается как вновь выполняемый, при этом для устранения дефектов должно быть проведено:
— удаление дефектов и контроль полноты их удаления;
— выбор метода сварки и сварочных материалов согласно РД;
— подготовка поверхности под заварку (наплавку);
— заварка (наплавка) дефектных участков;
— контроль исправленных участков на соответствие требованиям РД на конкретное изделие.
При отсутствии сопроводительной документации, перед выбором сварочных материалов и технологии ремонта дефекта сварного соединения, должен быть проведен химический анализ основного материала свариваемых деталей сборочных единиц.
6.3.1.2 Подготовка поверхности сварных швов и наплавленного антикоррозионного металла к исправлению дефектов.
Удаление дефектов должно проводиться механическим способом с обеспечением плавных переходов в местах выборок (фрезеровкой, вырубкой пневматическим зубилом, обработкой абразивным инструментом и т.п.) до полного удаления дефекта.
Выплавка дефектов дуговой сваркой не разрешается.
Выборки, выполняемые в металле шва (наплавленном металле), могут заходить в основной металл.
Форма и размеры разделки определяются характером дефекта, его размером и должны обеспечивать свободный доступ к исправляемой поверхности.
Поверхность разделки и прилегающая к ней поверхность на ширине не менее 20 мм не должна иметь острых углов, переходов, заусенцев.
Шероховатость поверхности под исправление дефекта должна удовлетворять требованиям ГОСТ 2789 и быть не ниже Ra 12,5.
Разделка под сварку должна производиться вырубкой дефектов до полного удаления с V-образной подготовкой кромок и углом раскрытия не менее 60 градусов.
Перед сваркой и наплавкой подготовленной поверхности для исправления дефекта и прилегающая поверхность на ширине не менее 20 мм должны быть обезжирены по СТ ЦКБА 046.
Исправление дефектов корпусных и других деталей путем заварки одного и того же дефектного места разрешается не более двух раз и не более четырех исправлений на одну деталь.
При сквозной разделке, при необходимости, заварку должны выполнять с применением подкладок с последующим их удалением.
С целью уменьшения объема наплавленного металла и обеспечения технологичности при заварке допускаются другие типы разделок из числа указанных в РД.
Полнота удаления дефектов сварных швов контролируется внешним осмотром и капиллярным контролем по ГОСТ 18442, ПНАЭ Г-7-018, РД 5Р.9537.
(измененная редакция, изм. N 1)
Полнота удаления дефекта износостойкой наплавки контролируется внешним осмотром, а в случае исправления трещин контролируется дополнительно капиллярным контролем по второму классу чувствительности ГОСТ 18442.
Виды возможных дефектов во вновь выполняемой наплавке, причины образования и методы их устранения приведены в приложении К.
Места износа, исправляемые заваркой, методы исправления и методы контроля должны быть оговорены в РД на конкретное изделие.
6.3.1.3 Ширина валика при заварке не должна превышать 2,5 диаметра применяемого электрода. Каждый следующий валик должен перекрывать предыдущий не менее 1/3 его ширины. Заполнения выборки необходимо проводить постепенным уменьшением ее размеров послойной наплавкой металла.
6.3.1.4 После наложения каждого валика необходимо проводить его очистку от шлака и брызг металла для проведения послойного визуального контроля. В случае выявления дефектов валик необходимо удалить механическим способом и после этого продолжить заварку.
Если после исправления сварной шов и прилегающая поверхность не подлежат механической обработке, то околошовная зона основного металла на ширине не менее 100 мм, если позволяют размеры, должна быть перед заваркой покрыта защитным покрытием.
6.3.1.5 Ремонт уплотнительных и направляющих поверхностей, выполняемых наплавкой, рекомендуется производить по СТ ЦКБА 098.
6.3.1.6 После исправления и притирки необходимо контролировать плоскостность уплотнительных поверхностей запирающего элемента с помощью плит по ГОСТ 10905 1 или 2 класса точности «по краске». При этом пятна краски должны равномерно располагаться по всей контролируемой поверхности.
6.3.1.7 Притирка должна обеспечивать прилегание уплотнительных поверхностей к контрольной плите по всей плоскости не менее 0,8 ширины уплотнительных поверхностей.
6.3.1.8 Притирку уплотнительных поверхностей с конусными уплотнениями следует выполнять «по месту» одной детали по другой с применением притирочного материала.
6.3.1.9 Шероховатость уплотнительных поверхностей запирающих элементов и седел должна быть указана в РД.
6.3.1.10 Контроль шероховатости поверхностей следует осуществлять оптическими приборами по ГОСТ 9847 или профилографом — профилометром контактным по ГОСТ 19300.
Оценку шероховатости поверхности до Ra 0,32 допускается выполнять методом сравнения с помощью образцов шероховатости, изготовленных по ГОСТ 9378, при условии выполнения следующих требований:
— образец должен быть изготовлен из того же материала, что и контролируемая деталь;
— рабочая поверхность образца должна быть обработана тем же методом, что и контролируемая поверхность детали;
— геометрическая форма образца должна соответствовать геометрической форме контролируемой поверхности детали.
Контроль шероховатости поверхностей недоступных для непосредственного измерения специальными приборами или для сравнения с образцами допускается определять методом слепков.
6.3.1.11 На притертых уплотнительных поверхностях наличие дефектов не допускается.
6.3.2 Восстановление размеров в местах утонения стенок деталей (литых, штамповок, поковок) и исправление отдельных дефектов на поверхности основного металла.
6.3.2.1 При исправлении утонения наплавкой контроль наплавленного металла должен проводиться методами, предусмотренными для сварного шва.
6.3.2.2 Выполнение выборки должно быть проконтролировано методом магнитопорошковой дефектоскопии по ГОСТ 21105 (для перлитных сталей) или капиллярным контролем по ГОСТ 18442.
6.3.2.3 Местные выборки после удаления дефектов глубиной не более 5% толщины стенки допускается не заваривать с обеспечением плавного перехода.
6.3.2.4 Следы коррозии, риски, задиры и т.п., кроме трещин в пределах допуска на размеры по основной КД или ремонтной РД, должны быть удалены зачисткой.
6.3.2.5 Задиры, трещины исправляются заваркой с последующей механической обработкой. Детали, изготовленные из сталей, дефекты которых не допускают исправление заваркой, бракуются и заменяются новыми.
6.3.2.6 Контроль качества исправлений — в соответствии с требованиями РД на конкретное изделие.
6.3.2.7 Требования по наплавке и контролю качества наплавки — по СТ ЦКБА 098.
6.3.3 Ремонт резьб корпусных и крепежных деталей.
6.3.3.1 При наличии трещин, следов коррозии, срыва и смятия резьбы в корпусных деталях более, чем на одном витке, отверстия рассверливаются до полного удаления дефекта с проверкой капиллярным контролем, завариваются, после чего резьбы восстанавливаются в соответствии с ремонтным чертежом, а если корпуса изготовлены из сталей, дефекты которых не допускают исправление заваркой, бракуются и заменяются новыми.
Начальный диаметр подготовленного к заварке отверстия должен быть не менее 10 мм и суммарный угол скоса кромок должен быть не менее 60°.
6.3.3.2 Резьба на деталях (за исключением внешней трапецеидальной) должна соответствовать среднему классу точности в соответствии с ГОСТ 16093.
6.3.3.3 Трапецеидальные резьбы шпинделей необходимо выполнять в соответствии с требованиями ГОСТ 9562 со степенью точности е7, а резьбовых втулок — Н7.
6.3.3.4 Разница между твердостью заготовок шпилек и гаек или их резьбовыми поверхностями должна быть не менее 12 НВ, при этом твердость гайки должна быть ниже твердости шпильки.
6.3.3.5 Шероховатость поверхности профиля резьбы (если она не указана в РД) для шпилек и гаек фланцевого соединения, откидных болтов и трапецеидальной резьбы шпинделя и втулки шпинделя — не более Rz 20, а в остальных случаях — Rz 40.
6.3.3.6 Задиры должны быть зачищены с последующим контролем резьбовыми пробками по ГОСТ 17756 или резьбовыми кольцами по ГОСТ 17763.
6.3.3.7 Крепежные детали, имеющие искривления, трещины, следы коррозии, смятия или срез более одного витка, в случае износа и смятия боковых граней гаек, а также выработавшие срок службы, предусмотренные УК, (УС) конкретных изделий, бракуются и заменяются новыми.
6.3.3.8 Винты, шплинты и штифты независимо от их технического состояния должны быть заменены.
6.4 Требования к термической обработке
6.4.1 Термическая обработка деталей должна выполняться согласно указаниям РД на конкретное изделие, СТ ЦКБА 016, СТ ЦКБА 026, а также в соответствии с другими действующими НД по термообработке.
6.4.2 Детали, подвергаемые термообработке, подлежат контролю в соответствии с принятой технологией.
6.5 Требования к пружинам
6.5.1 Пружины трубопроводной арматуры должны быть подвергнуты визуальному контролю с применением лупы 7-10-кратного увеличения по ГОСТ 25706 на отсутствие коррозионных язв, трещин, поверхностных дефектов, таких как забоины, риски, вмятины.
На поверхности витков пружин не допускаются трещины, раковины, расслоения, следы коррозии, следы разъедания солями, а также местная скрученность проволоки.
Ответственные пружины (предохранительных клапанов, регуляторов и т.п.) подвергаются дополнительно:
— проверке отклонения от перпендикулярности торцов пружины;
— трехкратному сжатию указанной в рабочем чертеже статической нагрузкой, вызывающей максимальный прогиб, при этом пружина не должна иметь остаточной деформации (усадки) более 1,5% от первоначальной высоты пружины в свободном состоянии;
— на отсутствие поверхностных трещин магнитопорошковой или цветной дефектоскопией.
6.5.2 Пружины, признанные годными после визуального и измерительного контроля, должны удовлетворять требованиям СТ ЦКБА 030.
6.6 Требования при изготовлении новых деталей
6.6.1 Метод ремонтных размеров
6.6.1.1 Метод ремонтных размеров заключается в том, что изношенную поверхность обрабатывают до определенного, заранее установленного размера, называемого ремонтным. При данном методе ремонта восстанавливается геометрическая форма и шероховатость поверхности деталей арматуры без сохранения начальных размеров. Механической обработкой удаляется изношенная поверхность детали и деталь получает новый размер — ремонтный, меньше начального размера. Так как при механической обработке начальные размеры уменьшаются в сторону износа, использовать в качестве сопрягаемых деталей новые детали с чертежными размерами не допускается. Сопрягаемые детали должны иметь новые ремонтные размеры применительно к восстанавливаемой основной детали. Это достигается установкой при сборке сопрягаемых новых запасных деталей с соответствующими ремонтными размерами.
6.6.1.2 Применяются два вида ремонтных размеров: регламентированные и свободные.
Регламентированные ремонтные размеры должны предусматриваться техническими условиями на восстановление ряда деталей. При обработке деталей под регламентированные ремонтные размеры приходится не только снимать дефектную поверхность металла и восстанавливать геометрическую форму детали, но и вести механическую обработку до получения ремонтного размера.
Свободные ремонтные размеры деталей правильной геометрической формы и требуемой шероховатости поверхности должны получать механической обработкой. В зависимости от характера и величины износа детали могут иметь различные размеры. Сопрягаемая деталь подгоняется к восстановленной детали до его свободного размера. Сборка сопрягаемых деталей со свободными ремонтными размерами связана с методом подгонки (селективной сборки). При свободных ремонтных размерах детали с окончательными размерами заранее изготавливать не допускается. Детали должны быть предварительно обработаны с припуском на окончательную обработку «по месту».
6.6.1.3 Величина нового ремонтного размера детали, зависит от степени ее износа и припуска на механическую обработку. Величина износа должна устанавливаться путем измерения поверхностей детали. Предельно допустимые размеры отдельных деталей арматуры должны определяться прочностью детали, глубиной антикоррозионного покрытия или поверхностного закаленного слоя.
6.6.1.4 При восстановлении деталей арматуры методом ремонтных размеров должны сниматься небольшие припуски, при этом механическая обработка должна проводиться при минимальной подаче на малую глубину резания. В связи с этим, операции механической обработки под ремонтный размер являются чистовыми.
Примечание — Восстановление деталей под ремонтный размер — это распространенный, общедоступный и наиболее дешевый способ. Однако метод ремонтных размеров имеет недостатки. Основным недостатком метода ремонтных размеров является нарушение взаимозаменяемости деталей, которая сохраняется лишь в пределах данного ремонтного размера.
6.6.2 Изготовление новых деталей и узлов при ремонте арматуры должна производиться в следующих случаях:
— невозможно или экономически нецелесообразно заменять или восстанавливать детали и узлы с большим износом (шпиндель, шток, втулка, крепеж и т.д.);
— при восстановлении сборочных узлов с вырезкой вварных или запрессованных колец (уплотнительные и направляющие втулки и т.д.);
— для изготовления ЗИП (запасные части, инструмент, приспособления).
6.6.3 Вновь изготавливаемые детали для замены вышедших из строя (без вырезки или выпрессовки) или для пополнения ЗИПа должны изготавливаться по РД.
6.6.4 Изготовление узлов и деталей взамен вырезанных или выпрессованных должно производиться по РЧ, предусматривающим ремонтные размеры с подгонкой «по месту».
6.6.5 При изготовлении новых деталей неуказанные на ремонтном чертеже допуски форм и расположения поверхностей должны выполняться по ГОСТ 30893.2, неуказанные допуски на угловые размеры — по ГОСТ 30893.1.
6.7 Требования к покупным изделиям
6.7.1 Покупные изделия, не подлежащие ремонту, (изделия, получаемые по кооперации, стандартные и т.д.) должны соответствовать стандартам, чертежам и ТУ предприятия-изготовителя, сопровождаться эксплуатационной документацией с указанием характеристик, гарантийных сроков и заключением о годности и сопровождаться паспортом, по форме, установленной на предприятии-поставщике.
6.7.2 Покупные изделия должны подвергаться входному контролю в соответствии с требованиями СТ ЦКБА 082.
7 Показатели надежности и показатели безопасности
7.1 Для арматуры, прошедшей ремонт, должны сохраняться показатели надежности и безопасности в соответствии с ПС и РЭ. В случае технической обоснованности, на основании экспертного заключения и по согласованию с заказчиком (предприятием, эксплуатирующим арматуру), показатели надежности (срок службы, ресурс) и показатели безопасности (назначенный ресурс) могут быть установлены другими и вновь записаны в ПС и РЭ.
7.2 Перечень показателей надежности, позволяющих обеспечить безопасность арматуры за счет возможности своевременного проведения регламентных работ по техническому обслуживанию, ремонту и выводу арматуры из эксплуатации, приведен в таблице 8.
7.3 Показатели безопасности устанавливаются для арматуры, отказы которой в отношении любого вида опасности являются критическими. Перечень показателей безопасности приведён в таблице 9.
Таблица 8 — Показатели надежности
|
Показатели надежности |
Наименование показателя |
Размерность |
|
|
Для арматуры, отказ которой может быть критическим |
Для арматуры, отказ которой не является критическим |
||
|
Показатели безотказности |
Вероятность безотказной работы |
— |
|
|
Средняя наработка на отказ |
часы и/или циклы |
||
|
Показатели долговечности |
Полный срок службы (до списания) |
Средний полный срок службы (до списания) и/или средний срок службы до капитального ремонта |
год |
|
Полный ресурс (до списания) |
Средний полный ресурс (до списания) и/или средний ресурс до капитального ремонта |
часы и/или циклы |
|
|
Показатель сохраняемости |
Средний срок хранения |
год |
|
|
Показатели ремонтопригодности |
Среднее время восстановления работоспособного состояния или средняя оперативная продолжительность планового ремонта |
ч |
|
|
Средняя трудоемкость работ по восстановлению работоспособного состояния или средняя оперативная трудоемкость планового ремонта |
норма времени (ч) |
||
|
Примечание — Номенклатура и количественные значения показателей надежности устанавливаются по согласованию с заказчиком, и, при необходимости, дополняются другими показателями надежности по ГОСТ Р 53480 и приводятся в РД на конкретное изделие. |
Таблица 9 — Показатели безопасности
|
Показатели безопасности |
Наименование показателя |
Размерность |
|
Назначенные показатели |
Назначенный ресурс |
часы и/или циклы |
|
Назначенный срок службы |
год |
|
|
Назначенный срок хранения |
год |
|
|
Показатели безотказности |
Вероятность безотказной работы в течение назначенного ресурса, по отношению к критическим отказам (к критическому отказу) |
— |
|
Коэффициент оперативной готовности (для арматуры, работающей в режиме ожидания) |
— |
|
|
Примечание — Номенклатура и количественные значения показателей безопасности, устанавливаются по согласованию с заказчиком и приводятся в РД на конкретное изделие |
7.4 Показатели надежности и показатели безопасности должны быть приведены в РД для конкретного типа арматуры.
7.5 Показатели надежности для импортной арматуры принимаются по аналогии с отечественной арматурой, учитывая их конструктивное подобие и аналогию примененных основных материалов.
7.6 Перечень возможных отказов, а также параметров, по которым оценивается техническое состояние арматуры, в том числе с помощью технических средств диагностики приведен в приложении Л.
8 Требования к сборке и отремонтированной арматуре
8.1 Сборка арматуры, как завершающая операция, должна являться и контрольной операцией по проверке правильности ремонта деталей и узлов, входящих в ее состав.
8.2 Сборка отремонтированной арматуры должна проводиться в соответствии с требованиями РД для конкретного изделия, а также настоящего стандарта.
Помещение сборочного участка арматуры рекомендуется изолировать от других помещений цеха.
Помещение сборочного участка должно быть хорошо освещенным, чистым и отвечать требованиям промышленной санитарии. В помещении не должны находиться предметы, не имеющие непосредственного отношения к сборке арматуры. Наличие на рабочих местах и инструментах загрязнений не допускается.
На участке сборки проведение работ, не связанных с окончательной сборкой арматуры, не допускается. Также не допускается проводить вблизи работы, связанные с образованием металлической стружки и пыли (сверление, развертка, запиловка).
Исполнителями завершающих работ по сборке должны быть слесари, изучившие устройство собираемой арматуры и технологию сборки.
Сборка арматуры должна производиться в условиях, исключающих возможность механических повреждений и загрязнений.
8.3 К сборке допускаются узлы и детали, удовлетворяющие требованиям РД.
8.4 Все узлы и детали, отремонтированные или вновь изготовленные, снятые с ремонтируемой арматуры и признанные годными к установке на арматуру без ремонта, а также полученные как запасные части, должны удовлетворять требованиям РД на конкретное изделие и пройти входной контроль в соответствии с СТ ЦКБА 082.
8.5 После ремонта, перед сборкой, все узлы и детали должны быть очищены от загрязнения, промыты и, при необходимости, обезжирены по СТ ЦКБА 046.
8.6 Зазоры между подвижными и сопрягаемыми узлами и деталями арматуры должны удовлетворять требованиям РД на конкретное изделие.
8.7 Размеры, допуски и шероховатость поверхности узлов и деталей арматуры после восстановления или изготовления должны соответствовать требованиям РД на конкретное изделие.
8.8 Все трущиеся поверхности деталей арматуры, кроме уплотнительных поверхностей запирающего элемента, должны быть смазаны смазкой в соответствии с требованиями РД на конкретное изделие.
8.9 Концы магистральных патрубков с разделкой «под приварку» на расстоянии 100 мм от разделки и поверхности разделки не окрашиваются, а покрываются консервационной смазкой. Посадочные поверхности магистральных фланцев и посадочная поверхность для присоединения привода не окрашиваются, а покрываются консервационной смазкой.
8.10 Допуск параллельности уплотнительных поверхностей присоединительных фланцев арматуры на каждые 100 мм диаметра должен находиться в пределах от 0,1 до 0,22 мм. Шероховатость уплотнительной поверхности должна соответствовать РД на конкретное изделие.
8.11 При сборке должны обеспечиваться плавность хода подвижных частей арматуры, а также сопряжение отдельных узлов, деталей и сборочных единиц с целью проверки зазоров и установочных размеров.
8.12 Затяжка резьбовых соединений должна проводиться равномерно последовательным затягиванием противоположно расположенных гаек.
Затяжка гаек должна выполняться крутящим моментом в три этапа: на первом этапе — 30% от расчетного; на втором — 60% и на третьем этапе — до полного, указанного в РД на конкретное изделие.
Зазор во фланцевых соединениях должен контролироваться в шести — восьми точках по окружности набором щупов.
8.13 Набивка и подтяжка сальника должна проводиться без перекосов, не повреждая рабочей поверхности шпинделя.
8.14 Затяжка сальника должна обеспечивать герметичность и не препятствовать свободному перемещению шпинделя. При набивке сальникового уплотнения кольца должны располагаться замками «в разбежку», причем разрезы соседних колец должны быть смещены на угол 90° с обязательным обжатием каждого кольца.
8.15 Набивка сальника должна проводиться так, чтобы фланец сальника углубился в сальниковую камеру в пределах от 3 до 5 мм, обеспечивая легкое перемещение шпинделя или штока при управлении маховиком без применения дополнительных рычагов.
8.16 При затяжке сальника с установленным в сальниковой камере фланцем сальника необходимо внутренний диаметр фланца сальника располагать концентрично относительно наружного диаметра шпинделя или штока.
В процессе затягивания гаек откидных болтов должно контролироваться наличие зазора между внутренним диаметром фланца сальника и наружным диаметром шпинделя или штока.
8.17 После окончания затяжки сальника, опуская и поднимая шпиндель (шток) должны быть проверены наличие зазора между шпинделем (штоком) и внутренним диаметром фланца сальника и отсутствие трения между рабочей поверхностью шпинделя (штока) и внутренней поверхностью фланца сальника.
Визуальным контролем должна быть проверена рабочая поверхность шпинделя (штока) на отсутствие каких-либо следов повреждения.
8.18 При сборке арматуры должно быть проверено прилегание запирающих элементов к седлу корпусов в соответствии с требованиями РД на конкретное изделие.
8.19 Настройку предохранительных клапанов следует проводить в соответствии с РД и РЭ на конкретное изделие.
8.20 Настройку электроприводов следует проводить в соответствии с РЭ на конкретное изделие.
8.21 Величина уровня шума во время работы арматуры не должна превышать 85 Дб на расстоянии 1,5 м от арматуры.
8.22 Для арматуры, к которой предъявляются требования по антистатичности, замена и/или ремонт деталей не должен увеличивать электрическое сопротивление «дорожек стока электростатических зарядов» между корпусом и подвижными частями арматуры.
9 Испытания, проверка и приемка после ремонта
9.1 Правила приемки
9.1.1 Общие требования
9.1.1.1 Правила приемки отремонтированной арматуры должны соответствовать требованиям настоящего стандарта, РД на конкретное изделие.
9.1.1.2 Испытания отремонтированной арматуры проводятся на стендах ремонтного предприятия с использованием контрольно-измерительных приборов, обеспечивающих заданные параметры испытаний и погрешности измерений параметров.
9.1.1.3 Метрологическое обеспечение испытаний и приемка должны удовлетворять требованиям ГОСТ Р 51672.
9.1.1.4 Отремонтированная арматура должна быть испытана в объеме приемо-сдаточных испытаний, которые включают в себя:
— визуальный и измерительный контроль;
— испытания:
-
1) на прочность и плотность материала деталей и сварных швов, находящихся под давлением рабочей среды;
-
2) на герметичность относительно внешней среды по подвижным и неподвижным соединениям (сальникового уплотнения, прокладочных соединений);
-
3) на герметичность затвора;
-
4) на функционирование (работоспособность), в том числе проверку рабочего и максимального усилия ручного управления арматурой.
9.1.1.5 Приемо-сдаточные испытания проводит ОТК предприятия, проводившего ремонт, с целью проверки параметров отремонтированной арматуры на соответствие требованиям настоящего стандарта, РД на конкретное изделие.
Испытания проводятся по УК (УС) на конкретное изделие или по программе приемо-сдаточных испытаний.
9.1.1.6 К испытаниям допускается отремонтированная арматура, принятая ОТК предприятия, проводившего ремонт.
9.1.2 Отремонтированная арматура должна проходить испытания до окраски.
9.1.3 Испытательное оборудование, измерительные средства, а также испытательные среды (пробные вещества) должны удовлетворять требованиям ГОСТ Р 53402.
9.2 Методы контроля
9.2.1 Общие требования
9.2.1.1 Контрольно-измерительная аппаратура и испытательные стенды должны быть проверены на соответствие паспортам или другим техническим документам, содержащим основные параметры этого оборудования.
9.2.1.2 Помещения, в которых проводятся испытания, должны исключать возможность загрязнения отремонтированной арматуры, стендов и приборов.
9.2.1.3 Технический персонал, проводящий испытания, должен:
— пройти инструктаж по технике безопасности;
— знать устройство стендов, на которых проводятся испытания;
— изучить руководство по эксплуатации испытываемой отремонтированной арматуры.
9.2.2 Приемо-сдаточные испытания проводятся по РД с учетом требований ГОСТ Р 53402.
10 Защитные покрытия и смазка
10.1 На поверхностях деталей и узлов арматуры, подлежащих покрытию, не должно быть окалины, ржавчины, грязи, влаги, жировых пятен.
10.2 Для исключения коррозии деталей и узлов арматуры из углеродистых сталей, в случае длительного перерыва между ремонтными операциями, они должны быть покрыты масляной пленкой.
10.3 В случае разрушения лакокрасочного покрытия вследствие коррозии, эрозии, механического или другого воздействия, арматура должна быть после ремонта и испытаний окрашена. Отличительная окраска по ГОСТ Р 52720. Слой краски в местах маркировки должен обеспечивать четкость маркировки и возможность ее чтения.
10.5 Полная окраска поверхности арматуры должна проводиться в случае, когда дефекты покрытия занимают более 50% поверхности. Перед окраской старое лакокрасочное покрытие должно быть удалено, а поверхность обезжирена по СТ ЦКБА 046.
10.6 Подготовка поверхности арматуры под окраску должна проводиться по ГОСТ 9.402.
10.7 Окрашенная поверхность должна удовлетворять требованиям ГОСТ 9.032, класс покрытия VII.
Внешние поверхности деталей арматуры, изготовленных из коррозионностойкой стали и детали из углеродистой стали, имеющие антикоррозионное покрытие, не окрашивать.
10.8 Все трущиеся поверхности деталей арматуры должны быть смазаны смазкой ЦИАТИМ-201 по ГОСТ 6267 или по СТ ЦКБА 059.
10.9 Перед сборкой все резьбовые соединения должны быть смазаны графитовой смазкой по ГОСТ 3333 или по СТ ЦКБА 075.
11 Маркировка и консервация
11.1 На фланце отремонтированной арматуры, в местах, указанных в ремонтных чертежах и свободных от имеющейся маркировки предприятия-изготовителя, ремонтным предприятием должна быть нанесена маркировка ударным или любым другим способом. Маркировка должна отвечать требованиям РД и ГОСТ Р 52760.
Рекомендуемый объем маркировки:
— наименование или товарный знак ремонтного предприятия;
— номер ремонтного чертежа арматуры;
— порядковый номер отремонтированной арматуры;
— дата ремонта.
11.2 Консервацию отремонтированной арматуры следует выполнять в соответствии с требованиями ГОСТ 9.014, СТ ЦКБА 061. Вариант защиты, вариант внутренней упаковки арматуры и срок консервации — в соответствии с РД.
Качество консервационных смазок должно быть подтверждено сертификатами предприятия-изготовителя.
11.3 Слой смазки на поверхности деталей не должен иметь разрывов, трещин, пропусков, должен быть однородным по толщине, не должен содержать пузырьков, комков и инородных включений, видимых при внешнем осмотре.
11.4 Антикоррозионное покрытие, консервация должны обеспечивать хранение и транспортирование в условиях, заданных в соответствии с ГОСТ 15150.
11.5 Консервация отремонтированной арматуры должна быть принята отделом технического контроля предприятия, выполнившим ремонт.
12 Комплектация, упаковка, транспортирование и хранение
12.1 В комплект поставки должны входить:
— отремонтированная арматура в собранном виде с комплектующими ее изделиями;
— паспорт, в котором должна быть сделана запись о выполненном ремонте, указаны показатели надежности и показатели безопасности (назначенные показатели), результаты приемо-сдаточных испытаний, параметры диагностирования и гарантийные обязательства. Порядок восстановления паспорта (при его отсутствии ) — по СТ ЦКБА 081;
— РЭ, в случае наличия его в составе сопроводительной документации на арматуру, поступившей в ремонт;
— паспорта и РЭ на вновь установленные комплектующие изделия;
— ЗИП (в соответствии с ведомостью ЗИП) — по требованию заказчика;
— упаковочный лист.
12.2 Упаковка отремонтированной арматуры должна производиться непосредственно после окончательной консервации и должна обеспечивать ее сохранность от повреждения при транспортировании и хранении.
12.3 Отремонтированная арматура должна упаковываться в плотные или решетчатые ящики, на поддоны, контейнеры и закрепляться для исключения перемещения. Допускается применение других видов упаковки, обеспечивающих сохранность арматуры.
Транспортные средства — ящики по ГОСТ 2991, ГОСТ 10198, либо контейнеры.
12.4 Конструкторскую документацию на тару разрабатывает ремонтное предприятие.
12.5 Перед упаковкой арматуры необходимо:
— надежно закрепить распорками все перемещающиеся узлы и детали;
— проходные отверстия патрубков и посадочная поверхность под привод должны быть закрыты заглушками, изготовленными по чертежам ремонтного предприятия, запирающий элемент должен быть полностью открыт или закрыт в зависимости от вида арматуры.
12.6 К таре должен быть приложен в одном экземпляре упаковочный лист, заполненный и подписанный ОТК ремонтного предприятия. Форму упаковочного листа разрабатывает ремонтное предприятие.
12.7 Комплектность поставки и качество упаковки проверяет ОТК ремонтного предприятия.
12.8 Техническая документация, входящая в объем поставки, должна быть вложена во влагонепроницаемый пакет, который упаковывается в одной таре с арматурой и крепится с внутренней стороны тары. Снаружи ящика крепится карман, в который вкладывается дополнительный экземпляр упаковочного листа во влагонепроницаемом пакете. Допускается влагонепроницаемый пакет с сопроводительной документацией помещать в один из магистральных патрубков, закрытый заглушкой.
12.9 Маркировка транспортной тары по ГОСТ 14192.
На тару несмываемой черной краской следует нанести соответствующую отправительскую марку с указанием массы с тарой (брутто) и предохранительной надписи «ВЕРХ» и «НЕ КАНТОВАТЬ», а на одну из боковых стенок ящика надписи:
— индекс отремонтированной арматуры;
— количество отремонтированной арматуры в ящике.
12.10 При упаковывании в один ящик нескольких изделий должна быть исключена возможность ударов изделий между собой и повреждения защитных покрытий.
12.11 В ящик должны упаковываться, как правило, однотипные изделия. Допускается, по согласованию с заказчиком, упаковка в один ящик изделий разных типов при отправке в адрес одного заказчика.
12.12 Комплект ЗИП должен упаковываться в упаковочный ящик совместно с отремонтированной арматурой. Допускается упаковывать ЗИП в отдельный ящик, при этом, маркировка должна содержать ремонтный номер арматуры, для которой ЗИП предназначен, в сочетании со словами «ЗИП отремонтированной арматуры».
Отремонтированную арматуру DN 300 допускается не упаковывать в ящики, на поддоны или в контейнеры, а устанавливать на прочном деревянном основании, при этом она должна быть надежно закреплена.
300 допускается не упаковывать в ящики, на поддоны или в контейнеры, а устанавливать на прочном деревянном основании, при этом она должна быть надежно закреплена.
Арматура должна храниться на складах или открытых площадках на деревянных настилах высотой не менее 200 мм от земли.
При хранении арматуры на открытых площадках, она должна быть защищена от атмосферных осадков навесом.
Узлы управления (электроприводы, приводы, редукторы) и комплектующие арматуры должны храниться на закрытых складах.
На складе арматуру устанавливать так, чтобы был свободный проход и подход для осмотра, проверки и погрузки.
При хранении арматуру рекомендуется устанавливать шпинделями вверх. Механизмы узлов управления (электроприводов, приводов, редукторов) должны быть закрыты деревянными футлярами, маркировка на арматуре должна хорошо видна и читаться, внутренние полости должны*, покрыты антикоррозионной смазкой согласно СТ ЦКБА 061.
________________
* Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
12.14 Отремонтированная арматура должна сохраняться в заданных условиях в неповрежденной упаковке ремонтного предприятия в течение 36 месяцев без повторной консервации.
Дата консервации и срок действия должны быть указаны в сопроводительной документации.
Сведения о хранении и консервации заносятся в паспорт.
12.15 Транспортирование отремонтированной арматуры может осуществляться любым видом транспорта и на любые расстояния таким образом, чтобы при этом было исключено ее повреждение или повреждение упаковочной тары.
При транспортировании и хранении затвор арматуры должен быть закрыт, магистральные патрубки заглушены транспортными заглушками, а арматура при транспортировании прочно закреплена на транспортном средстве.
12.16 Условия транспортирования и хранения — 7 (Ж1) по ГОСТ 15150, если другое не указано в РД.
12.17 Требования в части воздействия механических факторов — по ГОСТ 23170.
12.18 Требования безопасности при транспортировании и хранении — по ГОСТ Р 53672.
13 Гарантии ремонтного предприятия
13.1 Ремонтное предприятие должно гарантировать соответствие отремонтированной арматуры и комплектующих ее изделий требованиям РД и настоящего стандарта при соблюдении заказчиком правил транспортирования, хранения, монтажа и эксплуатации в соответствии с РЭ.
Результаты заключения по НМК (неразрушающие методы контроля) отремонтированной трубопроводной арматуре должны храниться не менее 10 лет со дня проведения ремонта по инструкции ремонтного предприятия.
13.2 В паспорте на отремонтированную арматуру должны быть приведены:
— гарантийный срок эксплуатации отремонтированной арматуры;
— гарантийный срок хранения отремонтированной арматуры.
13.3 Ремонтное предприятие несет ответственность за скрытые дефекты, возникшие в процессе ремонта, независимо от гарантийного срока.
Приложение А
(справочное)
Систематизированный перечень оборудования для ремонта арматуры
А.1 Систематизированный перечень оборудования для использования при всех видах ремонта и контроля арматуры приведен в таблице А.1
Таблица А.1 — Систематизированный перечень оборудования для ремонта арматуры
|
Наименования оборудования |
Модель оборудования |
Тех. оснастка к универсальному оборудованию |
Назначение и область применения оборудования |
Потреб- |
||
|
ОБОРУДОВАНИЕ ДЛЯ РАЗБОРКИ-СБОРКИ |
||||||
|
Рабочее место для разборки и сборки арматуры |
ГАКС-А-21 (22, 23, 24) |
Разборка и сборка задвижек |
— |
|||
|
ГАКС-А-31 (32, 33, 34) |
Разборка и сборка задвижек |
|||||
|
ГАКС-А-54 (РМ-5) |
Разборка и сборка задвижек DN 10-600 с поворотной стрелой и гайковертом |
|||||
|
ГАКС-А-64 (РМ-ПК) |
Разборка и сборка предохранительных клапанов DN 10-200 |
|||||
|
ОБОРУДОВАНИЕ ДЛЯ НАПЛАВКИ |
||||||
|
Установки наплавочные |
ГАКС-Н-1-50/300С (СН-1-1) ГАКС-Н-1-50/600С ГАКС-Н-4-50/300С ГАКС-Н-4-50/600С |
Устройство для вертикальной наплавки цилиндров, координатный стол по спецзаказу |
Наплавка уплотнительных поверхностей клиньев, корпусов задвижек DN 50-600 |
120 |
||
|
ГАКС-Н-3С (СН-3) |
Наплавка наружных и внутренних цилиндрических поверхностей на деталях типа тел вращения |
|||||
|
ОБОРУДОВАНИЕ И ОСНАСТКА ДЛЯ МЕХАНИЧЕСКОЙ ЛЕЗВИЙНОЙ ОБРАБОТКИ |
||||||
|
Токарно-винторезные станки |
1К62; |
ГАКС-Л-3-1-50/80-О ГАКС-Л-З-50/100-О ГАКС-Л-5-5-10/40-О |
Механическая обработка уплотнительных поверхностей корпусов, клиньев и дисков задвижек |
DN 50-100 |
10; |
|
|
1М63; 163; 165 |
ГАКС-Л-3-1-50/150-О ГАКС-Л-3-50/150-О |
DN 50-150 |
13 28 |
|||
|
16К40 |
ГАКС-Л-5-3-10/200-О |
DN 10-200 |
18,5 |
|||
|
Токарно-карусельные станки |
1512; 1516; 1541; 1525 |
ГАКС-Л-4-1-200/400-О ГАКС-Л-4-2-500/800-О |
Механическая обработка уплотнительных поверхностей корпусов, задвижек |
30-40 |
||
|
ГАКС-Л-4-3-200/400-О ГАКС-Л-4-4-500/800-О |
Механическая обработка уплотнительных поверхностей клиньев и дисков задвижек |
|||||
|
ГАКС-Л-4-31 -200/400-О ГАКС-Л-4-42-500/800-О ГАКС-Л-5-4-10/400-О |
Механическая обработка уплотнительных поверхностей корпусов, клиньев и дисков задвижек |
|||||
|
Переносные специализированные станки для механической обработки |
ГАКС-Л-1-200/400М |
Инструментальные блоки для шлифования и притирки по дополнительному заказу |
Механическая обработка уплотнительных поверхностей корпусов, клиньев и дисков задвижек |
DN 200-400 |
1,6 |
|
|
ГАКС-Л-1-400/600М |
DN 400-600 |
|||||
|
ГАКС-Л-1-100/600М |
DN 100-600 |
|||||
|
ГАКС-Л-1-200/600М |
DN 200-600 |
|||||
|
СТАНКИ СПЕЦИАЛЬНЫЕ, ПЕРЕНОСНЫЕ, ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ |
||||||
|
Радиально-сверлильные станки |
2К52 |
ГАКС-Ф-50/300-О |
Шлифование и притирка уплотнительных поверхностей корпусов, клиньев и дисков задвижек DN 50-800 |
4 |
||
|
2М55; 2Н55; |
ГАКС-Ф-50/500-О |
4 |
||||
|
2А57 |
ГАКС-Ф-200/600-О ГАКС-Ф-400/800-О |
7,5 |
||||
|
Вертикально-сверлильный станок |
2Н125 |
ГАКС-Ф-50/150-О (ТОДш 50/150) ГАКС-Ф-50/200-О (ТОДш 50/200) |
Шлифование и притирка уплотнительных поверхностей корпусов, клиньев и дисков задвижек DN 50-200 |
2,2 |
||
|
Притирочные станки |
ГАКС-Ф-1-50/300С ГАКС-Ф-1Э-50/500С ГАКС-Ф-1Э-50/600С |
С технологическими кассетами по спецзаказу |
Притирка уплотнительных поверхностей клиньев и дисков задвижек DN 50-600 |
3 |
||
|
ГАКС-Ф-2Э-200/400С ГАКС-Ф-2Э-500/600С |
Притирка уплотнительных поверхностей корпусов, задвижек DN 200-600 |
|||||
|
Станок шлифовальный |
ГАКС-Ф-5-50/400С (СШ-1) |
Шлифование уплотнительных поверхностей клиньев и дисков задвижек DN 50-400 |
1,5 |
|||
|
Переносные станки для шлифования и доводки (притирки) |
ГАКС-Ф-3-1-50/200М ГАКС-Ф-3-1-200/400М ГАКС-Ф-3-1-400/600М |
С подставкой для обработки клина по спецзаказу |
Шлифование и притирка уплотнительных поверхностей корпусов и клиньев задвижек |
2,9 |
||
|
ГАКС-Ф-4-1-50/200М ГАКС-Ф-4-1-200/400М ГАКС-Ф-4-1-400/500М ГАКС-Ф-4-1-600/800М ГАКС-Ф-4-1-400/800М ГАКС-Ф-4-1-400/600М ГАКС-Ф-4-1- ГАКС-Ф-4-1- |
Шлифование и притирка уплотнительных поверхностей корпусов задвижек DN 50-1200 (обработка через средний фланец) |
|||||
|
ИСПЫТАТЕЛЬНОЕ ОБОРУДОВАНИЕ |
||||||
|
Комплексы для испытаний |
Типа ГАКС-И-5-15/200: Д-10/48 |
Испытание запорной арматуры DN 15-300 на прочность и герметичность (стенд, источник давления, установка оборотного водоснабжения) |
— |
|||
|
Стенды испытательные мобильные |
ГАКС-И-7-6 |
Испытание запорной арматуры на герметичность и настройка предохранительных клапанов DN 25-200 |
||||
|
Стенды испытательные вертикальной компоновки (с поворотной траверсой) |
ГАКС-И-5-15/200С (30 тонн) |
Испытание запорной арматуры на прочность и герметичность |
DN 15-300 |
|||
|
ГАКС-И-5-50/200С (80 тонн) |
DN 50-200 |
|||||
|
ГАКС-И-1-10/400С (90 тонн) |
DN 10-400 |
|||||
|
Стенды испытательные вертикальной компоновки (с поворотной траверсой) |
ГАКС-И-1-50/400С |
Испытание запорной арматуры на прочность и герметичность |
DN 50-400 |
|||
|
ГАКС-И-1-10/600С |
DN 10-600 |
|||||
|
ГАКС-И-1-50/600С |
DN 50-600 |
|||||
|
Стенды испытательные вертикальной компоновки (без поворотной траверсы) |
ГАКС-И-2-10/300С (50 тонн) |
Испытание запорной арматуры на герметичность |
DN 10-300 |
|||
|
ГАКС-И-2-10/400С (90 тонн) |
DN 10-400 |
|||||
|
ГАКС-И-2-50/400С |
DN 50-400 |
|||||
|
ГАКС-И-2-10/600С (90 тонн) |
DN 10-600 |
|||||
|
ГАКС-И-2-50/600С |
DN 50-600 |
|||||
|
Стенды испытательные вертикальной компоновки с встроенным источником давления (без поворотной траверсой)* |
ГАКС-И-10/300С |
Испытание запорной арматуры на герметичность |
DN 10-300 PN до160 |
|||
|
________________ * Текст документа соответствует оригиналу. — Примечание изготовителя базы данных. |
||||||
|
ГАКС-И-10/300-АС |
DN 10-300 PN до 320 |
|||||
|
ГАКС-И-10/300-БС |
DN 10-300 PN до 40 |
|||||
|
ГАКС-И-10/400-БС |
DN 10-400 PN до 40 |
|||||
|
Стенды испытательные горизонтальной компоновки |
ГАКС-И-6-50/600С |
Испытание запорной арматуры на прочность и герметичность |
DN 50-600 |
|||
|
ГАКС-И-6-100/600С |
DN 50-600 |
|||||
|
ГАКС-И-6-400/1000С |
DN 400-1000 |
|||||
|
ГАКС-И-6-300/1400С |
DN 300-1400 |
|||||
|
ГАКС-И-9-50/600С |
DN 50-600 |
|||||
|
Стенды испытательные для предохранительных клапанов |
ГАКС-И-3-10/300С |
Настройка предохранительных клапанов. Испытания рабочим давлением на герметичность |
DN 10-300 |
|||
|
ГАКС-И-31-25/300С |
DN 25-300 |
|||||
|
ГАКС-И-32-15/150С |
DN 15-150 |
|||||
|
ГАКС-И-33-15/200С |
DN 15-200 |
|||||
|
ГАКС-И-34-15/300С |
DN 15-300 |
|||||
|
Стенды для испытания пружин предохранительных клапанов |
ГАКС-И-5000 |
Испытание пружин сжатия предохранительных клапанов |
0,2-50 кН |
|||
|
ГАКС-И-200/5000 |
0,06-50 кН |
|||||
|
ГАКС-И-10000 |
0,05-100 кН |
|||||
|
ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ |
||||||
|
Токарно-винторезные станки |
1К62 |
ГАКС-Ф-7 |
Чистовая обработка валов пластическим деформированием |
10 |
||
|
16К20 |
11 |
|||||
|
Токарно-винторезные, радиально-сверлильные, токарно-карусельные станки |
1К62; 1М63; 2А55; 1512; 1516,1525 |
ГАКС-3-1 |
Завальцовка латунных уплотнительных колец в корпусах и клиньях задвижек |
|||
|
Токарно-винторезные станки |
1К62 |
ГАКС-Ф-158/182Ин (ПР-1) |
Раскатка внутренних цилиндрических поверхностей |
10 |
||
|
1М63 |
13 |
|||||
|
УНИВЕРСАЛЬНОЕ И СПЕЦИАЛЬНОЕ МЕТРОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА И РЕМОНТА |
||||||
|
Система измерительная регистрирующая |
СЕЙТРОНИК СИР-ПГ-300 |
Измерение параметров трубопроводной арматуры (предохранительной, запорной, устьевой и противовыбросовой) при гидравлических и пневматических испытаниях |
||||
|
Прибор регистрации срабатывания предохранительных клапанов и герметичности их затвора |
СЕЙТРОНИК ПГ10-1 |
Для регистрации срабатывания предохранительных клапанов и герметичности в затворе при испытаниях для давления рабочей (испытательной) среды до Рр 105 МПа |
||||
|
Прибор регистрации герметичности запорной арматуры при испытаниях |
СЕЙТРОНИК ПГ10-2 |
Для регистрации герметичности запорной арматуры при испытаниях для давления рабочей (испытательной) среды до Рр 105 МПа |
||||
|
Угломерные устройства |
СЕЙТРОНИК УУ2-1 СЕЙТРОНИК УУ2-2 СЕЙТРОНИК УУ2-3 |
Для измерений угла между уплотнительными поверхностями элементов затвора клиновых задвижек и селективной подгонки элементов затвора клиновых задвижек общепромышленного применения по угловым параметрам в цеховых, лабораторных и полевых условиях в диапазонах номинальных диаметров |
||||
|
Приборы для измерения шероховатости поверхности серии «СЕЙТРОНИК ПШ8 (С.С.)» |
«СЕЙТРОНИК ПШ8-1 (С.С.)» (профилометр с цифровым ЖК-дисплеем) |
Для измерения параметров шероховатости по системе средней линии в соответствии с номенклатурой и диапазонами значений, предусмотренными ГОСТ 2789 |
||||
|
«СЕЙТРОНИК ПШ8-3 (С.С.)» (профилограф-профилометр с цифровым ЖК-дисплеем для работы в комплексе с ПК) |
||||||
|
«СЕЙТРОНИК ПШ8-2 (С.С.)» (самостоятельный профилограф-профилометр с графическим ЖК-дисплеем) |
||||||
|
«СЕЙТРОНИК ПШ8-4 (С.С.)» (профилограф-профилометр с графическим ЖК-дисплеем для работы в комплексе с ПК) |
||||||
|
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ |
||||||
|
Промышленная моечная камера |
ПМК-1000 |
Мойка деталей, узлов задвижек, корпусов задвижек DN 50-200 |
40 |
|||
|
Отрезной станок |
8Г663 |
Порезка проката на заготовки |
7,5 |
|||
|
8А641 |
5,5 |
|||||
|
Точильно-шлифовальный станок |
3К634; 3Б633 |
Заточка режущего инструмента |
3 |
|||
|
3К333 |
1,7 |
|||||
|
Универсально-заточной станок |
3Д642Е |
Заточка режущего инструмента |
1,5 |
|||
|
3А64Д |
1,4 |
|||||
|
Вертикально-фрезерный станок |
6М12П |
Шпиндели, втулки резьбовые, установочные |
7 |
|||
|
6М13П; 6М83 |
10 |
|||||
|
Кран-балка Q=3,2 т |
Перемещение деталей, узлов задвижек |
|||||
|
Электропечь с выкатным подом |
1920.1150 ВП |
Термообработка корпусов и клиньев после наплавки |
102 |
|||
|
Стол сварочный поворотный |
ССН-3 |
Сварка деталей и узлов задвижек |
||||
|
Выпрямитель сварочный |
ВДУ-506 |
Сварка |
40 |
|||
|
Стеллаж для хранения сварочной проволоки и электродов |
||||||
|
Емкость для хранения флюса |
||||||
|
Электропечь |
ЭПЭ-120/450 |
Прокалка флюса |
11,2 |
|||
|
Электропечь |
ЭПЭ-20/400 |
Прокалка электродов |
1,5 |
|||
|
Подставка |
Консервация задвижек |
|||||
|
Подставка |
Окраска задвижек |
Приложение Б
(справочное)
Показатели технологичности при техническом обслуживании и ремонте арматуры
Б.1 Показатели технологичности при техническом обслуживании и ремонте арматуры приведены в таблице Б.1
Таблица Б.1 Показатели технологичности при техническом обслуживании и ремонте арматуры
|
Наименование показателя |
Определение и расчет |
Обозначение |
|
Средняя оперативная продолжительность технического обслуживания (ремонта) данного вида |
Определение по ГОСТ 21623 |
|
|
Средняя оперативная трудоемкость технического обслуживания (ремонта) данного вида |
Определение по ГОСТ 21623 |
|
|
Средняя оперативная стоимость технического обслуживания (ремонта) данного вида |
Определение по ГОСТ 21623 |
|
|
Средняя оперативная продолжительность операций технического обслуживания (ремонта) |
Математическое ожидание оперативной продолжительности выполнение операции (операций) технического обслуживания (ремонта) |
|
|
Средняя оперативная трудоемкость технического обслуживания |
Математическое ожидание оперативной трудоемкости выполнение операции (операций) технического обслуживания (ремонта) |
|
|
Средняя оперативная стоимость операций технического обслуживания (ремонта) |
Математическое ожидание оперативной стоимости выполнение операции (операций) технического обслуживания (ремонта) |
Примечание: Индекс «P» при T; S и C означают разовую продолжительность (трудоемкость, стоимость) выполнения операции технического обслуживания (ремонта) |
|
Коэффициент взаимозаменяемости |
Определение по ГОСТ 21623 |
 ;
;  ;
; 
 ;
;  ;
; 
 ;
;  ;
; 
Приложение В
(справочное)
Перечень возможных дефектов, приводящих к отказам, и мероприятия по их устранению
В.1 Перечень возможных дефектов, приводящих к отказам, и мероприятия по их устранению, приведены в таблице В.1
Таблица В.1 — Перечень возможных дефектов, приводящих к отказам, и мероприятия по их устранению
|
Возможные отказы |
Узлы и детали, в которых проявляются отказы |
Дефекты, приводящие к отказам |
Мероприятия, предупреждающие последствия, возникающие вследствие отказа |
|
1 Потеря герметичности по отношению к внешней среде по корпусным деталям и сварным соединениям |
Корпус, в том числе фланцы и радиусные переходы. Крышка, в том числе фланцы и радиусные переходы. Шпиндель. Запирающий элемент |
Развивающиеся трещины. Утонение толщины стенок ниже минимально допустимых (расчетных). |
Трубопроводную арматуру демонтировать с трубопровода и направить на дефектацию неразрушающими методами контроля. |
|
2 Потеря герметичности по отношению к внешней среде по подвижным соединениям. |
Узел сальникового уплотнения |
Изменение первичной микрогеометрии контактирующих поверхностей. Изменение размеров деталей сальникового узла сверх предусмотренных в КД вследствие износа |
Сбросить рабочее давление среды до нуля. Подтянуть сальник. Поднять давление среды до рабочего. |
|
3 Потеря герметичности по отношению к внешней среде по неподвижным соединениям |
Фланцевое и бесфланцевое соединения «корпус-крышка». Фланцевое присоединение к трубопроводу. Технологические соединения на корпусе и крышке (байпас, пробки). Присоединения к трубопроводу на приварке. |
Неудовлетворительная затяжка крепежных деталей соединения «корпус-крышка». Изменение размеров деталей узла сверх предусмотренных в КД. Развитие задиров, трещин и пор на поверхностях деталей узла. Утонение стенок сварного шва ниже минимально допустимых расчетных значений. Изменение структуры кристаллической решетки сварного шва. |
По фланцевым соединениям: — проконтролировать отсутствие недопустимых смещений и перекосов уплотнительных поверхностей, соответствие усилий затяга требованиям КД и равномерности затяга крепежных деталей (в случае необходимости с заменой уплотнительных деталей). При обнаружении протечки, неустранимой при усилиях затяга крепежных деталей по КД, провести разборку и дефектацию деталей соединения. По присоединениям к трубопроводу на приварке: — арматуру вырезать из трубопровода и направить на дефектацию. |
|
4 Отклонение утечки в затворе от величины, нормируемой условиями эксплуатации. |
Затвор основной (седло корпуса — запирающий элемент) Затвор верхний (шпиндель-крышка) |
Изменение первичной микрогеометрии уплотнительных поверхностей затвора, развитие задиров, трещин и пор на уплотнительных поверхностях. Недоход запирающего элемента до полного закрытия. |
Проверить настройку крутящего момента (Мкр) привода на соответствие КД и при необходимости произвести настройку. Выполнить несколько срабатываний запирающим элементом из положения «закрыто» в положение «открыто» и обратно. При недопустимых утечках через затвор арматуру разобрать и провести дефектацию деталей и узлов затвора. |
|
5 Невыполнение функции «открытие-закрытие» |
Арматура в сборе Запирающий элемент не открывается (из положения «закрыто»). Запирающий элемент не перемещается, находясь в промежуточном положении. Запирающий элемент не закрывается (из положения «открыто»). |
Поломка (обрыв) шпинделя. Обрыв зацепов в соединении запирающий элемент-шпиндель. Изгиб шпинделя Заклинивание запирающего элемента в положении «закрыто». Заклинивание подвижных соединений системы перемещения запирающего элемента (запирающий элемент-шпиндель-бугельный узел). Срыв резьбы ходовой втулки. Поломка элементов управления (маховика, рукоятки). Разрыв соединения элемента управления (шпиндель-втулка резьбовая). Несрабатывание привода арматуры. |
Арматуру разобрать и провести дефектацию всех деталей, узлов и соединений подвижной системы перемещения запирающего элемента и проверку контролируемых параметров привода. |
|
6 Непредусмотренное регламентом выполнение функции «открытие-закрытие» |
Арматура в сборе |
Поломка (обрыв) шпинделя. Обрыв зацепов в соединении запирающий элемент — шпиндель. Срыв резьбы ходовой втулки. |
Проверить целостность подвижной системы перемещения запирающего элемента. Провести срабатывание арматуры «открыть-закрыть», контролируя перемещение запирающего элемента. Проверить исправность электрической цепи управления электропривода. При отсутствии перемещения запирающего элемента арматуру разобрать и провести дефектацию деталей, узлов и соединений подвижной системы перемещения запирающего элемента. |
|
Несоответствие времени срабатывания «открытие-закрытие», указанному в КД |
Арматура в сборе |
Поломка кулачков на «открытие» и «закрытие» в узле настройки электропривода. Поломка винтов фиксации кулачков на «открытие» и «закрытие» в узле настройки электропривода. |
Проверить работоспособность арматуры при управлении от ручного дублера, убедившись в наличии смазки в узле ходовой резьбовой пары. При необходимости арматуру разобрать и провести дефектамию всех деталей, узлов и соединений подвижной системы перемещения запирающего элемента. |
В.2 Причинами возникновения дефектов, приводящих к отказам, являются:
— для основного металла, металла сварных швов и сопрягаемых деталей соединений:
-
1) старение и усталость материала;
-
2) коррозионный, абразивный, эрозионный и кавитационный износы под воздействием рабочей и окружающей среды;
-
3) механический износ и повреждения в парах трения.
— для фланцевых соединений:
-
1) отклонение усилия затяга крепежных деталей от требований КД;
-
2) снижение механических свойств крепежных деталей;
-
3) снижение свойств материалов уплотнительных материалов.
— для сопрягаемых поверхностей — недопустимые отклонения геометрических параметров сопрягаемых деталей.
— для выполнения функции «открыто-закрыто» и требований по времени срабатывания:
-
1) недопустимые отклонения параметров деталей и узлов подвижной системы перемещения запирающего элемента;
-
2) отклонения контролируемых параметров приводов.
В.3 Восстановление работоспособности арматуры после дефектации деталей, узлов и соединений осуществляется:
— при регламентном техническом обслуживании арматуры непосредственно на трубопроводе, с заменой или восстановлением отдельных деталей и узлов без снятия корпусных деталей с трубопровода;
— при проведении среднего (текущего) ремонта арматуры непосредственно на трубопроводе, с заменой или восстановлением отдельных деталей и узлов без снятия корпусных деталей с трубопровода.
В.4 По результатам дефектации арматуры, снятой с трубопровода, принимается решение о целесообразности проведения капитального ремонта.
В.5 Устранение отказов приводов арматуры должно осуществляться в соответствии с РЭ (руководством по эксплуатации) на соответствующий привод.
В.6 Критичность отказа определяется заказчиком.
Приложение Г
(рекомендуемое)
Способы промывки узлов и деталей
Г.1 Способы промывки узлов и деталей приведены в таблице Г.1.
Таблица Г.1 — Способы промывки узлов и деталей
|
Способ промывки |
Оборудование и характеристика |
Моющие растворы |
|
1 Ручная |
Ванна с сеткой. Целесообразно иметь две ванны для предварительной и окончательной промывок. После выдержки в растворе, очистка щетками и обтирочными материалами. Грязь оседает под сеткой. |
Уайт-спирит ГОСТ 3134 Сода кальцинированная, едкий натр, тринатрий фосфат, жидкое стекло, по 10-20 г/л каждого компонента. |
|
2 Промывка в ваннах |
Передвижная или стационарная ванна с электроподогревом моющего раствора. Раствор подогревается до t 80-90°С. Детали промываются методом окунания или на сетке. |
Сода кальцинированная, тринатрий фосфат по 30 г/л и жидкое стекло 10 г/л. Триполифосфат натрия 2-3 г/л. |
|
3 Моечными машинами |
Стационарные и передвижные моечные машины. Однокамерные (только для промывки), двухкамерные (для промывки и ополаскивания), трехкамерные (для промывки, ополаскивания и сушки). Горячие моющие растворы (t 80-90°С) подаются на детали под давлением душевыми установками. Детали размещаются на сетках или тележках, которые закатываются в моечную машину. |
Кальцинированная сода 3-5 г/л. Тринатрий фосфат 3-5 г/л. Синтанол ДТ — 7 0,15-0,3 г/л. Сульфонол 0,05-0,1 г/л Каустическая сода 1-2 г/л, тринатрий фосфат 4 г/л, нитрат натрия 2,5 г/л. МС-6 или Лабомид-101 15-20 г/л |
|
4 Моечные камеры |
Вода (вода с песком) подается на детали под давлением от 17,0 до 50,0 МПа 500 (кгс/см |
Вода |
Г.2 Для промывания узлов и деталей после механической обработки можно применять следующие составы водных растворов:
— 30 г/л тринатрий фосфата, 3 г/л ОП-7, t от плюс 60 до плюс 70°С;
— 30 г/л тринатрий фосфата, 30 г/л кальцинированной соды, 3 г/л ОП-7, 0,5 г/л хромпика t=60-70°C;
— 30 г/л кальцинированной соды, 20 г/л жидкого стекла, t от плюс 60 до плюс 70°С.
Промывка деталей и узлов от притирочных паст может выполняться в следующих растворах:
— 30 г/л тринатрий фосфата, 10 г/л ОП-7, 10 г/л кальцинированной соды, t от плюс 60 до плюс 70°С;
— 20 г/л едкого натра, 20 г/л кальцинированной соды, 10 г/л контакта Петрова, t от плюс 60 до плюс 70°С.
Очистка стальных узлов и деталей от нагара или коррозии может выполняться следующими растворами:
— 40-80 г/л фосфорной кислоты, 200-300 г/л хромового ангидрида, t от плюс 90 до плюс 100°С;
— 0,15-0,25% кальцинированной соды, 0,09-0,1% хромпика t от плюс 60 до плюс 80°С;
— 10 г/л едкого натра, 25 г/л кальцинированной соды, 20 г/л жидкого стекла и 2 г/л тринатрий фосфата, t от плюс 60 до плюс 70°С.
Г.3 Растворители для удаления старых лакокрасочных покрытий приведены в таблице Г.2.
Таблица Г.2 — Растворители для удаления старых лакокрасочных покрытий
|
Растворитель |
Удаляемые загрязнения |
Материал очищаемой поверхности |
Примечание |
|
Ацетон |
Жиры, масла, канифоль, смолы, краски |
Все материалы |
Взрыво- и пожароопасный, токсичный |
|
Уайт-спирит |
Масла, жиры, пасты, парафин, механические загрязнения |
Черные и цветные металлы |
|
|
Бензол |
Лаки, краски, мастики |
||
|
Бутилацетат |
Смолы, лаки, краски |
||
|
Ксилол, толуол |
Лаки, краски, мастики |
Г.4 Смывки для удаления старых лакокрасочных покрытий приведены в таблице Г.3.
Таблица Г.3 — Смывки для удаления старых лакокрасочных покрытий
|
Операция |
Марка смывки |
Продолжительность обработки, мин |
|
|
Погружением |
Распылением под давлением |
||
|
Удаление старого лакокрасочного покрытия |
АФТ-1 |
20 |
20 |
|
СНБ |
20 |
20 |
|
|
СП-6 |
20 |
20 |
|
|
СП-7 |
20 |
20 |
|
|
СД (сп) |
5-10 |
5-10 |
Приложение Д
(справочное)
Разборка арматуры на примере разборки задвижки клиновой с выдвижным шпинделем с ручным управлением и электроприводом
Д.1 Разборку задвижки проводить в следующем порядке:
— вывести запирающий элемент задвижки из положения закрыто не менее 1/4 хода с помощью маховика для задвижки с маховиком (см. рисунок Д.1);
— с помощью ручного дублера для задвижки с электроприводом (см. рисунок Д.2).
Рисунок Д.1 — Задвижка клиновая с выдвижным шпинделем с ручным управлением
1 — корпус; 2 — шарик; 3 — подпятник; 4 — диск; 5 — упор; 6 — сегмент; 7 — обойма; 8 — шпиндель; 9 — крышка; 10 — шплинт; 11 — ось; 12 — втулка сальниковая; 13 — фланец; 14 — подшипник; 15 — крышка; 16 — кольцо стопорное; 17 — шпонка; 18 — втулка; 19 — маховик; 20 — болт; 21 — шайба; 22 — гайка; 23 — втулка резьбовая; 24 — гайка; 25 — шайба; 26 — болт откидной; 27 — кольцо КГУ; 28 — втулка поднабивочная; 29 — гайка; 30 — шпилька; 31 — прокладка; 32 — электропривод; 33 — втулка кулачковая; 34 — шпилька; 35 — шайба; 36 — гайка; 37 — винт
Рисунок Д.2 — Задвижка клиновая с выдвижным шпинделем с электроприводом (остальное — см. рисунок Д.1)
Д.2 Разборку задвижки с электроприводом следует начинать со снятия электропривода:
— отвернуть гайки 36, снять шайбы 35, ввернуть шпильки 34;
— снять электропривод 32 (см. рисунок Д.2)
Д.3 Дальнейшая разборка задвижки должна осуществляться следующим образом:
— отвернуть гайки 29, вынуть шпильки 30, и снять крышку 9 с дисками 4, обоймой 7, шпинделем 8, узлом сальника и бугельным узлом из корпуса, предохраняя уплотнительные поверхности дисков 4 от повреждений;
— вынуть прокладку 31 из корпуса 1;
— снять запирающий элемент со шпинделя 8;
— вывернуть винты 37 из обоймы 7;
— вынуть сегменты 6 из обоймы 7, снять диски 4, вынуть шарик 2 и упор 5;
— вынуть подпятники 3 из дисков 4 (при необходимости);
— отвернуть гайки 24, снять шайбы 25, откинуть болты 26 на оси 11;
— вывернуть шпиндель 8 из втулки резьбовой 23 и вынуть его из крышки 9 через ослабленный узел сальника, придерживая фланец сальника 13;
— вынуть фланец сальника 13 из крышки 9, вынуть втулку сальниковую 12, при необходимости вынуть кольца КГУ 27 и втулку поднабивочную 28;
— освободив стопорное кольцо 16, снять маховик 19 и вынуть шпонку 17 из втулки 18.
Д.4 Разборку бугельного узла задвижки с ручным приводом проводить в следующей последовательности (см. рисунок Д.1):
— отвернуть гайки 22 и, вынув болты 20, снять крышку 15, втулку 18 с подшипниками 14, снять подшипники 14, вывернуть втулку резьбовую 23 из втулки 18;
Д.5 Сборку задвижки проводить в обратном порядке.
Д.6 Сборку колец сальника в сальниковом узле проводить пакетом с контролем усилия поджатия по крутящему моменту затяга шпилечного соединения сальникового узла, соответствующему поджатию пакета сальниковых колец на 10% от его первоначальной высоты.
Поджатие пакета колец сальника при сборке проводить в несколько этапов (не менее 10) до стабилизации крутящего момента затяга шпилечного соединения сальника, с окончательным поджатием в пределах 12-15% от первоначальной высоты пакета. При каждом этапе поджатия совершать возвратно-поступательное перемещение шпинделя не менее 5 раз.
Приложение Е
(справочное)
Виды возможных дефектов сварных швов, рекомендуемые методы контроля и нормы разбраковки
Е.1 Виды возможных дефектов сварных швов, рекомендуемые методы контроля и нормы разбраковки приведены в таблице Е.1.
Таблица Е.1 — Виды возможных дефектов сварных швов, рекомендуемые методы контроля и нормы разбраковки
|
Контролируемый объект |
Возможные дефекты |
Рекомендуемый метод контроля |
Нормы разбраковки |
|
Сварные швы и основной металл, околошовные зоны, находящиеся в эксплуатации |
Несоответствие размеров |
Визуальный контроль, измерение |
Допускается в пределах допуска на размер |
|
Коррозия, эрозия и механический износ |
Допускаются местные утонения, особооговариваемые в УК и ремонтных чертежах |
||
|
Трещины |
Визуальный контроль, измерение, капиллярная дефектоскопия, МПД основного металла |
Не допускаются |
|
|
Поры, шлаковые включения |
Визуальный, магнитопорошковый, ультразвуковой или радиографический контроль |
Допускаются одиночные поры и включения до 5% толщины при визуальном контроле, до 10% при магнитопорошковом, ультразвуковом или радиографическом контроле |
Приложение Ж
(справочное)
Виды возможных дефектов наплавок и рекомендуемые методы контроля
Ж.1 Виды возможных дефектов наплавок и рекомендуемые методы контроля приведены в таблице Ж.1.
Таблица Ж.1 — Виды возможных дефектов наплавок и рекомендуемые методы контроля
|
Возможные дефекты |
Место проявления дефекта |
Рекомендуемый метод контроля |
|
Трещины, износ, задиры, сколы, пятнистость. Несоответствие размеров |
1 Рабочие части наплавленных уплотнительных поверхностей запирающих элементов и седел. 2 Рабочие наплавленные поверхности направляющих 3 Боковые (нерабочие) поверхности деталей с наплавкой. 4 Границы или зона сплавления наплавленного металла с основным металлом. |
Визуальный |
|
Округлые одиночные несплошности |
1 Рабочие части наплавленных уплотнительных поверхностей запирающих элементов и седел |
Визуальный |
|
2 Боковые (нерабочие) поверхности направляющих |
||
|
3 Рабочие наплавленные поверхности направляющих |
||
|
Нестабильность твердости |
1 Рабочие части наплавленных уплотнительных поверхностей запирающих элементов и седел |
Замер твердости не менее, чем в трех точках в соответствии с ГОСТ 9013 |
|
2 Рабочие наплавленные поверхности направляющих |
Приложение И
(рекомендуемое)
Карта дефектации и ремонта детали (узла)
|
Наименование и обозначение, номер изделия |
|||
|
Наименование и обозначение детали (узла) |
|||
|
Дата проведения дефектации |
|||
|
Дефек- |
Размер |
Качество обработки |
Дефекты |
Метод, которым был обнаружен дефект |
Заклю- |
|||
|
По чертежу |
Факти- |
По чертежу |
Факти- |
Поверх- |
Скрытые |
|||
Подписи лиц, ответственных за дефектацию.
Приложение К
(справочное)
Перечень возможных дефектов во вновь выполняемой наплавке, причины образования и методы их устранения
К.1 Перечень возможных дефектов во вновь выполняемой наплавке, причины образования и методы их устранения приведен в таблице К.1.
Таблица К.1 — Перечень возможных дефектов во вновь выполняемой наплавке, причины образования и методы их устранения
|
Виды дефектов и места их расположения |
Причины образования дефектов |
Методы устранения дефектов |
|
Поры, сыпь |
1 Нарушение технологического процесса а) наплавка произведена на недостаточно зачищенных от окалины, ржавчины, краски, масла и других загрязнений поверхности; б) не прокалены электроды; в) завышены режимы наплавки (перегрев); г) плохо заделаны кратеры. 2 Применены некачественные электроды и присадочные прутки. |
Исправление пор и сыпи в наплавке производится путем удаления дефектных участков до чистого металла с последующей наплавкой. Удаление дефектных участков производится механическим способом (точением, шорошкой и др.). При наличии большого количества дефектов удаляется весь слой наплавки. Исправление производится согласно технологическому процессу. |
|
Черновины, поджог и брызги |
Нарушение технологического процесса наплавки: а) занижены режимы наплавки (сила тока); б) не соблюден порядок наложения валиков; в) наличие защитного покрытия электродов. |
Исправление черновин производится путем механической выборки дефектов или полного удаления слоя наплавки. Заварка дефектной выборки производится согласно установленному технологическому процессу. Поджоги и брызги удаляются механическим способом (шлифовкой, точением и др.). |
|
Трещины, сколы |
1 Нарушение технологического процесса а) не соблюден температурный режим на б) неправильно выполнена деталь под наплавку; в) нарушен порядок выполнения технологических операций. 2 Применены некачественные электроды. |
Трещины и сколы удаляются механической обработкой до чистого металла. Повторная наплавка производится согласно принятому технологическому процессу. В случае, когда трещина переходит в основной металл, производится удаление основного металла. Полнота выборки трещины контролируется методом цветной дефектоскопии. |
|
Несплавление и зашлаковка |
Нарушение технологического процесса: а) занижены режимы наплавки (сила тока); б) применены толстообмазанные электроды; в) не соблюден порядок наложения валиков. |
Несплавления и зашлаковка исправляются путем механической выборки дефектов с последующей наплавкой согласно технологического процесса. |
|
Подрезы основного металла |
Нарушение технологического процесса наплавки: а) завышены режимы наплавки; б) применены электроды увеличенного диаметра |
Исправление подрезов производится путем заварки электродами и последующей механической обработкой. Исправление производится по установленному технологическому процессу |
|
Пятнистость поверхности (отсутствие металлического блеска в отдельных местах) |
Завышены режимы наплавки (перегрев металла в процессе наплавки) |
Пятнистость наплавки удаляется механической обработкой дефектного слоя глубиной 1-2 мм и наплавляется вновь по установленному технологическому процессу. |
|
Несоответствие размеров наплавки |
Нарушение технологического процесса наплавки, небрежность исполнителя. |
Исправление заниженных размеров наплавки производится путем наплавки дополнительных валиков до требуемого размера. Наплавка производится по установленному технологическому процессу. |
|
Нестабильность твердости наплавки на трущихся поверхностях |
1 Завышение режимов наплавки. 2 Заниженная толщина наплавки. 3 Неправильный выбор диаметра электрода. |
Выявить причины получения наплавки с низкой твердостью (занижены размеры наплавки, завышены режимы наплавки, некачественные электроды). Наплавка удаляется полностью и производится повторная наплавка. |
Приложение Л
(справочное)
Перечень возможных отказов, признаков дефектов, а также параметров, по которым оценивается техническое состояние арматуры, в том числе с помощью средств диагностики
Таблица Л.1 — Перечень возможных отказов, признаков дефектов, а также параметров, по которым оценивается техническое состояние арматуры, в том числе с помощью средств диагностики
|
Возможные отказы арматуры |
Узлы и детали, в которых проявляются отказы |
Признаки, характеризующие наличие развивающихся дефектов, приводящих к отказам |
Параметры, по которым оценивается техническое состояние |
|
1 Потеря герметичности по отношению к внешней среде по корпусным |
1.1 Корпус, в том числе фланцы и радиусные переходы 1.2 Крышки, в том числе и радиусные переходы. |
1.1 Развитие несплошностей 1.2 Утонение толщин стенок ниже минимально допустимых (расчетных). 1.3 Отклонение геометрических параметров 1.4 Изменение напряженно-деформированного состояния. |
1.1 Механические характеристики 1.2 Несплошность металла. 1.3 Геометрические параметры рабочих поверхностей деталей. 1.4 Поверхностные дефекты |
|
2 Потеря герметичности по отношению к внешней среде по подвижным соединениям. |
2.1 Узел сальникового уплотнения. 2.2 Шпиндель. |
2.1 Наличие протечки через сальник. 2.2 Отклонение геометрических параметров 2.3 Нарушение шероховатости трущейся поверхности шпинделя. |
2.1 Величина протечки. 2.2 Геометрические параметры рабочих поверхностей деталей. 2.3 Параметры, характеризующие состояние набивки. 2.4 Величина запаса на подтяжку сальника. 2.5 Шероховатость трущейся поверхности шпинделя. |
|
3 Потеря герметичности по отношению к внешней среде по неподвижным соединениям |
a. Фланцевое и бесфланцевое соединение «корпус-крышка». b. Фланцевое присоединение к трубопроводу. c. Технологические соединения на корпусе и крышке (байпас, пробки). d. Присоединения к трубопроводу на приварке. |
3.1 Наличие протечки через соединения. 3.2 Отклонение геометрических параметров рабочих поверхностей деталей сверх допустимых величин. 3.3 Снижение момента затяжки крепежных деталей. 3.4.Развитие несплошностей. Утонение толщин стенок ниже минимально допустимых (расчетных). 3.5 Изменение структуры кристаллической решетки. |
3.1 Величина протечки. 3.2 Геометрические параметры рабочих поверхностей деталей. 3.3 Параметры, характеризующие состояние уплотнительных поверхностей фланцев и прокладок (колец). 3.4 Момент затяжки крепежных деталей. Несплошность металла. Толщина стенки. Поверхностные дефекты. |
|
4 Отклонение величины утечки от нормируемой в соответствии с условиями эксплуатации. |
4.1 Затвор арматуры основной (седло-запирающий элемент). 4.2 Затвор арматуры верхний (шпиндель-крышка) |
Увеличение протечки сверх допустимой величины |
Величина утечки |
|
5 Невыполнение функции «открытие-закрытие» |
Арматура в сборе 5.1 Запирающий элемент не открывается (из положения «закрыто»). 5.2 Запирающий элемент не перемещается, находясь в промежуточном положении. 5.3 Запирающий элемент не закрывается (из положения «открыто»). |
5.1 Изменение расхода рабочей среды и давления в системе. 5.2 Отсутствие перемещения шпинделя и запирающего элемента. |
5.1 Расход рабочей среды 5.2 давление в системе 5.3 Величина перемещения шпинделя 5.4 Технические параметры |
|
6 Непредусмотренное регламентом выполнение функции «открытие-закрытие» |
Арматура в сборе |
Непредусмотренное регламентом изменение расхода рабочей среды, давления в системе и положения шпинделя и запирающего элемента |
Расход рабочей среды Давление в системе |
|
7 Несоответствие времени срабатывания, указанному в КД (открытия-закрытия) |
Арматура в сборе |
Отклонение времени срабатывания от указанного в КД |
Время срабатывания |
|
— временное сопротивление разрыву; — предел текучести; — твердость; — ударная вязкость; — относительное удлинение; — относительное сужение.
— линейные и угловые размеры; — параметры расположения; — параметры формы; — параметры волнистости; — параметры шероховатости.
— величина крутящего момента; — мощность; — сигналы, фиксирующие срабатывания муфты ограничения крутящего момента; и срабатывание конечных выключателей; — величина тока и напряжения электродвигателя.
|
 деталям и сварным соединениям
деталям и сварным соединениям .
. рабочих поверхностей деталей сверх допустимых величин.
рабочих поверхностей деталей сверх допустимых величин. металла.
металла. металла.
металла. электроприводов (для арматуры, укомплектованной электроприводами)
электроприводов (для арматуры, укомплектованной электроприводами) Критичность отказов определяет заказчик.
Критичность отказов определяет заказчик.Библиография
|
[1] |
ТР ТС 010/2011 |
Технический регламент Таможенного союза «О безопасности машин и оборудования» |
|
[2] |
Федеральный закон РФ от 22 июля 2008 г. N 123-Ф3 |
«Технический регламент о требованиях пожарной безопасности» |
|
[3] |
Стандарт организации ГАКС СТО 11999797 РД 06-2007 ООО «НПО «ГАКС-АРМСЕРВИС» |
«Арматура трубопроводная. Руководство по ремонту задвижек DN 50…800 мм, PN 1,6…6,4 МПа» |
|
[4] |
Руководящий документ РД ЭО 0027-2005 |
Инструкция по определению механических свойств металла оборудования атомных станций безобразцовыми методами по характеристикам твердости |
Лист регистрации изменений
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в документе |
N доку- |
Входящий N сопроводи- |
Подпись |
Дата |
|||
|
изме- |
заме- |
новых |
анну- |
||||||
|
1 |
11, 13, 34, 50 |
5, 6, 7, 9, 10, 35, 48, 85 |
— |
— |
87 |
Изм. N 1 |
Пр. N 11 от 03.03.14 |
с 01.07.2014 |
|
От АО «НПФ «ЦКБА» |
||
|
Генеральный директор |
В.П.Дыдычкин |
|
|
Заместитель генерального директора — |
Ю.И.Тарасьев |
|
|
Заместитель генерального директора — |
В.В.Ширяев |
|
|
Заместитель директора — |
С.Н.Дунаевский |
|
|
Начальник лаборатории Исполнители: |
Е.С.Семенова |
|
|
Главный специалист технического отдела |
В.Б.Ларионов |
|
|
Специалист по сварке и наплавке От ООО «НПО «ГАКС-АРМСЕРВИС» |
Г.А.Сергеева |
|
|
Президент — научный руководитель |
С.В.Сейнов |
|
|
Вице-президент |
Ю.С.Сейнов |
|
|
Технический директор Согласовано: |
В.В.Лебедев |
|
|
Председатель ТК 259 ЗАО «Тулаэлектропривод» |
М.И.Власов |
|
|
С.Г.Шиляев Письмо N 454-ОГК ЗАО «ПРОКОНСИМ» М.С.Соколов Факсимильное |
В состав ремонтных
документов входят: общее руководство
по ремонту (среднему или капитальному);
руководства по среднему, капитальному
ремонту; общие технические условия на
капитальный и/или средний ремонт;
ремонтные чертежи; каталог деталей и
сборочных единиц; нормы расхода
запасных частей по каждому виду ремонта;
ведомость документов для ремонта.
Общее руководство
по ремонту составляют тогда, когда общие
указания по организации и технологии
ремонта, а также общие технические
требования к ремонту изделий данного
класса, подкласса или группы (например,
подъемников) целесообразно изложить в
отдельном документе, исключив
указанные сведения из руководства по
ремонту изделий данного конкретного
наименования.
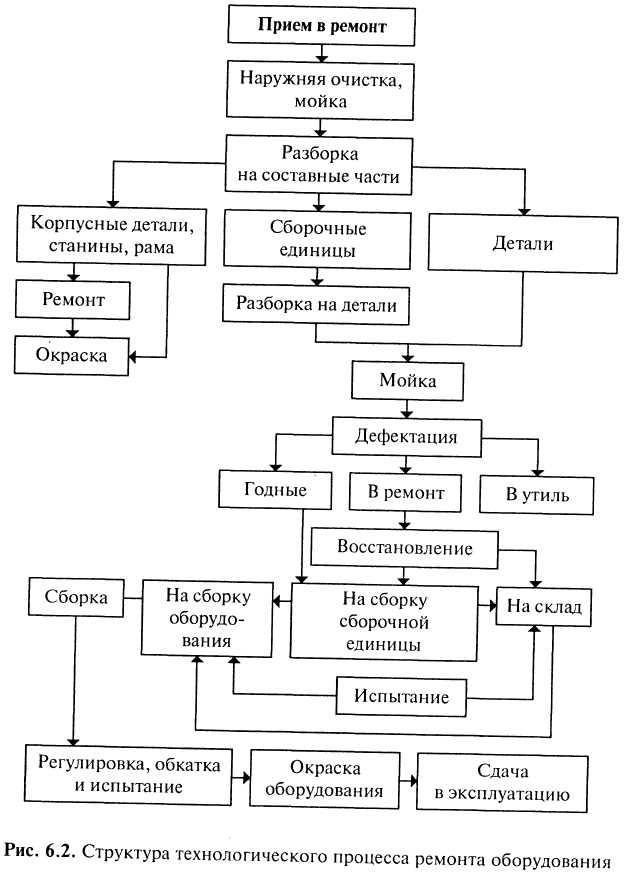
Общее руководство
должно включать такие разделы, как:
— организация
ремонта;
— приемка в ремонт
и хранение ремонтного фонда;
— демонтаж и
последующая разборка;
— организация
дефектации;
— ремонт типовых
деталей, соединений и сборочных единиц;
— сборка, монтаж
и испытание изделия после его ремонта
на месте эксплуатации;
— защитные
покрытия, консервация; маркировка,
упаковка, транспортирование и хранение.
Руководства по
капитальному и/или среднему ремонту
изделий конкретного наименования
составляют в следующих случаях:
— когда технически
возможно и экономически целесообразно
предусматривать ремонт изделия;
— если структурой
ремонтного цикла эти виды ремонта
предусматриваются и когда в соответствии
с принятой на эксплуатирующем изделие
предприятии системой ремонта
предусматриваются ремонты этого
изделия.
Руководство по
капитальному ремонту должно включать
следующие разделы: организация
ремонта; приемка в ремонт и хранение
ремонтного фонда; демонтаж с объекта и
последующая разборка; подготовка к
дефектации и ремонту; технические
требования (условия) на дефектацию
и ремонт; ремонт деталей и неразъемных
составных частей:
— сборка составных
частей;
— модернизация;
— сборка,
регулирование и настройка изделия;
— испытания,
проверка и приемка после ремонта;
— монтаж и испытание
на объекте;
— покрытия, смазка
и консервация;
— маркировка,
упаковка, транспортирование и хранение.
Технические условия
на ремонт составляют в тех же случаях,
что и руководства по ремонту. Они должны
содержать такие разделы, как:
— общие технические
требования;
— специальные
требования к составным частям;
— модернизация;
— требования к
собранному изделию;
— контрольные
испытания;
— покрытия и
смазка, консервация;
— маркировка,
упаковка, транспортирование и хранение.
Ремонтные чертежи
разрабатываются в тех случаях, когда
ремонт заменой на основе взаимозаменяемости
изношенных составных частей новыми
(исправными) технически невозможен или
экономически нецелесообразен.
К ремонтным относят
чертежи, предназначенные для ремонта
деталей, сборочных единиц, сборки и
контроля отремонтированного изделия,
изготовления дополнительных ремонтных
деталей и деталей с ремонтными размерами.
Каталог деталей
и сборочных единиц составляют в случаях,
когда во время эксплуатации предусмотрены
неоднократные ремонты изделия и
связанные с ними заказы запасных частей,
дополненных к предусмотренным в
комплектах ЗИП.
Каталог должен
содержать перечень и иллюстрации всех
сборочных единиц и деталей, сведения о
расположении и количестве деталей и
сборочных единиц в изделии, сведения о
материале, из которого изготовлены
детали, сведения о взаимозаменяемости
и конструктивных особенностях деталей
и сборочных единиц.
Нормы расхода
запасных частей и материалов составляют
в виде ведомостей и на основе нормативов
или расчетов.
Оформление ремонтных
документов выполняется по требованиям
стандартов ЕСКД, ЕСТД, ЕСТПП.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Текущая страница: 4 (всего у книги 16 страниц) [доступный отрывок для чтения: 3 страниц]
7.5 Организация и проведение ремонта
Основанием для остановки оборудования на ремонт служит месячный (годовой) график ремонта. На подготовку и остановку на капитальный ремонт сложного оборудования, выполняемого подрядной организацией, издается приказ по предприятию, в котором указываются:
– сроки подготовки и ремонта;
– ответственные за безопасность работы;
– ответственные за подготовку оборудования к ремонту (механик подразделения);
– руководитель ремонта;
– ответственные за качество и сроки выполнения ремонта.
Вывод оборудования в ремонт и все ремонтные работы должны проводиться в полном соответствии с требованиями инструкций и правил, действующих на предприятии, в частности:
– по охране труда, промышленной и пожарной безопасности;
– по организации и ведению работ в газоопасных местах и порядку оформления разрешений на право выполнения этих работ на предприятии;
– о порядке проведения огневых работ.
Оборудование останавливают на ремонт в соответствии с действующей инструкцией по эксплуатации (пуску, обслуживанию и остановке) этого оборудования.
При подготовке оборудования к ремонту необходимо выполнить следующие работы:
– отключить электроэнергию, снять напряжение на сборках и щитах, отсоединить ремонтируемое оборудование от всех подходящих к объекту и отходящих от него коммуникаций с помощью заглушек;
– освободить оборудование и коммуникации от грязи и шлама, ядовитых и горючих газов и продуктов (промыть, пропарить, продуть и проветрить);
– очистить приямки, каналы, лотки, промыть канализационные трубопроводы, очистить оборудование от осадка, накипи и твердых отложений;
– проверить содержание инертных, горючих, ядовитых газов и кислорода в ремонтируемом оборудовании, коммуникациях, колодцах и приямках;
– подготовить места для установки заглушек и установить их.
Подготовка оборудования к ремонту проводится эксплуатационным персоналом подразделения. Полностью подготовленное к ремонту оборудование сдается лицом, ответственным за вывод оборудования в ремонт, руководителю ремонта.
Сдача оборудования в текущий и капитальный ремонты, выполняемые силами предприятия, оформляется записью в ремонтном журнале, а сдача в капитальный ремонт, выполняемый подрядными организациями, оформляется актом. Без двухстороннего подписания акта сдачи оборудования в капитальный ремонт руководитель ремонта от подрядной организации не имеет права приступить к ремонту, а лицо, ответственное за вывод и подготовку оборудования к ремонту, не имеет права допускать ремонтников к началу работ. Для руководителя ремонта от предприятия начало ремонта определяется датой подписи в ремонтном журнале.
После приемки оборудования в ремонт руководитель ремонта является ответственным за соблюдение общего порядка на выделенной для ремонта площадке, за соблюдение ППБ и срока выполнения работ.
Руководитель ремонта перед началом ремонта осуществляет следующие мероприятия:
– принимает меры по созданию безопасных условий работы (соблюдение осторожности при вскрытии люков, фланцевых соединений, клапанов и т. д.);
– организует установку лесов и средств механизации трудоемких работ (если это невозможно было сделать до остановки оборудования на ремонт);
– оформляет допуск рабочих других предприятий и цехов к выполнению ремонтных работ;
– оформляет допуск на производство огневых и газоопасных работ;
– проводит инструктаж привлекаемого к ремонту персонала о порядке выполнения работ, по промышленной безопасности и противопожарным мероприятиям, об основных опасных и вредных производственных факторах в данном цехе. О проведенном инструктаже делается запись в журнале инструктажа.
При остановке оборудования на ремонт производственный персонал, не занятый на работающем оборудовании, по распоряжению руководителя подразделения передается на период проведения ремонта в распоряжение руководителя ремонта.
При проведении ремонта сложного оборудования могут выполняться испытания на холостом ходу и в рабочих условиях. Порядок сдачи оборудования для испытаний на холостом ходу и в рабочих условиях следующий:
– руководитель ремонта (мастер по ремонту) делает запись в ремонтном журнале о дате и времени сдачи оборудования (с указанием наименования) для испытания на холостом ходу и расписывается;
– механик производственного подразделения ниже записи руководителя ремонта делает запись «Принял оборудование для испытания на холостом ходу», расписывается, ставит число и время;
– руководитель подразделения производит проверку готовности оборудования к испытаниям на холостом ходу и ниже подписи механика делает отметку «Оборудование к испытаниям на холостом ходу допускаю», расписывается, ставит число и время.
После этого механик подразделения является ответственным за проведение испытаний оборудования на холостом ходу.
Устранение неисправностей при испытаниях производится силами сторонней организации. Ответственным за качество устранения неисправностей является механик подразделения.
Если предусмотрено проведение дополнительных испытаний оборудования (на прочность, плотность, под нагрузкой), то испытания должны продолжаться до выхода рабочих показателей отдельных частей и оборудования в целом на указанные в паспорте значения.
Контроль проведения испытаний оборудования на холостом ходу и до выхода на рабочие показатели осуществляет механик подразделения.
При положительных результатах испытаний на холостом ходу и в рабочих условиях оборудование принимается. Об этом делают отметку и ставят подписи в сменном журнале по порядку следующие лица – руководитель подразделения, механик производственного подразделения, руководитель ремонта.
Если оборудование подконтрольно Ростехнадзору, то после окончания испытаний на холостом ходу и в рабочих условиях оно представляется на проверку местным органам Ростехнадзора, о чем составляется акт или делается отметка в соответствующем журнале.
В процессе ремонта должны быть выполнены работы согласно ТУ на капитальный ремонт, устранены неисправности, включенные в ведомость дефектов и дополнительно выявленные в процессе ремонтных работ.
В процессе ремонта сложного оборудования перед сдачей его в эксплуатацию должна быть проведена рабочая обкатка. Подготовка оборудования к рабочей обкатке производится под наблюдением руководителя ремонта.
Оборудование считается подготовленным к сдаче в рабочую обкатку при следующих условиях:
– наличие положительных результатов его испытаний, проведенных в соответствии с ТУ на ремонт данного оборудования;
– готовность соответствующей ремонтной документации, подтверждающей объемы выполненных ремонтных работ с подписью исполнителей (акт сдачи оборудования в ремонт, ведомость дефектов, акты результатов испытаний и т. д.);
– наличие документов (паспортов и справок Ростехнадзора, если оборудование поднадзорно этой службе), подтверждающих соответствие установленных деталей давлению и температурным условиям работы;
– наличие утвержденной в установленном порядке документации на изменения в технологических схемах или в агрегатах и узлах оборудования;
– проведение очистки и уборки отремонтированного оборудования и прилегающей к нему территории от материалов, приспособлений, инструмента, лесов, применявшихся ремонтным персоналом в процессе ремонта, а также от разных отходов и т. д.;
– учет замечаний Ростехнадзора и отсутствие предписаний, препятствующих началу обкатки.
Оборудование после осмотра и проверки документации согласно перечня, изложенного ранее, допускается в рабочую обкатку только после соответствующих записей в ремонтном журнале, сделанных руководителями или ответственными лицами в следующем порядке:
– руководитель ремонта подтверждает готовность и представляет оборудование к обкатке и пробному пуску;
– механик подразделения и мастер по контрольно-измерительным приборам и автоматике (КИПиА) подтверждают готовность к обкатке и пробному пуску подведомственной им части оборудования;
– руководитель подразделения разрешает обкатку и пробный пуск.
Если в процессе обкатки оборудование было остановлено для устранения выявленных дефектов, такие остановки считаются продолжением ремонта. Устранение выявленных дефектов должно проводиться ремонтным персоналом в строгом соответствии с правилами ведения ремонтных работ и подготовки к ним.
Порядок приемки оборудования в эксплуатацию следующий:
– руководитель ремонта сдает оборудование;
– механик подразделения подтверждает готовность оборудования к эксплуатации;
– руководитель подразделения принимает оборудование.
Капитально отремонтированное оборудование после испытания и обкатки принимается с составлением акта на выдачу из капитального ремонта. Акт должен быть подписан не позднее чем через сутки после окончания рабочей обкатки.
8 Техническая диагностика оборудования
8.1 Общие положения
Заложенные в основу ППР нормативы периодичности являются опытно усредненными величинами, установленными так, чтобы ремонтные периоды были кратными и привязанными к календарному планированию основного производства (год, квартал, месяц). Любые усредненные величины имеют свой существенный недостаток: даже при наличии ряда уточняющих коэффициентов они не дают полной объективной оценки технического состояния оборудования и необходимости вывода в плановый ремонт. Почти всегда присутствуют два лишних варианта: остаточный ресурс оборудования далеко не исчерпан, остаточный ресурс не обеспечивает безаварийную работу до очередного планового ремонта.
Объективным методом оценки потребности оборудования в ремонте является постоянный или периодический контроль технического состояния объекта с проведением ремонтов лишь в случае, когда износ деталей и узлов достиг предельной величины, не гарантирующей безопасной, безотказной и экономичной эксплуатации оборудования. Такой контроль может быть достигнут средствами технической диагностики (ТД), а сам метод становится составной частью Системы ППР (контроля).
Техническое диагностирование (ТД) – это элемент Системы ППР, позволяющий изучать и устанавливать признаки неисправности (работоспособности) оборудования, устанавливать методы и средства, при помощи которых дается заключение (ставится диагноз) о наличии (отсутствии) неисправностей (дефектов).
Целями ТД являются:
– контроль параметров функционирования, т. е. хода технологического процесса, с целью его оптимизации;
– контроль изменяющихся в процессе эксплуатации параметров технического состояния оборудования, сравнение их фактических значений с предельными значениями и определение необходимости проведения ТО и ремонта;
– прогнозирование ресурса (срока службы) оборудования, агрегатов и узлов с целью их замены или вывода в ремонт.
Техническая диагностика исходит из положения, что любое оборудование или его составная часть может быть в двух состояниях – исправном и неисправном.
Исправное оборудование всегда работоспособно, оно отвечает всем требованиям ТУ, установленных заводом-изготовителем. Неисправное (дефектное) оборудование может быть как работоспособно, так и неработоспособно, т. е. в состоянии отказа.
По величине дефектов составных частей (агрегатов, узлов и деталей) можно определить работоспособность оборудования. Зная техническое состояние отдельных частей оборудования на момент диагностирования и величину дефекта, при котором нарушается его работоспособность, можно предсказать вероятный срок безотказной работы оборудования до очередного планового ремонта, предусмотренного нормативами периодичности Системы ППР, а также необходимость их корректировки.
Другой задачей ТД является прогнозирование остаточного ресурса оборудования и установления срока его безотказной работы без ремонта (особенно капитального), т. е. корректировка структуры ремонтного цикла.
Оборудование может отказать в связи с изменением внешней среды и по причине физического износа деталей, находящихся как снаружи, так и внутри оборудования. Техническая диагностика направлена в основном на поиск и анализ внутренних причин отказа. Наружные причины определяются визуально, при помощи измерительного инструмента и несложных приспособлений.
Основным принципом диагностирования является сравнение регламентированного значения параметра функционирования или параметра технического состояния оборудования с фактическим при помощи средств диагностики. Под параметром здесь и далее согласно ГОСТ 19919-74 понимается характеристика оборудования, отображающая физическую величину его функционирования или технического состояния.
Несмотря на большое разнообразие применяемых для диагностирования оборудования приборов, монтажных схем датчиков, их конструкторского исполнения и т. д., как показывает отечественный и мировой опыт, подходы к внедрению ТД в практику остаются общими.
8.2 Требования к оборудованию, переводимому на техническое диагностирование
При переводе оборудования на стратегию ремонта по техническому состоянию в первую очередь должен быть решен вопрос о его приспособленности для установки на нем средств ТД. О приспособленности находящегося в эксплуатации оборудования к ТД судят по соблюдению показателей надежности и наличию мест для установки диагностической аппаратуры (датчиков, приборов, монтажных схем).
Для обеспечения приспособленности оборудования к ТД его конструкция должна предусматривать:
– возможность доступа к контрольным точкам путем вскрытия технологических крышек и люков;
– наличие установочных баз (площадок) для установки виброметров;
– возможность подключения и размещения в закрытых жидкостных системах средств ТД (манометров, расходометров, гидротесторов в жидкостных системах) и подключение их к контрольным точкам;
– возможность многократного присоединения и отсоединения средств ТД без повреждения устройств сопряжения и самого оборудования в результате нарушения герметичности, загрязнения, попадания посторонних предметов во внутренние полости и т. д.
Перечень работ по обеспечению приспособленности оборудования к ТД приводится в техническом задании на модернизацию переводимого на ТД оборудования. После определения перечня оборудования, переводимого на ремонт по техническому состоянию, подготавливается исполнительная техническая документация по разработке и внедрению средств ТД и необходимой модернизации оборудования.
8.3 Выбор диагностических параметров и методов технического диагностирования
Рекомендуется следующая последовательность и методика проведения работ по оснащению оборудования средствами ТД:
1. Определяются параметры, подлежащие постоянному или периодическому контролю для проверки алгоритма функционирования и обеспечения оптимальных режимов работы (технического состояния) оборудования. Для этого по всем агрегатам и узлам оборудования составляется перечень возможных отказов. Анализируется механизм возникновения и развития каждого отказа и намечаются диагностические параметры, контроль которых, плановое техническое обслуживание и текущий ремонт могут предотвратить отказ.
Анализ отказов рекомендуется проводить по форме, представленной в приложении Д.
2. По всем отказам намечаются диагностические параметры, контроль которых поможет оперативно отыскать причину отказа, и метод ТД (Приложение Е). На практике получили распространение диагностические признаки (параметры), которые можно разделить на три группы:
– параметры рабочих процессов (динамика изменения давления, усилия, энергии), непосредственно характеризующие техническое состояние оборудования;
– параметры сопутствующих процессов или явлений (тепловое поле, шумы, вибрации и др.), косвенно характеризующие техническое состояние;
– параметры структурные (зазоры в сопряжениях, износ деталей и др.), непосредственно характеризующие состояние конструктивных элементов оборудования.
3. Составляется сводный перечень диагностируемых отказов, возможные причины отказов, предшествующие отказу неисправности и т. д.
4. Исследуется возможность сокращения числа контролируемых параметров за счет применения обобщенных (комплексных) параметров.
5. Разрабатываются функциональные схемы контроля параметров технологических процессов и технического состояния оборудования.
6. Выбирается один или несколько методов ТД и уточняется перечень диагностических параметров. При выборе методов ТД учитывают следующие основные критерии оценки его качества:
– экономическую эффективность процесса ТД;
– достоверность ТД;
– наличие выпускаемых датчиков и приборов;
– универсальность методов и средств ТД.
7. Проводятся исследования выбранных диагностических признаков для определения диапазонов их изменения, предельно допустимых значений, моделирования отказов и неисправностей.
8. Выбираются средства ТД. При необходимости составляется заявка на создание (приобретение) средств ТД, датчики, приборы, монтажные схемы и т. д.
9. Разрабатывается технология ТД, технические требования к диагностическому оборудованию.
10. По результатам анализа отказов оборудования разрабатываются мероприятия по повышению надежности оборудования, в том числе разработка средств ТД.
8.4 Средства технической диагностики
По исполнению средства ТД подразделяют на:
– внешние – не являющиеся составной частью объекта диагностирования;
– встроенные – с системой измерительных преобразователей (датчиков) входных сигналов, выполненных в общей конструкции с оборудованием диагностирования как его составная часть.
Внешние средства ТД подразделяют на стационарные, передвижные и переносные.
Если принято решение о диагностировании оборудования внешними средствами, то в нем должны быть предусмотрены контрольные точки, а в руководстве по эксплуатации средств ТД необходимо указать их расположение и описать технологию контроля.
В оборудование встраиваются средства ТД, информация от которых должна поступать непрерывно или периодически. Эти средства контролируют параметры, выход значений которых за нормативные (предельные) значения влечет за собой аварийную ситуацию и зачастую не может быть предсказан заранее в периоды технического обслуживания.
По степени автоматизации процесса управления различают средства ТД:
– с ручным управлением;
– автоматизировано – ручным управлением;
– автоматизированные.
Средства ТД с автоматизировано – ручным управлением характеризуется тем, что часть операций ТД выполняется автоматически, осуществляется световая или звуковая сигнализация или принудительное отключение привода при достижении предельных значений параметров, а часть параметров контролируется визуально по показаниям приборов.
Как правило, автоматизированные средства ТД содержат источники воздействий (в системах тестового диагноза), измерительные преобразователи, аппаратуру расшифровки и хранения информации, блок расшифровки результатов и выдачи управляющих воздействий.
При создании средств ТД для технологического оборудования могут применяться различные преобразователи (датчики) неэлектрических величин в электрические сигналы, аналого-цифровые преобразователи аналоговых сигналов в эквивалентные значения цифрового кода, сенсорные подсистемы технического зрения.
К конструкциям и типам преобразователей (датчиков), применяемых для средств ТД, предъявляются следующие требования:
– малогабаритность и простота конструкции, приспособленность для размещения в местах с ограниченным объемом размещения аппаратуры;
– возможность многократной установки и снятия датчиков при минимальной трудоемкости и без монтажа оборудования;
– соответствие метрологических характеристик датчиков информационным характеристикам диагностических параметров;
– высокая надежность и помехоустойчивость, включая возможность эксплуатации в условиях электромагнитных помех, колебаний напряжений и частоты питания;
– устойчивость к механическим воздействиям (удары, вибрации) и к изменению параметров окружающей среды (температура, влажность);
– простота регулирования и обслуживания.
Заключительным этапом создания и внедрения средств ТД является разработка документации. Рекомендуется следующий состав документации по ТД:
– эксплуатационная конструкторская документация;
– технологическая документация;
– документация на организацию диагностирования.
Эксплуатационная конструкторская документация – это руководство по эксплуатации на объект диагностирования, которое должно включать руководство по эксплуатации средства ТД, в том числе конструкцию и описание устройств сопряжения с объектом. В руководстве по эксплуатации задают режимы работы оборудования, при которых производится диагностирование.
Технологическая документация на ТД включает: технологию выполнения работ; очередность выполнения работ; технические требования на выполнение операций ТД.
Основным рабочим документом является технология ТД данной модели (типа) оборудования, которая должна содержать: перечень средств ТД; перечень и описание контрольно-диагностических операций; номинальные допустимые и предельные значения диагностического признака; характеристики режима работы при проведении ТД.
Кроме эксплуатационной, технологической и организационной документации на каждый переводимый объект могут разрабатываться программы прогнозирования остаточного ресурса.