
ЛАО
размещено: 07 Февраля 2010
обновлено: 07 Февраля 2010
Пособие по расчету и конструированию сварных соединений стальных конструкций (к главе СНиП II-23-81)/ЦНИИСК им. Кучеренко.— М.: Стройиздат, 1984.—40 с.
Рассмотрены вопросы расчета и конструирования сварных соединений с угловыми швами, позволяющими сократить расход основных видов ресурсов при сварке строительных стальных конструкций без ущерба для надежности и несуoей способности соединений и конструкций в целом.
Даны примеры расчета соединений.
Для инженерно-технических работников проектных организаций и заводов-изготовителей строительных конструкций.
Табл. 12, ил. 20.
Сканированный вариант. Формат djvu.


0.53 МБ
СКАЧАТЬ
ордена трудового красного знамени
ц ентральный
научно-исследовательский институт
строительных конструкций им. кучеренко
(цнииск им. кучеренко) госстроя ссср
Пособие
по расчету и конструированию
сварных соединений
стальных конструкций
(к главе СНиП II -23-8 1 )
Утверждено
приказом ЦНИИСК
им. Кучеренко
от 28. 11 .83
№ 372/л
![]()
Москва
Стройиздат 1984
Рассмотрены
вопросы расчета и конструирования сварных соединений с угловыми швами, позволяю щ ими
сократить расход основных видов ресурсов при сварке строительных стальных
конструкций без ущерба для надежности и
несущей способности соединений и конструкций в целом.
Даны примеры
расчета соединений.
Для
инженерно-технических работников проектных организаций и заводов-изготовителей
строительных конструкций.
ПРЕДИСЛОВИЕ
Пособие
составлено к главе СНиП II-23-81.
В Пособии приведен ряд новых решений, направленных на экономию основных видов
ресурсов, расходуемых при выполнении сварочных работ. Основное внимание уделено
рациональному проектированию сварных соединений с угловыми швами, которые
составляют по массе наплавленного металла около 90 % от общего количества
сварных швов. Поэтому наибольший эффект может быть получен от оптимизации
размеров э тих швов.
Новые нормы проектирования
дают возможность сократить удельный расход наплавленного металла в строительных
стальных конструкциях на 3 5-4 0 % .
Текст из главы СНиП II-23-81 отмечен в Пособии
вертикальной чертой , в скобках указаны соответствующие номера
пунктов и таблиц главы СНиП.
Пособие
разработано ЦНИИСК им. Кучеренко (канд. техн. наук В. М .
Барышев, при участии инж. Ю .А. Новикова).
1.
ОБЩИЕ ПОЛОЖЕНИЯ
1.1. При
проектировании сварных соедине н ий следует:
принимать
минимально необходимое количество и минимальные размеры сварных швов;
предусматривать
применение высокопроизводительных механизированных способов сварки;
предусматривать
применение эффективных сварочных материалов (электродов, электродных проволок,
защитных газов, флюсов);
предусматривать
такое расположение и размеры сварных швов , при которых максимально
сокращалась бы необходимость кантовки конструкций при их изготовлении, а также
уменьшились бы размеры соединяемых деталей;
обеспечивать
свободный доступ к местам наложения швов и удобное пространственное положение с
учетом выбранного способа и технологии сварки и принятого метода неразрушающего
контроля шва.
1.2. Сокращение массы
наплавленного металла при проектировании сварных соединений и элементов
конструкций достигается путем повышения расчетных сопротивлений соединений с
угловыми швами за счет применения эффективной технологии сварки и электродных
материалов; соблюдения требований по назначению минимально допустимых катетов
угловых швов, устанавливаемых в зависимости от наибольшей толщины свариваемых
элементов, вида сварки и механических свойств стали; применения односторонних
угловых швов в поясах сварных двутавров, при приварке ребер жесткости, диафрагм
и других деталей, а также уменьшения количества деталей в элементах конструкций
или их размеров (применения односторонних ребер жесткости, исключения фасонок в
решетчатых конструкциях или уменьшения их размеров в связи с повышением
расчетных сопротивлений соединений с угловыми швами и др.).
1.3. При
проектировании сварных соединений следует учитывать, что увеличение сечений
швов по сравнению с регламентированными в главе СНиП II-23-81 не только не повышает
работоспособность конструкций, но в ряде случаев снижает ее.
2.
РАСЧЕТНЫЕ СОПРОТИВЛЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ
2.1 (3.4). Расчетные
сопротивления сварных соединений для различных видов соединений и напряженных
состояний следует определять по формулам, приведенным в табл. 3 СНиП II-23-81.
2.2. Расчетные сопротивления сварных соединений, определенные по
формулам, которые приведены в главе СНиП II-23-81 , обеспечиваются при
соблюдении следующих условий:
подготовка
материалов, сборка конструкций, сварка и контроль качества осуществляются в
соответствии с требованиями главы СНиП III-18-75; сварочные материалы для
стыковых соединений соответствуют прочности свариваемой стали и условиям
эксплуатации конструкций и применяются в соответствии с табл. 1 прил. 1;
сварочные
материалы для расчетных угловых швов применяются в соответствии с табл. 2 прил. 1 с учетом условий эксплуатации конструкций, указанных
в табл. 1 прил. 1.
2.3. Расчетные сопротивления стыковых соединений ,
выполняемых всеми видами дуговой сварки, принимаются равными расчетным
сопротивлениям стального проката при условии физического контроля качества швов
в растянутых элементах и соблюдении требований п. 13.42 главы СНиП II-23-81 об обеспечении полного провара
соединяемых элементов путем двухсторонней сварки, односторонней с подваркой
корня шва или односторонней сварки на подкладке.
В случаях, когда
в стыковых соединениях невозможно обеспечить полный провар элементов,
рекомендуется принимать Rwy =0,7 R у .
2.4. Несущая способность сварных соединений с угловыми швами
зависит от ориентации шва относительно направления усилия, действующего на соединение.
Однако учет этой зависимости существенно усложняет расчет соединения, в связи с
чем расчетные сопротивления соед и нений с угловыми швами в
главе СНиП II-23-81 приняты для наименее благоприятной ориентации (флангового
шва) и независимыми от величины угла между продольной осью шва и направлением
силового вектора, действующего на него.
2.5. Предельным состоянием для сварных соединений с угловыми
швами является опасность разрушения. В связи с этим их расчетные сопротивления
установлены по временному сопротивлению металла: для металла шва —
в зависимости от нормативного сопротивления металла
шва R wf = f ( Rwun ); для металла границы сплавления — в зависимости от
нормативного сопротивления основного металла R wz = f ( Run ).
Числовые значения
расчетных сопротивлений сварных соединений с угловыми швами приведены в табл. 2 и 3 прил. 1.
3.
РАСЧЕТ СВАРНЫХ СОЕДИНЕНИЙ
3.1. Расчет сварных стыковых соединений на центральное
растяжение и сжатие следует проводить в соответствии с п. 11 .1
главы СНиП II-23-81.
3.2. С целью повышения эффективности использования наплавленного
металла в соединениях с расчетными угловыми швами предусмотрено применение
электродных материалов , обеспечивающих повышенные прочностные
свойства металла шва. При этом возникает необходимость проверки прочности соединений
по двум опасным сечениям: по металлу шва и по металлу границы сплавления.
3.3 ( 1 1.2). Сварные соединения с угловыми швами при действии продольной
и поперечной сил следует рассчитывать на срез (условный) по двум сечениям:
по металлу шва
N / ( βf kf lw ) ≤ Rwf γwf γc ; (1) [12 0]
по металлу
границы сплавления
N / ( βz kf lw ) ≤ Rwz γwz γc . (2) [121 ]
где lw —
расчетная длина шва, принимаемая меньше его полной длины на 10 мм; β f и β z — коэффициенты, принимаемые при сварке элементов из стали: с пределом
текучести до 580 МП а (5900 кгс/см2)
по табл. 1 (34); с пределом
текучести свыше 580 МПа (5900 кгс/см2) независимо от вида сварки, положения шва и диаметра
сварочной проволоки β f =
0,7 и β z = 1; γ wf и γ wz — коэффициенты условий
работы шва, равные 1 во всех случаях, кроме конструкций, возводимых в
климатических районах I 1 , I 2 , II 2 и II 3 , для которых γ wf = 0 ,8 5 для металла шва с нормативным сопротивлением Rwun = 410
МПа (4200 кгс/см2) и γ wz = 0, 85 для всех
сталей.
При сварке с
использованием технологических приемов, направленных на повышение
производительности наплавки, которые сопровождаются снижением глубины
проплавления (например, сварка при удлиненном вылете электрода, при прямой
полярности постоянного тока, с применением дополнительного присадочного
материала и т.п.), значения коэффициентов рекомендуется принимать β f = 0,7 и β z = 1.
3. 4 ( 11.2). Для угловых
швов, размеры которых установлены в соответствии с расчетом, в элементах из
стали с пределом текучести до 285 МПа (2900 кгс/см 2 )
следует применять электроды или сварочную проволоку согласно табл. 2 прил. 1 настоящего пособия, для которых расчетные
сопротивления срезу по металлу шва Rwf должны быть
более Rwz , а при
ручной сварке не менее чем в 1,1 раза превышают расчетные сопротивления срезу
по металлу границы сплавления Rwz , но не превосходят
значений Rwz βz / βf
1 ,1 Rwz < Rwf ≤ Rwz βz / βf ; (3)
в элементах из
стали с пределом текучес т и свыше 285 МПа (2900 кгс/см2) допускается применять электродные материалы, для которых
выполняется условие
Rwz < Rwf ≤ Rwz βz / βf . (4)
Таблица 1 (34)
|
Вид |
Положение шва |
Коэффициент |
Значения коэффициентов β f и β z при |
||
|
3 -8 |
9 -1 2 |
14 -1 6 |
18 и более |
||
|
Автоматическая при d = 3 — |
В лодочку |
βf |
1,1 |
0,7 |
|
|
βz |
1,15 |
1 |
|||
|
Нижнее |
βf |
1,1 |
0,9 |
0,7 |
|
|
βz |
1,15 |
1, 05 |
1 |
||
|
Автоматическая и |
В лодочку |
βf |
0,9 |
0,8 |
0,7 |
|
βz |
1,05 |
1 |
|||
|
Нижнее, горизонтальное, |
βf |
0,9 |
0 , 8 |
0,7 |
|
|
βz |
1,05 |
1 |
|||
|
Ручная; полуавтоматическая |
В лодочку нижнее, |
βf |
0,7 |
||
|
βz |
1 |
Примечан ие . З н ачения коэффициентов соответствуют нормальным режимам сварки.
При выборе
электродных материалов следует учитывать группы конструкций и климатические
районы , указанные в табл. 55 (В Пособии табл. 1 прил. 1).
3.5. Левая часть выражений (3) и (4) 1,1 Rwz < Rwf и Rwz < Rwf означает
необходимость применения электродных материалов, обеспечивающих высокую
прочность металла шва. Правая часть этих выражений Rwf ≤ Rwz βz / βf указывает
верхний предел значения Rwf , выше которого
увеличение прочности металла шва нецелесообразно, поскольку несущую способность
соединения будет определять сечение по металлу границы сплавления.
При
проектировании сварных соединений возможны исключения из требований, указанных
в выражениях ( 3) и ( 4), которые определяются
дискретностью значений входящих в них параметров, ограниченностью ассортимента
сварочных проволок для механизирован н ой сварки и условиями
организации производства. Поэтому в ряде случаев для расчетных угловых швов
целесообразно применять сварочную проволоку, при которой Rwf ≤ Rwz βz / βf .
Например ,
проволоку марки Св-08Г2С целесообразно применять при сварке в углекислом газе
однопроходных швов (/ г/<8 мм) в конструкциях из
стали ВСт3, которая обеспечивает минимальный расход наплавленного металла из
всех возможных вариантов полуавтоматической и ручной сварки; проволоку марок
Св-08А и Св-08ГА — при автоматической сварке под флюсом конструкций из стали
ВСт3 (применение проволоки Св-08ГА обосновано в случаях, когда на одном
производственном участке одновременно выполняется сварка конструкций из
малоуглеродистой и низколегированной стали).
3.6. В зависимости от значений Rwf , Rwz и βf ,
характеризующих соединение с угловыми швами, прочность одного из двух расчетных
сечений меньше прочности другого сечения. Поэтому для расчета такого соединения
на срез (условный) достаточно произвести проверку менее прочного сечения.
Расчетные сечения, по которым следует производить проверку прочности соединения
с угловыми швами, в зависимости от параметров Rwun , Run и βf , указаны в табл.
2 (для конструкций во всех климатических
районах, кроме I 1 , I 2 , II 2 , II 3 ) и табл. 3 (для конструкций в климатических районах I 1 , I 2 , II 2 , II 3 ).
Примечан ие . Коэффициенты β f и β z связаны зависимостью ![]() , поэтому в табл. 2
, поэтому в табл. 2
и 3 значения β z не приводятся.
3.7. Предельные усилия на сварные соединения с угло в ыми
швами для наиболее распространенных сочетаний электродных материалов, условий
сварки и катетов швов приведены в табл. 1
и 2 прил. 2.
3.8. Расчет сварных соединений с угловыми швами на действие
момента, на одновременное действие сил и момента, а также поясных соединений с
угловыми швами в составных двутавровых балках следует производить по двум
сечениям в соответствии с требованиями п п . 11.3, 11.5 и 11.1 6 главы СНиП
II-23-81. При этом в общем виде расчетные формулы представляют собой
сравнение напряжений, возникающих от действия усилий в расчет ном сечении по шву (τ f ) и по металлу
границы сплавления (τ z ), с соответствую щ ими
расчетными сопротивлениями с учетом коэффициентов условий работы:
τ f ≤ Rwf γwf γc ;
τ z ≤ Rwz γwz γc .
Таблица 2
|
Rwun |
Run = 345 (3500) Run = 355 (3600) |
Run = 365 (3700) Run = 370 (3800) |
Run =380 (3900) |
|||||||||
|
β f |
β f |
β f |
||||||||||
|
1,1 |
0,9 |
0,8 |
0,7 |
1,1 |
0,9 |
0,8 |
0,7 |
1,1 |
0,9 |
0,8 |
0,7 |
|
|
41 0 ( 4200) |
Г |
Ш |
Ш |
Ш |
Г |
Ш |
Ш |
Ш |
Г |
Ш |
Ш |
Ш |
|
450 (4600) |
Г |
Г |
Г |
Ш |
Г |
Г |
Ш |
Ш |
Г |
Г |
Ш |
Ш |
|
490 (5000) |
Г |
Г |
Г |
Ш |
Г |
Г |
Г |
Ш |
Г |
Г |
Г |
Ш |
|
590 (6000) |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Ш |
|
≥ 6 85 ( 7000) |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Таблица 2а
|
Rwun |
Run = 390 (4000) Run = 410 (4200) |
Run =430 (4400) Run = 440 (4500) Run = 450 (4600) Run = 460 (4700) |
Run = 470 (4800) Run = 480 (4900) Run = 490 (5000) |
|||||||||
|
β f |
β f |
β f |
||||||||||
|
1,1 |
0,9 |
0,8 |
0,7 |
1,1 |
0,9 |
0,8 |
0,7 |
1,1 |
0,9 |
0,8 |
0,7 |
|
|
410 (4200) |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
|
450 (4600) |
Г |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
|
490 (5000) |
Г |
Г |
Ш |
Ш |
Г |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
|
590 (6000) |
Г |
Г |
Г |
Ш |
Г |
Г |
Ш |
Ш |
Г |
Ш |
Ш |
Ш |
|
685 (7000) |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Ш |
Г |
Г |
Г |
Ш |
|
835 (85 00 ) |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Табли ц а 2б
|
Rwun |
Run = 500 (5100) Run = 510 (5200) |
Run = 520 (5300) Run = 530 (5400) |
Run = 540 (5500) Run = 570 (5800) Run = 590 (6000) |
|||||||||
|
β f |
β f |
β f |
||||||||||
|
1,1 |
0,9 |
0,8 |
0,7 |
1,1 |
0,9 |
0,8 |
0,7 |
1,1 |
0,9 |
0,8 |
0,7 |
|
|
≤ 4 90 (5000) |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
|
590 (6000) |
Г |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
|
68 5 ( 7000) |
Г |
Г |
Ш |
Ш |
Г |
Г |
Ш |
Ш |
Г |
Ш |
Ш |
Ш |
|
83 5 ( 8500) |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Ш |
Г |
Г |
Г |
Ш |
Примечан ия : 1. Значение нормативных
сопротивлений Run и Rwun указаны в МПа (кгс/см2 ). 2. Буквы Ш и Г указывают, что при данном сочетании Run , Rwun и β f расчет
соединения с угловыми швами должен производиться соответственно по металлу шва
или по металлу границы сплавления. 3. Для стального проката с Run = 685 МПа (7000 кгс/см2) расчет соединения с
угловыми швами должен производиться по металлу шва.
Таблица 3
|
Rwun |
Run = 345 (3500) Run = 355 (3600) Run = 365 ( 3700) |
Run = 370 Run = 380 (3900) |
Run = 390 (4000) |
|||||||||
|
β f |
β f |
β f |
||||||||||
|
1,1 |
0,9 |
0,8 |
0,7 |
1,1 |
0,9 |
0,8 |
0,7 |
1,1 |
0,9 |
0,8 |
0,7 |
|
|
410 (4200) |
Г |
Ш |
Ш |
Ш |
Г |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
|
450 (4600) |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Ш |
Г |
Г |
Г |
Ш |
|
≥ 490 (5000) |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Таблица 3а
|
Rwun |
Run = 410 (4200) Run = 430 (4400) |
Run = 440 (4500) |
Run = 450 (4600) Run = 460 (4700) Run = 470 (4800) Run = 480 (4900) |
|||||||||
|
β f |
β f |
β f |
||||||||||
|
1,1 |
0,9 |
0,8 |
0,7 |
1,1 |
0,9 |
0,8 |
0,7 |
1,1 |
0,9 |
0,8 |
0,7 |
|
|
410 |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
|
450 (4600) |
Г |
Г |
Г |
Ш |
Г |
Г |
Г |
Ш |
Г |
Ш |
Ш |
Ш |
|
490 (5000) |
Г |
Г |
Г |
Ш |
Г |
Г |
Г |
Ш |
Г |
Г |
Ш |
Ш |
|
590 (6000) |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Ш |
Г |
Г |
Г |
Ш |
|
≥ 6 85 (7000) |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Таблица 3 б
|
Rwun |
Run = 490 (5000) |
Run = 500 (5100) Run = 510 (5200) |
Run = 520 (5300) Run = 530 (5400) |
|||||||||
|
β f |
β f |
β f |
||||||||||
|
1,1 |
0,9 |
0,8 |
0,7 |
1,1 |
0,9 |
0,8 |
0,7 |
1,1 |
0,9 |
0,8 |
0,7 |
|
|
410 |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
|
450 (4600) |
Г |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
|
490 (5000) |
Г |
Ш |
Ш |
Ш |
Г |
Ш |
Ш |
Ш |
Г |
Ш |
Ш |
Ш |
|
590 (6000) |
Г |
Г |
Г |
Ш |
Г |
Г |
Ш |
Ш |
Г |
Г |
Ш |
Ш |
|
685 (7000) |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Ш |
|
835 (8500) |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Таблица 3в
|
Rwun |
Run = 540 (5500) Run = 570 (5800) |
Run = 590 (6000) |
||||||
|
β f |
β f |
|||||||
|
1,1 |
0,9 |
0,8 |
0,7 |
1,1 |
0,9 |
0,8 |
0,7 |
|
|
≤ 490 (5000) |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
Ш |
|
590 (6000) |
Г |
Ш |
Ш |
Ш |
Г |
Ш |
Ш |
Ш |
|
685 (7000) |
Г |
Г |
Г |
Ш |
Г |
Г |
Ш |
Ш |
|
835 (8500) |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Г |
Примечан ия : 1. Обозначения даны в табл. 2а, б. 2. Таблица со с тавлена с учетом коэффициентов γ wf и γ wz , значения которых указаны в п. 11.2
главы СНиП II -23- 81 . 3. Для стального проката с Run
= 6 85 МП а (7000 кгс/см2 )
расчет соединения с угловыми швами должен производиться по металлу шва.
Примеры расчета
соединений приведены в прил. 3
(примеры 1- 4).
3.9. Расчет таврового соединения с разделкой кромок элемента с
неполным его проваром (рис. 1 ) на действие продольной и поперечной сил рекомендуется
производить по двум сечениям по формулам:
по металлу шва
N / ( 2,6 hlw ) ≤ Rwf γwf
γc ; (5)
по металлу
границы сплавления
N / ( 2,8 hlw ) ≤ Rwz γwz
γc , (6)
где h — глубина разделки кромок, значения
которой следует принимать согласно соответствующему стандарту на основные типы,
конструктивные элементы и размеры сварных соединений; lw — расчетная длина шва,
равная полной его длине, уменьшенной на tm , или полной его длине в случае вывода концов шва за пределы стыка.
В формулах ( 5) и ( 6) учтено наличие двух швов в соединении.
Тавровые
соединения с разделкой кромок (рис. 1)
целесообразно применять в случаях, когда катеты швов должны быть kf > 14
мм. При этом назначение разделки кромок должно производиться с учетом
технологических возможностей производства.
Пример расчета
соединения в соответствии с рекомендациями настоя щ его пункта приведен
в прил. 3 (пример 5).
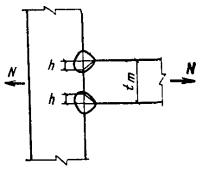
Рис. 1. К
расчету таврового соедине н ия с разделкой кромок элемента и неполным
его проваром
3.10. Тавровые соединения с лобовыми угловыми швами,
рассчитываемые на действие растягивающей силы (пп. 3.3 и 3.9) по
двум сечениям , следует рассчитывать также на растяжение по основному металлу в
сечении, перпендикулярном направлению действия силы (рис. 2 , сечение 3-3 ).
В соединении с
двухсторонним швом без разделки кромок (рис. 2а) расчет по
сечению 3 -3 следует производить
по формуле
N
/ ( 2,8 β f kf lw )
≤ Rth γc ; (7)
в соединении с
двухсторонним швом и k -образной разделкой кромок расчет по сечению 3- 3 следует производить по формулам:
при полном
проваре прикрепляемого элемента (рис. 2 , б )
N / (1,3 tlw) ≤ Rth
γc; (8)
при частичном
проваре прикрепляемого элемента (рис. 2 , в)
N / [ 2 ( h + 0,15 t ) lw ] ≤ Rth
γc ; (9)
в соединении с
односторонним швом и разделкой кромок при полном проваре прикрепляемого
элемента (рис. 2 , г ) расчет по сечению 3- 3 следует производить по формуле
N / (1,15 tlw)
≤ Rth γc. (10)
В формулах (7 ) — ( 10): lw — д лина шва, принимае мая
равной его полной длине; t — толщина
прикрепляемого элемента; h — глубина
разделки кромок; Rth — расчетное сопротивление растяжению в
направлении толщины проката, которое следует принимать Rth = 0 ,5
Ru .
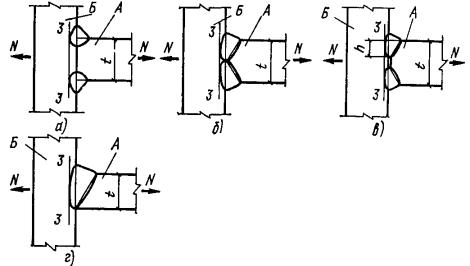
Рис. 2. К
расчету таврового соединения по основному металлу в сечении, перпендикулярном
направлению растягивающей силы
Расчет соединений
по сечению 3-3 не следует производить в следующих случаях:
в соединениях с
двухсторонним угловым швом без разделки кромок (рис. 2, а) , а
также с разделкой кромок и частичным проваром прикрепляемого элемента (рис. 2, в)
— при соблюдении соотношения между значениями временного сопротивления
свариваемых элементов RAun ≤ R Б un ;
в соединениях с
двухсторонним угловым швом и k -образной разделкой кромок (рис. 2, б ) —
при соблюдении соотношения значений характеристик прочностных свойств RAyn ≤ 0,65 R Б un .
4.
КОНСТРУИРОВАНИЕ СВАРНЫХ СОЕДИНЕНИЙ
ОБЩИЕ ПОЛОЖЕНИЯ
4.1. Общие требования к конструкции сварных соединений,
направленные на повышение их надежности и работоспособности, а также
технологичности, изложены в пп. 1 2.2-1 2.3 и 12.6-1 2.8 главы СНиП II-23-81.
4.2. Одним из наиболее важных условий сокращения удельного
расхода наплавленного металла в конструкциях при выполнении конструктивных и
слабонагруженных угловых швов является назначени е минимальных
катетов швов в соответствии с табл. 38 главы СНиП II-23-81, размеры которых зависят от
толщины сва риваемых элементов, предела
текучести стали, вида сварки и вида соединения.
4.3. При проектировании сварных соединений с угловыми швами
необходимо учитывать , что количество наплавленного металла
пропорционально квадрату катета шва. Поэтому завышение kf даже на 1 мм
приводит к значительному перерасходу наплавленного металла. Например,
увеличение массы наплавленного металла в швах kf = 10 мм по сравнению с kf = 9 мм составляет почти 20 %,
а в швах kf = 6 мм по сравнению с kf = 5 мм — более
40 % .
Из двух расчетных
угловых швов с одинаковым расчетным сечением экономичнее по расходу
наплавленного металла тот, который имеет меньший катет (и соответственно
большую длину).
4.4 (12.9). Для прикрепления ребер жесткости,
диафрагм и поясов сварных двутавров допускается применять односторонние угловые
швы, катеты которых kf следует принимать по расчету, но не
менее указанных в табл. 38 главы СНиП
II-23-81.
Применение
односторонних угловых швов не допускается в конструкциях:
группы 1;
эксплуатируемых в среднеагрессивной и сильноагрессивной средах; возводимых в
климатических районах I 1 , I 2 , II 2 и II 3 .
Указанные огран и чения
не распространяются на односторонние угловые швы, выполненные с проваром на всю толщину прикрепляемого элемента.
Общие положения о
применении односторонних угловых швов в элементах конструкций изложены ниже в
данном разделе пособия, примеры применения приведены в прил. 4.
4.5 (12.10). Для расчетных и конструктивных угловых
швов в проекте должны быть указаны вид сварки, электроды или сварочная
проволока, положение шва при сварке.
Положение шва при
сварке необходимо указывать для расчетных угловых швов, так как оно определяет
величину коэффициентов β f и β z , входящих в расчетные формулы. В
случае, когда на стадии проектирования положение шва неизвестно, оно должно
быть указано предположительно , а при разработке деталировочных чертежей
(КМД) уточнено с соответствующей корректировкой величины kf углового шва.
4.6. При применении прерывистых швов и электрозаклепок в со о тветствии
с п. 12.13 главы СНиП II-23-81
расстояние между соседними концами участков прерывистого шва должно составлять
не более 18 t для сжатых элементов и не более 24 t для растянутых
элементов ( t — толщина наиболее тонкого из свариваемых элементов).
Конструкции
сварных соединений в фермах
4. 7 ( 13.9). Расстояние между
краями элементов решетки и пояса в узлах сварных ферм с фасо в ками
следует принимать равным a = 6 t — 20
мм, но не более 80 мм ( t — толщина
фасонки, мм) (рис. 3 Пособия).
4.8 (13.9). Между торцами стыкуемых элементов поясов
ферм, перекрываемых накладками, следует оставлять зазор а не менее 50 мм (рис. 4 Пособия).
4.9. Сварные швы , прикрепляющие элементы решетки фермы к фасов кам, следует выводить на торец элемента на длину 20 мм
(рис. 5). Лобовые швы по торцам
элементов решетки применять не рекомендуется, поскольку из-за увеличения
остаточных сварочных напряжений ухудшаются условия эксплуатации фасонки.
4.10 (13.10). В узлах ферм с поясами из тавров,
двутавров и одиночных уголков крепление фасонок к полкам поясов встык следует
осуществлять с проваром на всю толщину фасонки (рис. 6 Пособия).
В конструкциях
группы 1, а также эксплуатируемых в климатических районах I 1 , I 2 , II 2 и II 3 стыковые швы, прикрепляю щ ие фасонки к полкам
поясов, следует выполнять согласно рис. 6б.
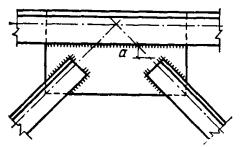
Рис. 3. Узел
фермы с фасо в ками
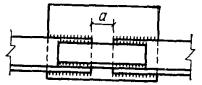
Рис. 4. Стык
поясов ферм с накладками
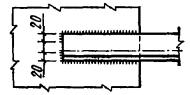
Рис. 5. Схемы выведе н ия
швов на торец элемента
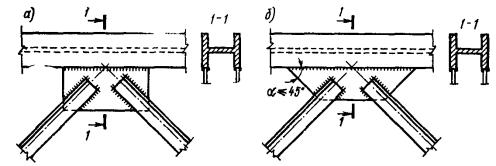
Рис. 6. Узел
фермы с фасо в кой, привариваемой встык к элементу сечения пояса
а — д ля клим атическ их районов II 4 и II 5 ; б — для климатических
районов I 1 , I 2 , II 2 , II 3 .
4.11. В узлах ферм с поясами из двутавров, тавров и одино ч ных
уголков, в которых фасонки прикреплены к полкам поясов стыковыми швами,
допускается пересечение угловых швов нахл есточны х соединений раскосов со стыковыми швами.
Конструкции
сварных соединений в колоннах
4.12 . В
центрально- сжатых колоннах и стойках двутаврового
сечения допускается применять односторонние поясные швы. При этом в узлах
крепления связей, балок, распорок и других
элементов в зоне передачи усилия следует применять двухсторонние поясные швы,
выходящие за контуры прикрепляемого элемента (узла) на длину 30 kf с каждой стороны
(рис. 7).
4.13 (13.13). Угловые швы, прикрепляющие фасонк и
соединительной решетки к колоннам внахлестку, следует назначать по расчету и
располагать с двух сторон фасонки вдоль колонны в виде отдельных участков в
шахматном порядке; при этом расстояние между концами таких швов не должно
превышать 15 толщин фасонки (15 t , рис. 8 Пособия).
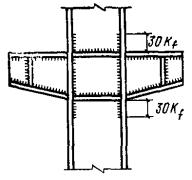
Рис. 7.
Расположение двухсторо н него поясного шва в колонне в узле примыкания
балки
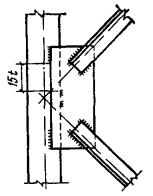
Рис. 8.
Расположение швов, прикрепляющих фасонку соединительной решетки колонны
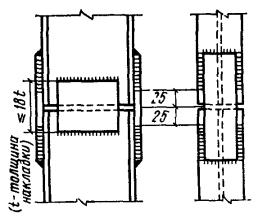
Рис. 9. Монтажный
стык колонны с накладками
В конструкциях,
возводимых в климатических районах I 1 , I 2 , II 2 и II 3 , а также при
применении ручной дуговой сварки швы должны быть непрерывными по всей длине
фасонки.
4.14. При прикреплении колонн к опорным плитам толщиной более 80
мм катеты угловых швов следует устанавливать по табл. 38 главы СНиП II-23-81, принимая толщину плиты равной
80 мм.
4.15. В монтажных стыках колонн, выполняемых на накладках со
сварными швами, швы следует не доводить до стыка на 25 мм с каждой стороны
(рис. 9) или обеспечить зазор в
стыке не менее 50 мм. Накладки рекомендуется применять прямоугольной формы.
Конструкции
сварных соединений в балках
4.16 (13.25). Поясные швы сварных балок, а также швы,
пр и соединяющие к основному сечению балки вспомогательные
элементы (например, ребра жесткости), должны
выполняться непрерывными. При этом допускается применение односторонних поясных
швов в сварных двутавровых балках, несущих статическую нагрузку, и швов,
прикрепляющих вспомогательные элементы.
4.17. При применении односторонн и х поясных швов в
сварных двутавровых балках должны быть выполнены следующие требования:
расчет
устойчивости стенок балок должен быть произведен в соответствии с требованиями
пп. 7.2 и 7.3 главы СНиП
II-23-81;
расчетная
нагрузка должна быть приложена симметрично относительно поперечного сечения
балки ( СНиП II-23-81, п.
13.26);
устойчивость
сжатого пояса балки должна быть обеспечена в соответствии с п. 5 .1 6а
главы СНиП II-23-81, а
именно путем применения сплошного жесткого настила, непрерывно опирающегося на
сжатый пояс балки и надежно с ним связанного (плиты железобетонные, плоский и
профилированный металлический настил,
волнистая сталь и т.п.);
в местах
приложения к поясу балки сосредоточенных нагрузок, включая нагрузки от
ребристых железобетонных плит, должны быть установлены поперечные ребра
жесткости ( СНиП II-23-81, п.
13.26).
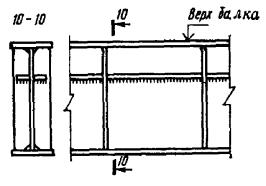
В ригелях рамных
конструкций у опорных узлов следует применять двухсторонние поясные швы,
протяженность которых должна быть не менее высоты сечения ригеля (рис. 10).
В балках и
ригелях рамных конструкций, рассчитываемых согласно требованиям пп. 5.1 8-5 .23
главы СНиП II-23-81 (с
учетом развития пластических деформаций), применение односторонних поясных швов
не допускается.
4.18 (13.28). В сварных дву т авровых
балках конструкций групп 2-4 следует, как
правило, применять односторонние ребра жесткости с расположением их с одной
стороны балки.
Расчет
устойчивости одностороннего ребра жесткости следует производить согласно
требованиям пп. 7.10 -7 .13 главы СНиП II-23-81.
В балках с
односторонними поясными швами ребра жесткости на стенке следует располагать со
стороны, противоположной расположению односторонних поясных швов (рис. 11).
4.19 (13.27). Ребра жесткости сварных балок должны
быть удалены от стыков стенки на расстояние не менее 10 толщин стенки. В местах
пересечения стыковых швов стенки балки с ребром жесткости швы ,
прикрепляющие ребро к стенке, следует не доводить до стыкового шва на 40 мм
(рис. 12 Пособия).
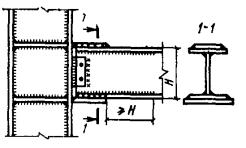
Рис. 10.
Расположение двухстороннего поясного шва в опорном узле ригеля
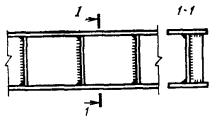
Рис. 11.
Расположение односторонних ребер жесткости в балке с односторонними поясными
швами
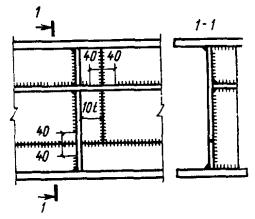
Рис. 12. Взаимное
расположение стыковых швов и ребер жесткости на стенке балки
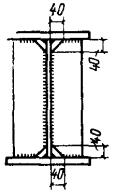
Рис. 13.
Примыкание ребер жесткости к элементам сечения сварной балки
4.20. Торцы вертикальных ребер жесткости сварных балок в местах
примыкания их к поясам [( за исключением нижних торцов опорных ребер, а также ребер, располагаемых со стороны,
противоположной односторонним поясным швам (см. рис. 11)] должны иметь
скосы, размеры которых рекомендуется принимать 40×40 мм (рис. 13).
В табл. 1 и 2 в скобках указаны марки проволок, рекомендуемых в
дополнение к табл. 55 главы СНиП
II-23-81.
Звездочкой *
отмечены марки проволок, которые рекомендуется применять при специальном
обосновании.
ПРИЛОЖЕНИЕ 1
Материалы для сварных соединений и расчетные сопротивления
сварных соединений
Таблица 1 (55 ).
Материалы для сварки, соответствующие маркам стали
|
Группы |
Марка стали |
Материалы для сварки |
|||
|
под флюсом |
в углекислом газе (по ГОСТ 8050-76) |
покрытыми электродами |
|||
|
Марки |
|||||
|
флюсов (по ГОСТ |
сварочной проволоки (по ГОСТ |
тип электродов (по ГОСТ |
|||
|
2, 3 и 4 во всех районах, кроме I 1 , I 2 , II 2 , II 3 . |
1 8с п, 18пс, 18кп , 18Гсп, 18Гпс, ВСт3сп, ВСт3пс, ВСт3кп , ВСт3Гпс, 20, ВСтТпс |
АН-348-А, АН-6 0 |
(Св -08 ) Св-08А, Св-08ГА |
СВ — 08Г2С (СВ-07ГС), |
Э42, Э 46 |
|
0 9Г2С, 0 9Г2, 10Г2С1, |
АН-47, А Н- 43, АН-17М, |
Св-10НМА, С в-1 0Г22, Св-08ГА2, Св-10ГА 2 , Св-08ХМ* |
СВ- 0 8Г2С, СВ-08Г2СЦ, |
Э 46, Э50 |
|
|
18Г2А Фпс , 16Г2АФ, 15Г2СФ, |
Св-10НМА, Св-08ХМ3* |
СВ-08Г2С СВ-08ХГСМА СВ-10ХГ2СМА СВ-08Г2СЦ |
Э5 0 , Э 60 |
||
|
1 во всех районах; 2 , 3 |
1 8 сп, 18Гп с, 18Гсп, ВСт3сп, ВСт3пс, ВСт3Тп с, 20, ВСтТпс |
АН-3 4 8- А |
Св-08А Св-08ГА |
СВ-08Г2С, СВ- 08 Г2СЦ, (СВ-07ГС) |
Э 42А, Э 46А |
|
09Г2С, 0 9Г2, 10Г 2С1, 14Г2, 15ХСНД, 10ХНДП, 10ХСНД |
АН-47, АН-43, АН — 348-А1 |
Св-10НМА СВ — 08ХМ3* |
СВ-08Г2С, СВ- 08 Г2СЦ |
Э 46А, Э 50 А |
|
|
18Г2А Фпс , 16Г2АФ, 15Г2АФ Дпс, 14Г2АФ |
АН-47, АН-17М, АН-348-А 1 |
Св-10НМА Св-08ХМ 3 * |
Св-08Г2С, Св-08Г2СЦ, СВ-08ХГСМА СВ-10ХГ2СМА |
Э50А, Э60 |
|
|
12ГН2МФАЮ, 12Г2СМФ |
АН -1 7М |
Св-0 8 ХН2ГМЮ |
СВ-10ХГ2СМА |
Э70 |
1 Применение флюса АН-348-А требует
проведен и я
дополнительного контроля механических свойств металла шва при сварке соединений
элементов всех толщин для конст рукций кли матических районов I 1 , I 2 , II 2 , II 3 и толщиной более 32 мм для
конструкц и й остальных климатических район ов.
2 Не применять в
сочетании с флюсом АН-43.
3 Применять только в сочетании с флюсом АН-47.
Примечан ия : 1. Флюс марки АН-47 поставляется по ТУ 14-1- 1 353-75, марки АН-43
— п о ТУ 14-1-753-73, марки АН-17М — п о ЧМТУ 1-1017-70. Проволока марки Св-08Г2СЦ поставляется по
ТУ 14-4-791-76; Св-07ГС — по ТУ 14-1-2964-80.
2. При соответствующем технико-экономическом обосновании
для сварки конструкций разрешается использовать сварочные материалы (проволоки,
флюсы, защитные газы), не указанные в настоящей
таблице. При этом механические свойства металла шва, выполняемого с их
применением, должны быть не ниже свойств, обеспечиваемых применением материалов
согласно настоящей таблице.
Таблица 2 (56). Нормативные и расчетные сопротивления металла швов
сварных соединений с угловыми швами
|
Сварочные |
Rwun , МПа (кгс/см2) |
Rwf , МПа (кгс/см2) |
|
|
тип электрода по ГОСТ |
марки проволоки |
||
|
Э42, Э42А |
Св- 0 8, Св-08А |
41 0 ( 4200) |
18 0 (18 50) |
|
Э4 6, Э4 6А |
Св-08ГА (Св-07ГС) |
450 (4600) |
200 (2050) |
|
Э5 0, Э50А |
Св-10ГА , Св-08Г2С, Св-08Г2СЦ, |
490 (5000) |
215 (2200) |
|
Э 60 |
Св-08Г2 С2 , Св-08Г2СЦ2, Св-10НМ А, Св-10Г2 |
590 (6000) |
240 (2450) |
|
Э70 |
Св-10ХГ2С М А, Св-08ХН2ГМЮ (Св-08Г2С)3 |
685 (7000) |
280 (2850) |
|
Э85 |
— |
835 (8500) |
340 (3450) |
1 Rwf
= 215
МПа (2200 кгс/см2) только для швов kf ≤ 8 мм в конструкциях из
стали с пределом текучести 305 МПа (3100 кгс/см2) и более
(рекомендуется в дополнение к табл. 56 главы СНиП II-23-81).
2 Rwf
= 240 МПа (2450 кгс/см2) только для швов kf
≤ 8 мм в конструкциях из стали с пределом
текучести 440 МПа (4500 кгс/см2).
3 Rwf = 280 МПа (2850 кгс/см2) только для швов kf ≤ 8 мм в конструкциях из стали с пределом текучести
590 МПа (6000 кгс/см2), рекомендуется
в дополнение к табл. 56 главы СНиП
II-23-81.
Таблица 3. Расчетные
сопротивления срезу (условному) металла границы сплавления сварных соединений с
угловыми швами
|
R ип |
Rwz |
R ип |
Rwz |
R ип |
Rwz |
|
МПа (кгс/см2) |
МПа (кгс/см2) |
МПа (кгс/см2) |
|||
|
345 (3500) |
155 (1600) |
430 (4400) |
195 (2000) |
500 (5100) |
225 (2300) |
|
355 (3600) |
160 (1 600) |
440 (4500) |
200 (2050) |
510 (5200) |
230 (2350) |
|
365 (3700) |
165 (1650) |
450 (4600) |
205 (2100) |
520 (5300) |
235 (2400) |
|
370 (3800) |
165 (1700) |
460 (4700) |
205 (2100) |
540 (5500) |
245 (2500) |
|
380 (3900) |
17 0 (1750) |
470 (4800) |
210 (2150) |
570 (5800) |
255 (2600) |
|
390 (4000) |
17 5 (1800) |
480 (4900) |
215 (2200) |
590 (6000) |
265 (2700) |
|
410 (4200) |
185 (1900) |
490 (5000) |
220 (2250) |
685 (7000) |
310 (3150) |
ПРИЛОЖЕНИЕ 2
Несущая способность соединений с
угловыми швами
Таблица 1.
Предельные усилия на сварные соединения с угловыми швами для конструкций во всех климатических районах, кроме I 1 , I 2 , II 2 , II 3
|
Вид |
Марка сварочной проволоки, тип электрода |
R ип свариваемой стали, МПа |
Предельные усилия, кН/см, на соединение при катете шва, мм |
||||||||
|
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
|||
|
Полуавтоматическая, диаметр 1, 4-2 мм; нижнее, горизонтальное, вертикальное |
Св-08Г2С |
345 |
6,5 |
8,1 |
9,8 |
11,4 |
13 |
15,5 |
18,6 |
21,1 |
24,1 |
|
355 |
6,7 |
8 , 4 |
10 |
11,7 |
13,4 |
16 |
19,2 |
2 1,1 |
24,1 |
||
|
365 |
6,9 |
8,6 |
10, 3 |
12,1 |
13,8 |
16,4 |
19,7 |
2 1,1 |
2 4,1 |
||
|
370 |
7 |
8,7 |
10,5 |
12,2 |
14 |
16,6 |
19,9 |
2 1,1 |
24,1 |
||
|
380 |
7,2 |
9 |
10,8 |
12,6 |
14,4 |
17,1 |
20,5 |
2 1,1 |
2 4,1 |
||
|
390 |
7,4 |
9,2 |
11,1 |
12,9 |
14,8 |
17,3 |
20,7 |
21,1 |
2 4,1 |
||
|
Св. 400 до 570 |
7,7 |
9,7 |
11,6 |
13,6 |
15,5 |
17,3 |
20,7 |
21,1 |
2 4,1 |
||
|
Полуавтоматическая, диаметр |
Св-08Г2С |
Св. 340 до 570 |
6 |
7,5 |
9 |
10,5 |
12,1 |
15,1 |
18,1 |
21,1 |
24,1 |
|
ПП-АН8, ПП-АН3 |
То же |
||||||||||
|
Ручная; во всех положениях |
Э46, Э46А |
Св. 340 до 390 |
5 , 5 |
6,9 |
8,3 |
9,7 |
11,1 |
13,9 |
16,6 |
19,4 |
22,2 |
|
Э50 , Э50А |
Св. 340 |
6 |
7,5 |
9 |
10,5 |
12,1 |
15,1 |
18,1 |
21,1 |
24,1 |
|
|
Э60 |
Св. 370 |
6,7 |
8,4 |
10,1 |
11,8 |
13,4 |
16,8 |
20,2 |
23,5 |
26 ,9 |
|
|
Автоматическая; диаметр 3-5 мм; в лодочк у |
Св-08, Св-08А, Св-08ГА |
345 |
7, 1 |
8,9 |
10 , 7 |
12,5 |
14,2 |
17,9 |
2 1, 4 |
25,0 |
28,5 |
|
355 |
7 , 3 |
9,2 |
11 |
12,9 |
14,6 |
1 8 ,4 |
22,1 |
25,7 |
2 9,4 |
||
|
365 |
7,5 |
9 , 4 |
11,3 |
13,2 |
15 |
18,9 |
22 , 7 |
26 , 4 |
30,2 |
||
|
370 |
7,6 |
9,5 |
11,5 |
13,4 |
15,3 |
1 9, 1 |
23 |
26,8 |
30,6 |
||
|
380 |
7,8 |
9,8 |
11,8 |
13,8 |
15,7 |
19,6 |
23,6 |
27,5 |
31,5 |
||
|
Св-08ГА |
390 |
8 |
10 |
12,1 |
14,1 |
16,1 |
20,2 |
24,1 |
28,2 |
32,3 |
|
|
410 |
8,5 |
10,6 |
12,7 |
14,8 |
16,9 |
21,2 |
25,4 |
29,7 |
34 |
||
|
Св. 420 |
8,7 |
10,9 |
13,1 |
15,2 |
17,4 |
21,8 |
26,1 |
30,5 |
34,8 |
||
|
Св-10ГА |
440 |
9,1 |
11,4 |
13,6 |
15,9 |
18,2 |
22,8 |
27,3 |
3 1, 9 |
36,4 |
|
|
450 |
9,3 |
11,6 |
14 |
16,3 |
18,6 |
23,3 |
27,9 |
32,6 |
37,2 |
||
|
Св. 450 |
9,5 |
11,9 |
14,2 |
16,7 |
19 |
23,7 |
28,5 |
33,2 |
37,9 |
||
|
Св-10НМА , Св-10Г2 |
470 |
9,7 |
12,1 |
14,6 |
17 |
19,4 |
24,3 |
29,1 |
34 |
38,8 |
|
|
480 |
9,9 |
12,4 |
14,9 |
17,4 |
19,9 |
24,8 |
29,8 |
34,8 |
39,7 |
||
|
490 |
10,1 |
12,7 |
15,2 |
17,7 |
20,3 |
25,3 |
30,4 |
35,5 |
40,6 |
||
|
500 |
10 , 3 |
12,9 |
1 5,5 |
18,1 |
20,7 |
25,9 |
31,1 |
36 , 2 |
4 1, 4 |
||
|
Св. 500 |
10 , 6 |
13,2 |
15,8 |
18,5 |
21,1 |
26,4 |
31,7 |
37 |
42,2 |
Примечания к
та бл . 1 и 2. В таблицах указаны предельные
усилия для наиболее опасного сечения, установленного с помощью табл. 2
настоящего Пособия. Усилия рассчитаны по формулам (120) и (121) главы СНиП II-23-81, в которых
значения Rwf , Rwz , βf , βz приняты соответственно по табл. 3 и 34 главы СНиП II-23-81; в табл. 7
принято: γ wf = γwz = γc = 1 ; в табл. 8 принято: γ wf = 0,85 для металла шва с Rwun = 410 М Па, γ wz = 0,8 5 для всех сталей, γ c = 1.
Таблица 2. Предельные
усилия на сварные соединения с угловыми швами для конструкций в климатических
районах I 1 , I 2 , II 2 , II 3
|
Вид |
Марка сварочной проволоки, тип электрода |
Run свариваемой |
Предельные усилия, кН/см, на соединение при катете шва, мм |
||||||||
|
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
|||
|
Полуавтоматическая; диаметр 1 ,4- 2 мм; нижнее, горизонтальное, вертикальное |
СВ-08Г2С |
345 |
5,5 |
6,9 |
8,3 |
9,7 |
11,1 |
13,2 |
15,8 |
18,5 |
2 1,1 |
|
355 |
5 , 7 |
7,1 |
8,6 |
10 |
11,4 |
13,6 |
16,3 |
19 |
2 1, 7 |
||
|
365 |
5,9 |
7,3 |
8,8 |
10,3 |
11,7 |
13,9 |
16,7 |
19,5 |
22 ,3 |
||
|
370 |
5,9 |
7,5 |
8,9 |
10,5 |
11,9 |
14,1 |
17 |
19,8 |
22,6 |
||
|
380 |
6,1 |
7,7 |
9,2 |
10,7 |
12,2 |
14,5 |
17,4 |
20,3 |
23 , 6 |
||
|
390 |
6,3 |
7,9 |
9,5 |
11 |
12,5 |
14,9 |
17,9 |
20,9 |
23,5 |
||
|
410 |
6,6 |
8,2 |
9,9 |
11,5 |
13,2 |
15,7 |
18 , 8 |
21,1 |
24,1 |
||
|
430 |
6,9 |
8,6 |
10,4 |
12,1 |
13,8 |
16,4 |
19 , 7 |
21,1 |
24 ,1 |
||
|
440 |
7,1 |
8,8 |
10 , 5 |
12,3 |
14,1 |
16,8 |
20,2 |
21,1 |
2 4,1 |
||
|
450 |
7,2 |
9 |
10,8 |
12,7 |
14,5 |
17,3 |
20,7 |
21,1 |
2 4,1 |
||
|
460 |
7,4 |
9,3 |
11,1 |
12,9 |
14,8 |
17,3 |
20,7 |
2 1,1 |
24,1 |
||
|
470 |
7,5 |
9 , 4 |
11,3 |
13,2 |
15,1 |
17,3 |
20,7 |
21,1 |
24,1 |
||
|
480 |
7,7 |
9,6 |
11,6 |
13,5 |
15,4 |
17,3 |
20,7 |
2 1,1 |
24,1 |
||
|
Св. 480 до 570 |
7,7 |
9,7 |
11,6 |
13,6 |
15,5 |
17,3 |
20,7 |
2 1,1 |
24,1 |
||
|
Полуавтоматическая; диаметр |
Св- 08 Г2С, ПП-АН 8, П П-АНЗ |
345 |
5,3 |
6,6 |
7,9 |
9,2 |
10,5 |
13,2 |
15,8 |
18,5 |
21,1 |
|
355 |
5,4 |
6,8 |
8,1 |
9,5 |
10,9 |
13,6 |
16,3 |
19 |
21,7 |
||
|
365 |
5,6 |
7 |
8,4 |
9,8 |
11,2 |
14 |
16,7 |
19,5 |
22,3 |
||
|
370 |
5,7 |
7,1 |
8,5 |
9,9 |
11,3 |
14,1 |
17 |
19,8 |
22,6 |
||
|
380 |
5,8 |
7,3 |
8,7 |
10,2 |
11,6 |
14,5 |
1 7,4 |
20,3 |
23 , 2 |
||
|
390 |
6 |
7,5 |
9 |
10,4 |
12 |
14,9 |
17,9 |
20,9 |
23,9 |
||
|
Св. 400 до 570 |
6 |
7,5 |
9 |
10 , 5 |
12,1 |
15,1 |
18,1 |
21,1 |
24,1 |
||
|
Ручная; во всех положениях |
Э4 6А |
345 |
5,3 |
6 , 6 |
7,9 |
9,2 |
10,5 |
13,2 |
15,8 |
18,5 |
21,1 |
|
355 |
5,4 |
6,8 |
8,1 |
9,5 |
10,9 |
13,6 |
16,3 |
19 |
21,7 |
||
|
Св. 355 |
5,6 |
7 |
8,4 |
9,8 |
11,2 |
14 |
16,7 |
19,5 |
22,3 |
||
|
Э50А |
370 |
5,7 |
7,1 |
8,5 |
9,9 |
11,3 |
14,1 |
17 |
19 , 8 |
22,6 |
|
|
380 |
5 , 8 |
7,3 |
8,7 |
10,2 |
11,6 |
14,5 |
17,4 |
20,3 |
23,2 |
||
|
390 |
6 |
7,5 |
9 |
10,4 |
1 2 |
14,9 |
17,9 |
20,9 |
23,9 |
||
|
Св. 400 |
6 |
7,5 |
9 |
10 , 5 |
12,1 |
15,1 |
1 8,1 |
21,1 |
24,1 |
||
|
Э 60 |
410 |
6,3 |
7,8 |
9,4 |
11 |
12,5 |
15,7 |
18,8 |
22 |
25,1 |
|
|
430 |
6,6 |
8,2 |
9,9 |
11,5 |
13,2 |
16,4 |
19,7 |
23 |
26,3 |
||
|
Св . 4 30 |
6,7 |
8,4 |
10,1 |
11,8 |
13,4 |
16,8 |
20 , 2 |
23,5 |
26,9 |
||
|
Автоматическая; диаметр 3-5 мм; в лодочку |
С в -08А |
345 |
6,1 |
7,6 |
9,1 |
10,6 |
12,1 |
15,2 |
18,2 |
21,2 |
24,3 |
|
355 |
6,2 |
7,8 |
9,4 |
10 , 9 |
12,5 |
15,6 |
18,7 |
21,9 |
25 |
||
|
365 |
6,4 |
8 |
9,6 |
11,2 |
12,8 |
16 |
19,3 |
22,5 |
25,7 |
||
|
370 |
6 , 5 |
8,1 |
9,8 |
11,4 |
13 |
16,3 |
19,5 |
22,8 |
26 |
||
|
380 |
6,7 |
8,3 |
10 |
11,7 |
13,4 |
16,7 |
20,1 |
23,4 |
26,7 |
||
|
Св. 380 |
6,8 |
8,4 |
10,1 |
11,8 |
13,5 |
16,9 |
20,3 |
23,7 |
27 |
||
|
С в-08ГА |
390 |
6,9 |
8,6 |
10,3 |
12 |
13,7 |
17,2 |
20,5 |
24,1 |
27,5 |
|
|
410 |
7,2 |
9 |
10,8 |
12,6 |
14,4 |
18 |
21,6 |
25 , 2 |
28,8 |
||
|
430 |
7,6 |
9,5 |
11,3 |
13,2 |
15,1 |
18,9 |
22,7 |
26,5 |
30,3 |
||
|
440 |
7,7 |
9,7 |
11,6 |
13,5 |
15,5 |
19,3 |
23,2 |
27 ,1 |
31 |
||
|
450 |
7,9 |
9,9 |
11,9 |
13,9 |
15,8 |
19,8 |
23,8 |
27,7 |
31,7 |
||
|
460 |
8,1 |
10,1 |
12,1 |
14,2 |
16,2 |
20,2 |
24,3 |
28,3 |
32,4 |
||
|
470 |
8,3 |
10,3 |
12,4 |
14,5 |
16,5 |
20,7 |
24,8 |
28,9 |
33,1 |
||
|
480 |
8,4 |
10 , 6 |
12 , 7 |
14,8 |
16,9 |
21,1 |
25,3 |
29,6 |
33,8 |
||
|
490 |
8,6 |
10,8 |
12,9 |
15,1 |
17,2 |
21,5 |
25,9 |
30,2 |
34,5 |
||
|
Св. 490 |
8,7 |
10,9 |
13,1 |
15,3 |
17,4 |
21,8 |
26,2 |
30,5 |
34,9 |
||
|
Св -10НМ А |
510 |
9 |
11,2 |
13,5 |
15,7 |
1 7,9 |
22,4 |
26,9 |
31 , 4 |
35,9 |
|
|
520 |
9,1 |
11,4 |
13,7 |
16 |
18,3 |
22,9 |
27,4 |
32 |
36,6 |
||
|
530 |
9,3 |
11,6 |
14 |
16,3 |
18,6 |
23,3 |
28 |
32,6 |
37,3 |
||
|
540 |
9,5 |
11,9 |
14,2 |
16,6 |
19 |
23,7 |
28,5 |
33,2 |
38 |
||
|
570 |
10 |
12,5 |
15 |
17,5 |
20 |
25,1 |
30,1 |
35,1 |
40,1 |
||
|
590 |
10,4 |
13 |
15,6 |
18,2 |
20,8 |
26 |
31,1 |
36,3 |
41,5 |
ПРИЛОЖЕНИЕ 3
Примеры
расчета сварных соединений
Пример 1. Расчет сварного соединения с угловыми швами на действие
момента в плоскости, перпендикулярной плоскости расположения шва.
Консоль
двутаврового профиля прикрепляется угловым швом путем обварки по периметру
профиля. Размеры поперечного сечения показаны на рис. 14 прил. 3.
Изгибающий момент
М = 75 кН · м. Материал консоли —
листовая сталь марки 15ХСНД ( Ryn = 345
МП а, Run = 490 М Па). Сварка выполняется полуавтоматом в углекислом газе проволокой
диаметром 2 мм марки Св-08Г2С в нижнем положении ( Rwf = 215 МПа, β f = 0 , 9). Коэффициенты
условий работы γ wf = γc =
1.
Необходимо
определить катет углового шва.
Решение. Сечение, по которому следует производить расчет сварного
соединения для указанного сочетания стали, сварочной проволоки и способа сварки
в соответствии с табл. 2 настоящего
Пособия, — по металлу шва. Расчет должен выполняться по формуле (122) главы СНиП II-23-81 :
M / Wf ≤ Rwf γwf γc .
Момент
сопротивления расчетного сечения периметра швов
Wf = If / ymax,
где момент инерции расчетного сечения
 ;
;
ymax = h / 2 + kf.
Для углового шва kf = 10 мм:
If = 0 ,9 { 2
· 243 · 1/12 + 2 · 18 · 1 [25,6 + 1 ) / 2]2 + 2 ( 18 — 0 ,6) 1 [( 24 — 1 ) / 2]2} = 119 46 см4;
ymax = 25 ,6
/ 2 + 1 = 13,8 см; Wf = 11946 , 9 / 13,8 = 866 см3.
Напряжение в шве:
τf = М / Wf = 75 · 1 03
/ 866 = 86,6 МПа;
τf / Rwf = 86,6 / 215 =
0,4.
Таким образом,
при kf = 10 мм напряжение условного среза в соединении τ f в 0,4 раза ниже
расчетного сопротивления Rwf . Следовательно, катет углового шва в
соединении должен быть принят kf = 4 мм.
Рис. 14. К примеру
расчета сварного соединения с угловыми швами на действие момента в плоскости,
перпендикулярной плоскости расположения швов
bf = 18 см; tf = 0,8 см; tw = 0,6 см; hw = 24 см; h = 25,6 см
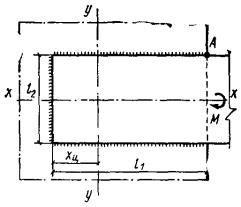
Рис. 15. К примеру
расчета сварного соединения с угловыми швами на действие момента в плоскости
расположения швов
l 1 = 30 см; l 2 = 20 см
Проверка
прочности соединения при kf = 4 мм показывает правильность расчета:
If = 4764 см4 ; ymax = 13,2 см; Wf = 361 см 3 ; τ f = M / Wf = 75 · 1 03
/ 361 = 208 < 215 МПа.
Пример 2. Расчет сварного соединения с угловыми
швами на действие момента в плоскости расположения швов.
Полоса
прикрепляется двумя горизонтальными и одним вертикальным швом (рис. 15 ).
Изгибающий момент
M = 55 кН · м. Материал пластины — сталь марки ВСт3 ( Run = 3 70
МПа). Сварка выполняется покрытыми электродами типа Э46 ( Rwf = 2 00
МПа, β f = 0 ,7).
Коэффициенты условий работы γ wf = γc = 1 . Необходимо определить катет углового
шва.
Решение. Для указанного
сочетания стали, электродов и способа сварки в соответствии с табл. 2 настоящего Пособия расчетным сечением
является сечение по металлу шва, поэтому расчет должен выполняться по формуле
(124) главы СНиП II-23-81:
![]() .
.
Центр тяжести
периметра швов определяется по формуле
x ц = ( l 2 1 —
0,5 l 2 kf ) / (2 l 1 + l 2 ) .
При kf = 10 мм хц
= (900 — 0 ,5 · 20)
/ ( 60 + 20) = 11 см.
Координаты точки
А , наиболее удаленной от
центра тяжести расчетного сечения швов, х = 19
см, у = 1 0 см.
Моменты и н ерции
расч етного сечения соединения по м еталлу шва относительн о его главных
осей:
Ifx ≈ βf { l 3 2 kf / l 2 + 2 l 1 kf [( l 2 + kf ) / 2]2};
 .
.
Для углового шва kf = 10
мм с учетом того, что расчетная длина шва
принимается меньше его полной длины на 10 мм ( l 1 = 29 см):
Ifx = 0 ,7 { 203 ·
1/12 + 2 · 29 · 1 [( 20
+ 1) / 2]2}
= 4 942 см4;
Ify = 0,7 {2[293
· 1/12 + 29 · 1 (29 / 2 — 11 )2 ] + 20 · 1 (11 + 1/2)2} = 5 194 см4;
Расстояние от
центра тяжести периметра швов до точки А
![]() см.
см.
Напряжения в
соединении:
τ f = 55 · 103 · 21,5
/ (4942 + 519 4) = 1 17 М Па.
τf / Rwf = 117 / 200 = 0 ,5 8.
Таким образом,
при kf = 10
мм напряжения в соединении τ f составляют 0,58 от расчетного
сопротивления ( Rwf ). Следовательно, катет шва в соединении должен быть принят kf = 5,8 мм ≈ 6 мм.
Проверка
прочности соединения при kf = 6 мм показывает правильность расчета:
Ifx =
2864 см4; Ify = 3078 см 4 ; ![]() = 21, 5
= 21, 5
см.
τ f =
55 · 103 · 2 1,5 / 5942 = 199 < 200 МПа.
Пример 3. Расчет сварного соединения с угловыми
швами на одновременное действие продольной и поперечной сил.
Полоса
прикрепляется двумя горизонтальными и одним вертикальным швом (рис. 16). Продольная сила N = 1 00 кН, поперечная сила Q = 38 кН.
Материал пластины
— сталь марки ВСт3 ( Run = 370 МПа). Сварка выполняется покрытыми электродами типа Э46 ( Rwf = 200 МПа, β f = 0,7).
Коэффициенты условий работы γ wf = γc = 1.
Необходимо
определить катет углового шва.
Решение. Для указанного
сочетания стали, электродов и способа сварки в соответствии с табл . 2 настоящего Пособия расчетным сечением
является сечение по металлу шва. Поэтому расчет должен выполняться по формуле
(126) главы СНиП II-23-81:
τ f ≤ Rwf γwf γc .
Принимаем kf = 1 0 мм.
1. Определяем напряжение
в соединении от продольной силы N
τ N = N / Aw ,
где расчетная
площадь шва Aw =
(2 l 1 + l 2 ) kf βf .
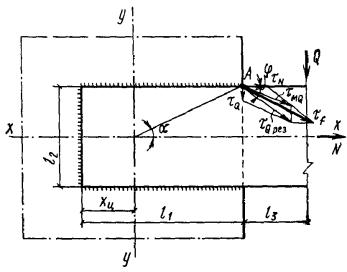
Рис. 16. К
расчету сварного соединения с угловыми шва м и на одновременное
действие продольной и поперечной сил
l 1 = 30 с м ; l 2 = 20 см; l 3 = 81 см
С учетом того,
что расчетная длина шва принимается меньше его полной длины на 10 мм:
Aw = ( 2 · 29 + 20) 1 · 0,7 = 54,6 см2,
τN =
100 · 10 / 54,6 = 18,3 М Па.
2. Определяем
напряжение в соединении от поперечной силы Q .
Результирующее
напряжение τ Q рез является суммой
векторов напряжения от силы Q , перенесенной в центр тяжести периметра швов
τ Q , и напряжения от момента
τм Q :
τ Q = Q / Aw = 38
· 1 0 / 54,6 = 7 МПа;
![]() .
.
Центр тяжести
периметра швов определяется по формуле
x ц = ( l 2 1 —
0, 5 l 2 kf ) / (2 l 1 + l 2 ) = (900 — 0,5 · 20 · 1 ) / (60 + 20) = 11 см.
Координаты точки
А , наиболее удаленной от
центра тяжести расчетного сечения швов: x = 1 9 см, у = 1 0 см.
Моменты инерции
расчетного сечения соединения по металлу шва относительно его главных осей:
Ifx ≈ βf { l 3 2 kf / 12 + 2 l 1 kf [( l 2 + kf ) / 2]2}
=
= 0,7 {203 · 1/12 + 2 · 29 · 1[(20
+ 1) / 2]2} = 4942 см4,
Ify ≈ βf {2 [ l 3 1 kf / 12 + l 1 kf ( l 1 / 2 — x ц )2] + l 2 kf ( x ц + kf / 2)2} =
= 0,7 {2 [293
· 1/12 + 29 · 1 (29 / 2 — 11)2] + 20 · 1 (11 + 1 / 2)2} =
5194 см4.
Расстояние точки
шва, наиболее удале н ной от
центра тяжести расчетного сечения
соединения:
![]() см.
см.
τм Q = 38 · 1
· 103 / ( 4942
+ 5194) 21, 5 =
80, 6 МПа.
Результирующее
напряжение от действия поперечной силы Q :
![]() ,
,
где α — угол, определяемый размерами соединения (см. рис. 16);
![]() МПа.
МПа.
3. Определяем
угол между векторами ![]() и
и ![]() .
.
Угол φ
определяют , пользуясь координатным методом на плос кости и свойством скалярного произведения двух векторов:
![]() ,
,
где ![]() и
и ![]() — векторы; |
— векторы; | ![]() | и |
| и | ![]() | — длины векторов.
| — длины векторов.
Поскольку
скалярное произведение двух векторов равно сумме произведений соответствующих
координат этих векторов ![]() ·
· ![]() = x 1 x 2 + y 1 y 2 и длина вектора
= x 1 x 2 + y 1 y 2 и длина вектора
равна
![]() ;
; ![]() ,
, ![]() .
.
В рассматриваемом
примере координаты вектора ![]() : х 1 = τN , y 1 =
: х 1 = τN , y 1 =
0; координаты вектора ![]() : x 2 = τyQ sin α , y 2 = τyQ
: x 2 = τyQ sin α , y 2 = τyQ
cos α + τQ :

4. Определяем суммарное
напряжение в соединении

τ f / Rwf = 96 ,2 /
200 = 0,48.
Таким образом,
при kf = 10 мм суммарное напряжение в 0,48 раза
меньше расчетного сопротивления. Следовательно, катет шва в соединении следует принять kf = 5 мм.
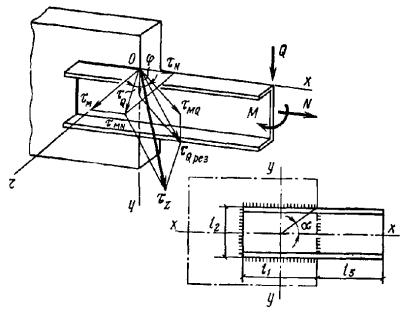
Рис. 17. К
расчету сварного соединения с угловыми швами на одновременное действие
продольной и поперечной сил и момента
l 1 = 20 см; l 2 = 1 6 см; l 3
= 9 0 см
Проверка
прочности соединения при kf = 5 мм показывает правильность расчета:
А w = 27,3 см 2 ;
τ N = 100 · 1 0
/ 27,3 = 36,6 МПа;
τQ
= 38 · 1 0 / 27,3 = 13,9
МПа; Ifx = 2366 см4; Ify = 2557 см4;
τм Q = 38 · 1 03 · 21,5 /
4923 = 166 МПа;
![]() МПа; cos φ = 0,43;
МПа; cos φ = 0,43;
![]() МПа < 200 МПа .
МПа < 200 МПа .
Пример 4. Расчет сварного соединения с угловыми швами на
одновременное действие продольной и поперечной сил и момента.
Консоль ,
подвергающаяся действию продольной и поперечной сил и момента, прикрепляется
угловым швом по периметру соприкасаю щихся
поверхностей (рис. 17).
Продольная сила N = 1 95 кН, поперечн ая сила Q = 30 к Н,
изгибающий момент М = 24, 5 кН · м. Материал консоли —
сталь марки 18пс ( Run = 370 МПа), Rwz = 1 6 5
МПа. Сварка выполняется полуавтоматом в углекислом газе проволокой
диаметром 2 мм марк и Св-08Г2С в нижнем положении ( Rwf = 215 МПа; β f = 0,9; β z = 1,05). Коэффициенты условий работы γ wz = γc = 1 .
Необходимо
определить катет углового шва.
Решение. Сечение , по
которому следует производить расчет сварного соединения для указанного
сочетания стали, сварочной проволоки и способа
сварки в соответствии с табл. 2
настоящего Пособия, — по металлу границы
сплавления. Поэтому расчет должен выполняться по формуле (126) главы СНиП II-23-81:
Принимаем kf = 10 мм.
1. Определяем
напряжение в соединении от продольной силы N :
τ N = N / Aw,
где расчетная
площадь шва Aw = 2 ( l 1 + l 2 ) kf βz .
С учетом того,
что расчетная длина шва принимается меньш е его полной длины на 10 мм
( l 1 = 1 9,5
см, l 2 = 1 5,5
см):
Aw = 2(19 ,5 + 15,5 ) · 1 · 1, 05 = 73,5 см2.
τN =
195 · 10 / 73,5 = 26,5 М Па.
2. Определяем
напряжение в соединении от поперечно й силы Q .
Результирующее
напряжение τ Q рез является суммой
векторов н апряжения от силы Q , перенесенной в центр тяжести периметра швов (τ Q ) , и
напряжения от момента (τм Q ):
τ Q = Q / Aw = 30 · 1 0
/ 73,5 = 4,1
МПа;
![]() .
.
Моменты инерции
расчетного сечения соединения по металл у границы сплавления
относительно его главных осей:
Izx ≈ βz {2 l 3 2 kf / 12 + 2 l 1 kf [( l 2 + kf ) / 2]2}
=
= 1,05 {2 · 15,53 · 1/12 + 2 ·
19,5 · 1[(15,5 + 1) / 2]2} = 3439 см4,
Izy ≈ βz {2 l 3 1 kf / 12 + 2 l 2 kf [( l 1 + kf ) / 2]2}
=
= 1,05 {2 · 19,53
· 1/12 + 2 · 15,5 · 1 [(19,5 + 1) / 2]2} = 4717 см4.
Расстояние точки
шва, наиболее удале н ной от
центра тяжести расчетного сечения
соединения:
![]() см.
см.
τм Q = 30 · 103 · 12,8 / 8156 = 47 МПа.
Результирующее напряжение
от действия поперечной силы в плоскости хоу :
![]() ,
,
где α — угол, определяемый размерами соединения (см. рис. 17).
![]() МПа.
МПа.
3. Определение напряжения
в соединении от момента М :
τм = М ymax / Izy;
ymax = l1
/ 2 + kf = 20 / 2 + 1 = 11 см ;
τ м = 24,5
· 103 · 1 1
/ 4717 = 57 М Па.
4. Результирующее
напряжение от действия продольной силы N и момента М в плоскости хо z :
![]() МПа.
МПа.
5. Определение
угла между векторами ![]() и
и ![]() .
.
Угол φ
определяют, пользуясь координатным методом в пространстве и свойством
скалярного произведения двух векторов:
![]() ,
,
где ![]() и
и ![]() — векторы; |
— векторы; | ![]() | и |
| и | ![]() | — длины векторов.
| — длины векторов.
Поскольку
скалярное произведение двух векторов равно сумме произведений соответствующих
координат этих векторов ![]() ·
· ![]() = x 1 x 2 + y 1 y 2 и длина вектора
= x 1 x 2 + y 1 y 2 и длина вектора
равна корню квадратн о му из суммы квадратов его координат ![]() ,
, ![]() .
.
В
рассматриваемом примере координаты вектора ![]() :
:
х 1 = τN ; y 1 = 0; z 1 = τ м ;
координаты вектора ![]() :
:
x 2 = τ м Q sin α ; y 2 = τ м Q cos α + τQ ; z 2 = 0;

6. Определяем
суммарное напряжение в соединении

τ z / Rwz = 89 ,7 /
165 = 0,54.
Таким образом,
при kf = 10 мм суммарное н апряжение в 0,54 раз а меньше расчетного сопротивления. Следовательно, катет шва
в соединении следует принять kf = 6 мм.
7. Проверяем
прочность соединения при kf = 6 мм:
Проверка
прочности соединения при kf = 5 мм показывает правильность расчета:
А w = 2 (19,5 + 15,5)
0,6 · 1,05 = 44,1 см 2 ;
τ N = 195 · 1 0
/ 44,1 = 44,2 МПа;
τQ
= 30 · 1 0 / 44,1 = 6,8 МПа;
Izx =
1983 см4; Izy = 2754 см4;
τм Q = 30 · 1 03 · 12,8 /
4737 = 81 МПа;
![]() МПа;
МПа;
τм = 24,5
· 1 03 · 10,3 / 2754 = 92 МПа;
![]() МПа;
МПа;
![]() ;
;
![]() МПа < 165 МПа .
МПа < 165 МПа .
Пример 5. Расчет сварного таврового соединения с разделкой кромок и
неполным проваром прикрепляемого элемента на действие растягивающей силы.
Элемент толщиной tm = 3 0 мм и длиной l = 500 мм, на
которой действует сила N = 2300
кН, прикрепляется угловыми швами с разделкой кромок (рис. 1 настоящего Пособия). Материал элемента — сталь марки 18Гсп ( Rwz = 1 75 МПа). Коэффициенты условий работы γ wf = γwz = 1 ;
γ c = 0,95.
Необходимо
выбрать тип электрода для ручной сварки, обеспечивающей требуемую несущую
способность соединения.
Расчет соединения
производится по формуле ( 5), в которой
расчетная длина шва lw = 50 0 — 3 0 = 470 мм, глубина
разделки кромок h = 1 0
мм (соединение типа Т9 по ГОСТ
5264-80),
Rwf ≥ N / (2,6 hlw γc ) = 2300 · 1 0 / (2,6 · 1 · 47 · 0,9 5) = 198 МПа.
По табл. 5
приложения выбираем Rwf = 200 МПа, соответствующ ее
электродам типа Э46 и Э46А.
Производим
проверку прочности по металлу границы сплавления по формуле (6) 2300 · 1 0
/ 2,8 · 1 · 47 · 0, 95 = 184 МПа.
Т аким
образом, применение электродов типа Э46 и Э46А обеспечивает необходимую несущую
способность данного соединения.
Пример 6. Расчет сварного таврового соединения по
основному металлу в сечении, перпендикулярном направлению растягивающей силы.
Элемент А длиной l = 200 мм, на который действует сила N = 1200 кН, прикрепляется швом с односторонней
разделкой кромки к элементу Б (рис. 2г настоящего Пособия).
Оба элемента выполнены из листового проката стали марки 10ХСНД толщиной 20 мм ( Ry = 355 МПа, Ru = 4 80 МП а). Коэффициент
условий работы γс
= 1. Необходимо рассчитать соединение по сечению 3—3 .
Расчет соединения
производится по формуле ( 10), в которой
длина шва lw = l =200 мм:
Rth = 0,5 · 480 = 240 МПа;
N / (1,15 tlw ) = 1200 · 1 0 / (1,1 5 · 2 · 20) = 260 > 240 МПа.
Таким образом,
необходимо увеличить толщину t элемента А или
длину шва lw . Увеличение необходимо произвести пропорционально
соотношению между расчетными сопротивлениями соединяемых элементов следующим
образом:
tA = 1,7 4tRAy / R Б u или lAw = 1,7 4lwRAy / R Б u .
где t A ( l A w ) — т олщина (длина) элемента
А, выбираемая из условия обеспечения прочности элемента Б по сечению 3—3 .
t А =
1,74 · 20 · 355 / 480 = 26 мм.
ПРИЛОЖЕНИЕ 4
Примеры
применения односторонних угловых швов в стальных конструкциях
1. Поперечные
ребра и диафрагмы
2. Ребра в бункерах
3. Продольны е
ребра в балках
ПРИЛОЖЕНИЕ
5
Основные
буквенные обозначения
М — момент, из гибающий момент;
N — п родольная сила;
Ifx , Ify — момент
инерции расчетного сечения по металлу шва относительно его главных осей;
Izx , Izy — м оменты инерции расчетного сечения по
металлу границы сплавления относительно его главных осей;
R и — расчетное сопротивление
стали растяжению, сжатию, изгибу по временному сопротивлению;
Run — в ременное сопротивление стали разрыву, принимаемое равным
минимальному значению σв
по государственным стандартам и техническим условиям на сталь;
Rwf — р асчетное сопротивление угловых швов срезу (условному) по
металлу шва;
Rwu — р асчетное сопротивление стыкового
сварного соединения сжатию, растяжению, изгибу по временному сопротивлению;
Rwun — нормативное сопротивление
металла шва по временному сопротивлению;
Rws — расчетное сопротивление
стыковых сварных соединений сдвигу;
Rwy — расчетное сопротивление стыковых сварных
соединений сжатию, растяжению и изгибу по пределу т екучести;
Rwz — расчетное
сопротивление угловых швов срезу (условному) по металлу границы сплавления;
Ry — расчетное сопротивление
стали растяжен и ю, сжатию, изгибу по пределу текучести;
Ryn — предел текучести стали, принимаемый
равным значению предела текучести (σ т ) по государственным стандартам и
техническим условиям на сталь;
wf , wz — моменты
сопротивления расчетных сечений соответственно по металлу шва и по металлу
грани ц ы сплавления;
kf — ка т ет
углового шва;
lw — длина сварного шва;
t — толщина;
βf , βz — коэффи ц иенты
для расчета, углового шва соответственно по
металлу и по металлу границы сплавления;
γc — ко э ффициент услови й работы;
γm — коэффициент надежности по материалу;
γu — коэффициент надежности в расчетах по
временному сопротивлению;
γwf , γwz — коэффицие н ты
условий работы соответственно металла шва и металла границы сплавления;
γwm — к оэффициент надежности по материалу шва;
γzm — коэффициент надежности по материалу гра н ицы
сплавления.
СОДЕРЖАНИЕ
Предисловие . 1
1. Общие положения . 1
2. Расчетные сопротивления сварных соединений . 2
3. Расчет сварных соединений . 3
4. Конструирование сварных соединений . 8
Приложение 1. Материалы для
сварных соединений и расчетные сопротивления сварных соединений . 13
Приложение 2. Несущая
способность соединений с угловыми швами . 15
Приложение 3. Примеры
расчета сварных соединений . 17
Приложение 4. Примеры
применения односторонних угловых швов в стальных конструкциях . 25
Приложение 5. Основные буквенные обозначения . 26
Расчет сварных соединений
Содержание:
- Методика расчета соединений
- Какие параметры потребуются для расчета
- Особенности расчетов для изделий с угловыми стыками
- Расчеты при нахлесточных стыках
- Как рассчитать длину сварочных стыков от массы металла
- Порядок проведения расчетов сварных стыков
- Дефекты сварных соединений при неправильных расчетах
- Калькуляторы сварных швов
- Инструменты для контроля размеров сварных швов
- Интересное видео
Сварка — наиболее доступный, надежный и эффективный способ соединения отдельных деталей при создании металлоконструкций. При соблюдении сварочных технологий швы получаются прочными, а готовые изделия качественными. Но в зависимости от условий проведения сварки, толщины и вида свариваемого металла характеристики соединений могут быть разными. Определить насколько прочным и монолитным будет изделие поможет расчет сварных швов, проведенный перед процессом сваривания.
Выполненный в процессе составления проекта расчет сварных соединений позволяет выбрать правильно материал, которые будет обладать достаточным запасом прочности и сможет выдерживать возлагаемые на него нагрузки.
Методика расчета соединений
Различают несколько разновидностей сцеплений металла и для каждой из них расчет сварного шва проводится индивидуально. В зависимости от расположения свариваемых деталей соединения разделяются на:
- угловые, когда перпендикулярно одна к другой располагаются свариваемые детали. Для повышения прочности конструкции необходимо правильно определить предельные усилия на сварной угловой шов;
- стыковые. Здесь соединяются торцы деталей, при этом одна часть выступает продолжением второй. Такой способ сцепления сопровождается минимальными показателями концентрации напряжения и считается самым рациональным. Швы могут быть прямыми и косыми;

- нахлесточные, при которых элементы деталей немного накладываются один на другой. Как правило применяют такую технологию при сваривании металлов, толщина которых не превышает 5 мм, когда необходимо укрепить шов;
- тавровые. Внешне напоминают угловые. Скрепляемые элементы располагаются под прямым углом друг к другу, но соединяются торцами. При производстве металлоконструкций такие стыки применяются довольно часто. Им характерна простота исполнения, экономичность и высокая прочность. Для качественного выполнения такого типа соединений хорошим помощником будет методичка, расчет таврового сварного соединения по ней можно выполнить с безупречной точностью, и избежать возможных ошибок.

Как рассчитывают сечение сварного углового шва или других видов соединений? Существуют общепринятые формулы, по которым проводится расчет сварочных швов разных стыков. Также в свободном доступе в интернете есть специальная программа расчета сварных соединений, по которой при введении необходимых параметров можно получить требуемый результат.
Какие параметры потребуются для расчета
Чтобы с минимальной погрешностью провести расчет сварки, следует знать какие параметры влияют на прочность стыков. Для определения процесса сжатия и растяжения материала следует применять формулу:

При расчете потребуются следующие показатели:
- Yс — коэффициент преобладающих на рабочем месте условий. параметр общепринятый, указан в стандартизованных таблицах. Его просто необходимо вставить в формулу, по которой совершается расчет сварного углового шва;
- Rу — сопротивление свариваемого материала с учетом предела текучести. Определяется по стандартным таблицам;
- Ru — сопротивление металла в соответствии временного сопротивления. Значения для подставки в формулу нужно поискать в таблицах;
- N — максимально допустимая нагрузка, которую шов способен выдерживать;
- t — минимальная толщина материала свариваемых элементов;
- lw — наибольшая длина сварного соединения, при расчете ее уменьшают на 2t;
- Rwу — определяемое в зависимости от предела прочности сопротивление.
В случае, когда необходимо сварить в единую конструкцию разные по структуре металлы, показатели Ru и Ry берутся по материалу с наименьшей прочностью.
Так же если требуется провести расчет сварочного шва на срез, то показатели следует выбирать того материала, у которого прочность меньше.

При проектировании стальных конструкций основным требованием является обеспечение максимально возможной прочности стыка и неподвижности соединяемых им элементов. Согласно требований и с учетом расположения и размеров швов можно с точностью установить оптимальный их тип. Если для создания металлоконструкции требуется выполнить сразу несколько швов, то располагать их необходимо таким образом, чтобы на каждый из них равномерно распределялась нагрузка.
Определить такие параметры можно посредством математических вычислений. Если полученные результаты будут неудовлетворительными, то в конструкцию необходимо внести изменения и еще раз провести все расчеты с новыми параметрами.
Особенности расчетов для изделий с угловыми стыками
Определение длины сварного шва на отрыв проводится с учетом силы, направленной к центру тяжести. Сечение при подсчетах следует выбирать с высокой степенью опасности.
Расчет сварного шва на срез осуществляется по формуле:

Вне зависимости от типа металлов каждый из показателей влияет на прочность стыков:
- N — максимальная нагрузка, которая на стык оказывает давление;
- ßf, ßz — указаны в таблице и не зависят от марки стали. Как правило ßz равно 1, ßf — 0,7;
- Rwf — значение сопротивления срезу. Указано в таблицах ГОСТов;
- Rwz — существующее на линии стыка сопротивлению. Значения стандартные и берутся из таблицы;
- Ywf — составляет 0,85 для стыка, материалу которого свойственно сопротивление 4200 кгс/см²;
- Ywz — для всех марок стали составляет 0,85;
- с — коэффициент условий рабочей среды, стандартное значение из таблиц;
- kf — указывает на толщину создаваемого шва, измерять следует по линии сплавления;
- lw — исчисляется по общей длине стыка, уменьшенного на 10 миллиметров.
Вычислять значения можно по линии соединения или по свариваемому материалу. Расчет угловых сварных швов выполняется на основании сечения.
Чтобы понять, как правильно осуществить расчет сварных соединений и конструкций примеры и задачи можно посмотреть на специализированных сайтах в интернете.
Расчеты при нахлесточных стыках
Расчет сварочного шва, выполняемого внахлест выполняется с учетом типа и положения соединения, поскольку при такой технике стыки могут быть угловыми, лобовыми и фланговыми.
При сваривании металлических деталей внахлест определяется прочность линии скрепления и минимальная площадь сечения. Формула площади сварного шва подразумевает использование меньшей высоты треугольника условного стыка. При одинаковых размерах катетов этого треугольника для ручной сварки высота составляет 0,7.
При автоматической и полуавтоматической сварке глубина нагревания материала больше, поэтому за высоту принимаются указанные в типовых таблицах условные показатели.
Как рассчитать длину сварочных стыков от массы металла
Для определения длины соединения существует формула, обозначающая соотношение массы наплавки на протяженности одного метра спая.
Формула следующая: L = G/F × Y, в которой L обозначает протяженность сварочного шва, G — вес наплавляемого металла, F — площадь поперечного сечения, Y — удельный вес присадки.

Полученное значение следует умножить на определенные измерениями метры. Чтобы правильно провести исчисления целесообразно предварительно посмотреть пример, расчет длины сварного шва по которому выполнен в реальности.
Нужно понимать, что ни одна формула не способна обеспечить безупречно точного результата. Расходный материал следует покупать с запасом примерно 5-7%. Иногда удается немного сэкономить на присадке, но это под силу только опытным сварщикам, обладающим соответственными навыками.
Порядок проведения расчетов сварных стыков
Чтобы определить какие нагрузки способен выдерживать образуемый при сварке стык, необходимо правильно подобрать все необходимые данные для расчета сварного шва. Предотвратить ошибки при математических исчислениях можно, если при их выполнении придерживать следующего порядка:
- Определить с минимальными погрешностями пространственное положение, форму и размеры, характерные сварочному соединению.
- Далее на контактируемую со свариваемым элементом площадь повернуть следует опасное сечение (с наивысшим напряжением). Необходим поворот в случаях, когда на исследуемой конструкции плоскость стыка не соответствует его сечению. После поворота должно образоваться новое сечение, которое называют расчетным.
- Дальнейшие действия состоят в поиске на образовавшемся вследствие поворота сечении центра масс.
- Следующий этап — перемещение в центр масс внешней приложенной нагрузки.
- Установить какое напряжение в расчетном сечении возникает в момент воздействия всех силовых нагрузок, в частности нормальной и поперечной усилий, изгибающего и крутящего моментов.
- Когда известно напряжение необходимо найти в сечении точку, подвергающуюся наибольшим нагрузкам. В этой точке все воздействующие на поверхность нагрузки сочетаются одновременно, что позволяет установить суммарную. В итоге получается максимум, которому шов будет подвергаться.
- Вычисляется максимально допустимое напряжение, которое будет оказывать силовое воздействие на полученный в результате сварки шов.
- Завершающий этап состоит в сравнении максимальных показателей суммарного и допустимого напряжений. Это позволит получить расчетное сопротивление сварного шва и определить размеры, которые обеспечат полноценную и безопасную эксплуатацию создаваемой металлоконструкции. Для большей достоверности полученной информации рекомендовано провести дополнительный проверочный расчет.
Не нужно забывать о том, что актуальным расчет сварного шва на срез или прочность будет только в том случае, когда строго соблюдена технология создания соединений. В любом случае важно и нужно рассчитывать стыки, поскольку только с точность установленные параметры способны обеспечить прочные и долговечные сварочные соединения.
Дефекты сварных соединений при неправильных расчетах
В случае со сварочными металлоконструкциями следует понимать, что эффективная и безопасная их работа и расчет угловых сварных швов, стыковых, тавровых или нахлесточных непосредственно взаимосвязаны между собой. Если проигнорировать или же неправильно выполнить исчисления, то существенно повышаются риски образования дефектов и неточностей в готовом изделии.
Чаще всего возникают следующие браки:
- подрезы. Образуются по линии соединения или возле него канавки, приводящие к быстрому разрушению конструкции;
- поры. Визуально они практически незаметны, возникают вследствие проникновения газов, образующихся в процессе плавления электрода и металла;
- непровары. Участки, на которых недостаточно расплавился металл, в результате чего на варочном стыке возникли пробелы;
- сторонние включения. Одна из наиболее опасных ошибок, вследствие которой значительно понижается прочность соединения и со временем в нем возникают трещины;
- холодные и горячие трещины. Первые образуются после остывания конструкции из-за окисления в процессе плавления. Вторые возникают в процессе плавления металла при нарушении сварочной технологии, например, при неправильном выборе электродов.
Избежать всех этих дефектов можно если предварительно выполнить вычисления по существующим формулам. Это поможет создать качественные соединения, способные выдерживать критические нагрузки и усилия при эксплуатации конструкции.
Калькуляторы сварных швов
Существуют специализированные калькуляторы, с помощью которых без особых навыков несложно провести расчет длины сварного шва, определить оптимальные параметры угловых, точечных и стыковых соединений.
Проверить по калькулятору можно все существующие типовые стыки с прилагаемыми к ним нагрузкам с разными силовыми усилиями. Исчисления помогут выбрать подходящий к конкретной конструкции размер и тип стыкового соединения, а также безошибочно подобрать материал для сваривания. Расчеты позволяют установить необходимые геометрические значения сварочного шва и провести его проверку на прочность.
Не рекомендовано к точечным соединениям, стыкам с разделкой кромок и к электрозаклепкам прилагать усталостную нагрузку, поскольку расчет таких швов не поддерживается и результаты будут неточными. Также при вычислениях не учитываются изменения механических характеристик металлов, возникающие вследствие воздействий остаточных напряжений и температурных режимов.
Инструменты для контроля размеров сварных швов
Геометрические параметры сварочных соединений определяются с помощью специальных инструментов, позволяющих с минимальными погрешностями измерить основные показатели и характеристики, выполненных технологией сваривания конструкций.

К числу таких инструментов принадлежат типовые шаблоны, универсальные устройства и измерители, принцип действия которых состоит на замерах одного конкретного параметра.
У каждого профессионального сварщика должен быть в наличии набор измерительных инструментов для проведения замеров для предварительных расчетов перед процессом сваривания, а также определения качества шва готовой конструкции.
Интересное видео
Сварка является самым простым из всех существующих сегодня способов соединения металлических заготовок. Технология дает возможность получать прочные и надежные соединения. Она востребована в создании металлоконструкций разного уровня сложности, в укладке трубопроводов, строительстве, машиностроении и других отраслях. Характеристики сварных соединений зависят от множества факторов. Наиболее значимые из них: толщина заготовок, условия выполнения работ, расходные материалы, оборудование, состав металла. Чтобы предварительно определить, насколько прочным получится соединение, нужно расчет сварного шва.
Он делается, как правило, в процессе проектирования и позволяет правильно выбрать материалы для выполнения конкретного вида операций. Предварительные вычисления необходимы для того, чтобы добиться нужного запаса прочности конструкции. Таким образом достигается нужная степень надежности готовых изделий.
Методика расчета
Существуют разные варианты сцепления металла. Расчет сварных соединений для каждого из них выполняется отдельно. В зависимости от пространственного расположения свариваемых деталей различаются и сварные соединения. Соответственно они могут быть:
- угловыми. Соединяемые заготовки одна по отношению к другой располагаются перпендикулярно. Чтобы конструкция получилась максимально прочной, следует определить предельные усилия, которые будут воздействовать на швы;
- стыковыми. Заготовки располагаются в одной плоскости таким образом, что одна из них является продолжением другой. Свариваются торцы деталей. Такой вариант соединения принято считать оптимальным, так как он характеризуется минимальными показателями напряженности на стыке. Шов может быть косым или прямым;
- внахлест. Плоскости соединяемых заготовок перекрывают одна другую. Такая технология лучше всего подходит для соединения деталей, толщина стенок которых не превышает 5 мм. Также метод используется в ситуациях, если требуется укрепить сварной шов;
- тавровым сварочным швом. Внешним видом очень похожи на угловые. Детали по отношению одна к другой тоже располагаются под углом в 90 градусов, но соединяются торцами. Такие виды стыков достаточно востребованы и часто используются. Среди основных достоинств методы – простота исполнения, надежность и экономичность. К тому же, используя специально разработанные методические указания, по тавровому соединению несложно выполнить расчеты с безупречной точностью.

Итак, пришло время детально рассмотреть методику расчета сварного шва. Специалисты вывели специальные формулы, которые упрощают выполнение необходимых вычислений. Помимо этого, в сети Интернет есть специальные программы. Они находятся в свободном доступе. От пользователя требуется только ввести нужные параметры, чтобы получить точный результат.
Исходные параметры для вычислений
Чтобы при расчете погрешность исключить или хотя бы свести к минимуму, нужно определиться с параметрами, которые окажут влияние на прочность стыка. Процесс сжатия и растяжения металла рассчитывается при помощи формулы
где:
- Yс – коэффициент, отражающий условия, которые преобладают на рабочем месте. Данный показатель общепринят и отражен в справочных таблицах. Достаточно найти нужный показатель и подставить его в формулу;
- Rу – индекс, обозначающий сопротивление металла с учетом предела его текучести. Отражен в справочных материалах сварщика;
- Ru – еще один показатель сопротивления металла, который несложно найти в таблицах;
- N – максимально допустимая нагрузка на сварочный шов;
- T – наименьшая толщина стенок свариваемых заготовок;
- Максимальная длина сварного стыка. При вычислениях данный параметр следует уменьшить на 2t;
- Rwу – сопротивление, зависящее от предела прочности соединения.
Когда сваривать приходится разные металлы, то значения Ru и Ry берутся того материала, прочность которого меньше. точно так же поступают и в случаях, когда выполняются расчеты сварочного шва на срез.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Проектирование металлоконструкций осуществляется с учетом требований по безопасности сварного соединения, его способности выдерживать определенный уровень нагрузок стабильности соединенных с их помощью элементов. В случаях, когда для создания металлоконструкции необходимо наложить несколько сварных соединений, то важно грамотно их расположить. Важно, чтобы нагрузка при сварке была распределена равномерно между всеми стыками.

Определить параметры можно путем математических вычислений. В случае, когда полученный результат будет неудовлетворительным, то в конструктив следует внести изменения и рассчитать снова.
Расчет изделий с угловым стыком
Определение допустимой длины сварного соединения на отрыв выполняется с учетом силы, направленной к центру тяжести. При подсчетах такого рода выбирается сечение с высокой степенью опасности. Показатели рассчитываются по формуле:

Каждый из показателей формулы влияет на прочностные характеристики шва, вне зависимости от вида свариваемых металлов. Условные обозначения:
- N – максимальное значение силы, которая оказывает давление на стык;
- ßf, ßz – коэффициенты, которые берутся в справочных таблицах и не зависят от типа свариваемых металлов. В большинстве своем ßz = 1, а ßf = 0,7;
- Rwf – показатель, отражающий сопротивление срезу. Определен справочными материалами. Проще всего найти в таблицах ГОСТа;
- Rwz – сопротивление по линии стыка. Значения берутся из справочной таблицы;
- Ywf – коэффициент, зависящий от сопротивления материала. К примеру, если для металла этот показатель составляет 4200 кгс/см², то поправочный коэффициент составит 0,85;
- С – еще один коэффициент, обозначающий условия рабочей среды. Как и большинство значений, определяется по справочным таблицам;
- Kf – толщина сварного шва по линии сплавления;
- Lw – общая длина стыка, уменьшенная на 10 мм.
Расчет стыков, выполненных внахлест
При вычислениях важно учесть пространственное положение и тип сварного соединения. Ведь при сваривании внахлест стыки могут быть и угловыми, и фланговыми, и лобовыми. Расчеты дают возможность получить данные по минимально допустимой площади сечения и проектной прочности линии соприкосновения. При вычислении площади сварного соединения за основу принимается наименьшая высота условного треугольного стыка. Для ручной сварки при условии, что катеты равны, данный коэффициент будет составлять 0,7.
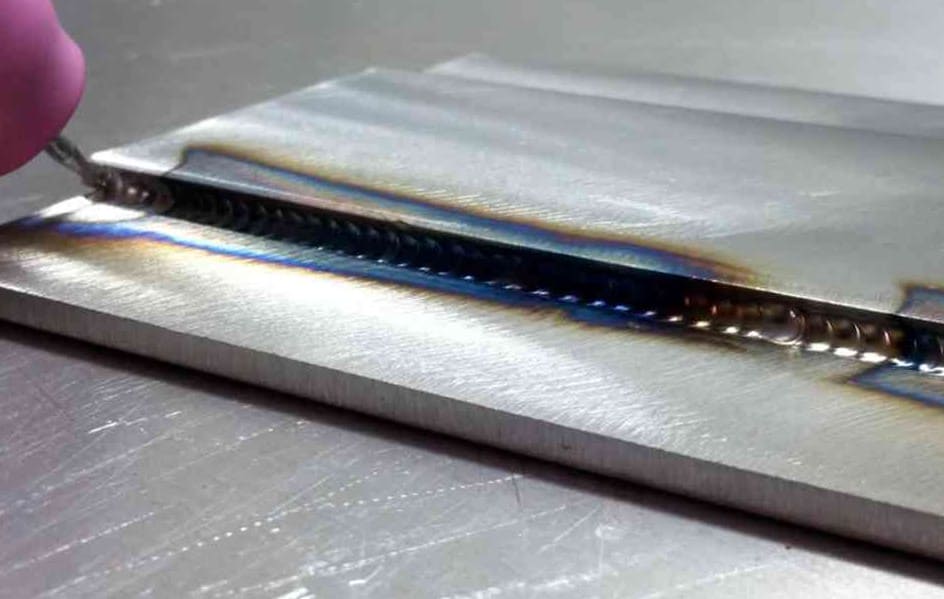
Если сварочные работы выполняются автоматическими или полуавтоматическими аппаратами, то глубина прогрева материала будет большей. Поэтому показатели следует брать в справочных таблицах.
Длина сварочного шва в зависимости от массы металла
Длина сварного соединения определяется по формуле, определяющей соотношение массы наплава на один метр стыка: L = G/F × Y, где
- L – длина самого шва;
- G – вес наплава;
- F – площадь сечения;
- Y – удельный вес присадочного материала.
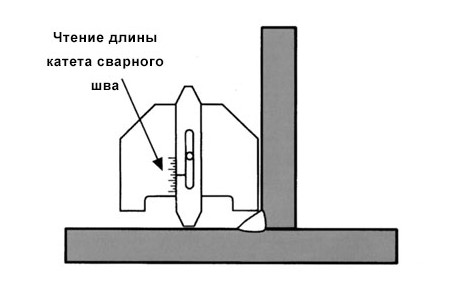
В результате вычислений будет получен коэффициент, который следует умножить на длину катета сварного шва.
Чтобы вычисления выполнять правильно, следует попрактиковаться. Важно понимать, что точный результат не дает возможности получить ни одна формула. Поэтому приобретать расходные материалы желательно с небольшим запасом. Это примерно 5-7% от общего количества. Правда, иногда получается и сэкономить присадку. Но такое случается нечасто и к тому же при условии, что у сварщика за плечами большой опыт выполнения аналогичной работы.
Порядок расчета сварных стыков
Чтобы вычислить нагрузку, которую сможет выдержать сварное соединение, следует внимательно отобрать исходные данные. Предотвратить или хотя бы минимизировать вероятность ошибки при вычислениях можно при условии соблюдения алгоритма работы:
- Максимально точно определить размеры, форму и пространственное расположение сварного соединения.
- Опасное сечение необходимо повернуть в сторону контактируемой со сварным стыком площади. Этот прием актуален в случаях, когда плоскость стыка на исследуемой конструкции не соответствует проектному сечению. После поворота образуется новое расчетное сечение с более благоприятными параметрами.
- После этого вычисляется новый центр масс, который образовался в результате поворота сечения.
- Следующим шагом станет перемещение внешней нагрузки в предопределенный центр масс.
- Настало время определить расчетное значение нагрузок, которые воздействуют на сечение. А именно – крутящего и изгибающего момента, усилий поперечной и продольной направленности.
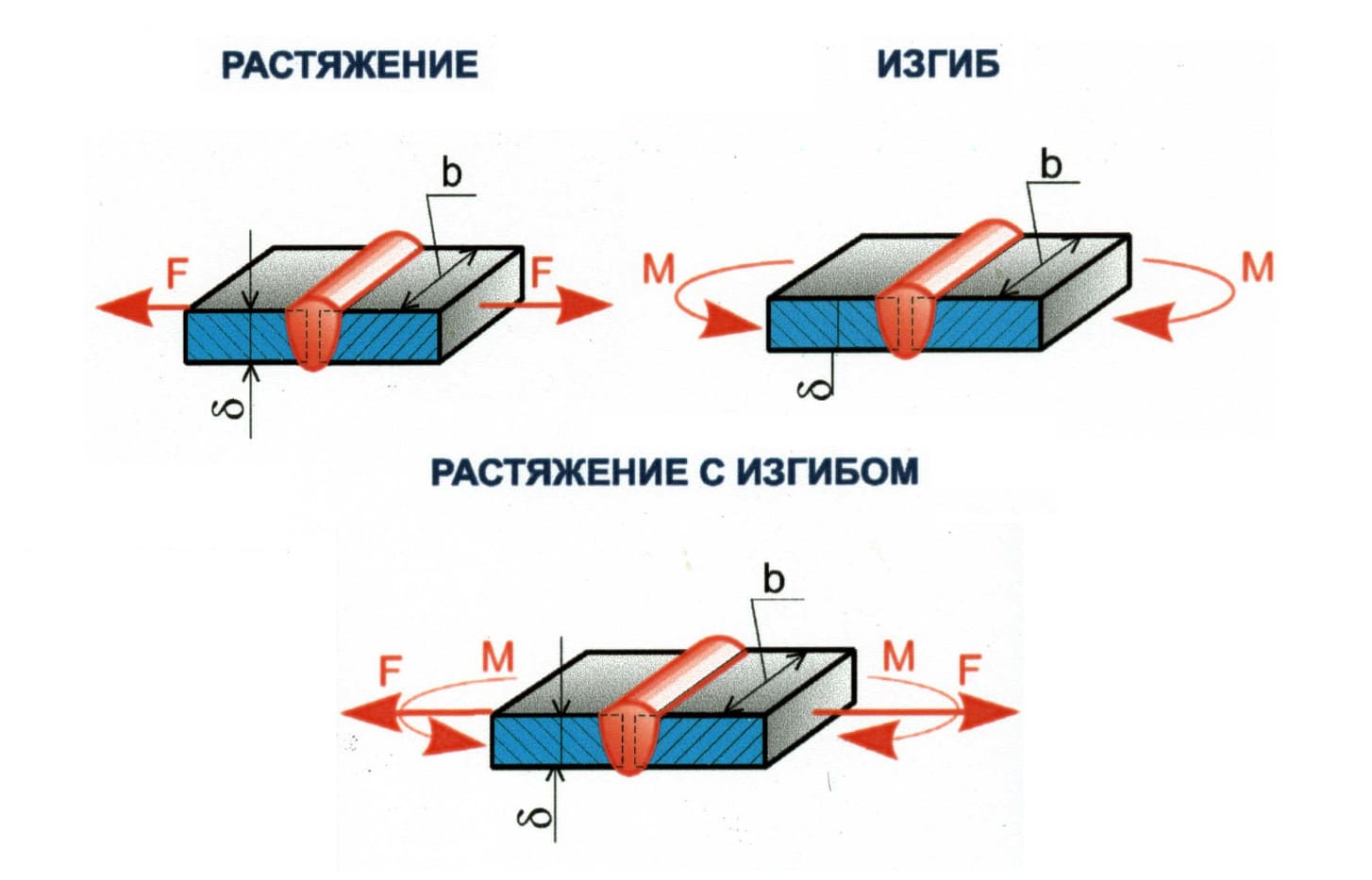
- После того, как найден модуль напряжения, следует определить точку, на которую воздействуют самые высокие нагрузки. Именно в такой точке все внешние силы работают одновременно, что дает возможность определить их суммарное значение. Это тот максимум, который будет воздействовать на сечение.
- Определяется максимально допустимое усилие, которое может воздействовать на шов без каких-либо последствий: деформации, разрушения и т.п.
- На завершающем этапе сравниваются показатели допустимого и максимального фактического значений. В результате определяется расчетное сопротивление сварочного шва и его оптимальные размеры, которые необходимы для сопротивляемости нагрузкам.
Только так можно рассчитывать на полноценную и безопасную эксплуатацию будущей металлоконструкции. Для контроля можно выполнить проверочные расчеты. Желательно, чтобы ими занялся другой специалист, что повышает объективность полученного результата.
Прочность сварного шва будет достоверной и соответствующей расчетам только в том случае, если соблюдаются технология формирования соединений. Тем не менее стыки рассчитывать следует в любом случае. Только точно установленные параметры и векторы нагрузок обеспечивают прочное и надежное сварное соединение.

Дефекты, возникающие в результате неправильных расчетов
Прежде всего, нужно твердо усвоить, что теоретический расчет угловых, тавровых, нахлесточных или стыковых швов и практическая надежность, равно как и срок службы металлоконструкции являются звеньями одной цепи. Эти факторы тесно взаимосвязаны между собой. К примеру, если вычисления сделать кое-как или же проигнорировать вовсе, то последствием подобного шага станет кратное увеличения риска образования дефектов сварного соединения. Как результат – снижение срока службы, надежности или функциональности металлоконструкции.
Наиболее часто возникают дефекты такого характера:
- подрезы. Они представляют собой канавки, которые образуются по линии соединения или возле нее. Приводят к быстрому разрушению стыка;
- поры. Визуально заметить их невозможно (кроме поверхностных). Образуются из-за проникновения газов, которые являются побочным продуктом плавления металла и электрода;
- непровары. Результат недостаточного прогрева стали, вследствие чего на стыке образуются пробелы;
- сторонние включения. Очень опасная ошибка, которая приводит к существенному снижению прочности сварного шва. Со временем в месте содержания примесей возникают трещины;
- горячие или холодные трещины. первый тип дефекта образуется в результате нарушения технологии выполнения сварочных работ. Самый простой пример – неправильный подбор расходных материалов. Холодная трещина является результатом окисления металла и возникает после его остывания.
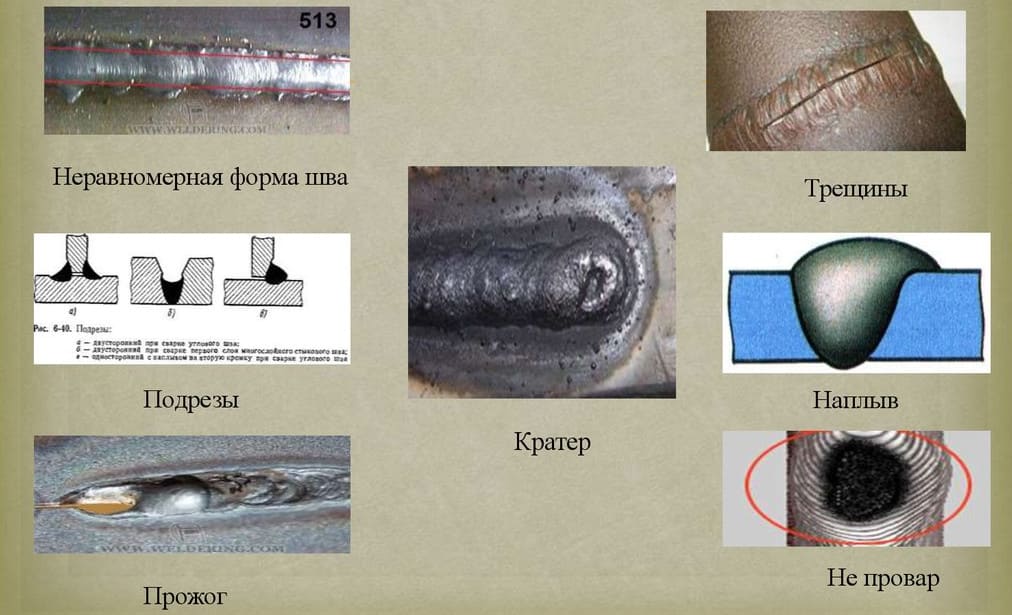
Вычисления по формулам помогают избежать брака в работе. Они позволяют создавать качественные сварные соединения, выдерживающие большие нагрузки во время эксплуатации металлических конструкций.
Калькуляторы сварочных швов
Необходимые расчеты можно выполнить, не имея на то каких-либо навыков. Для этого существуют специализированные калькуляторы, позволяющие вычислить параметры стыковых, точечных или угловых соединений; рассчитать оптимальную длину сварного шва. С помощью такого калькулятора несложно проверить все существующие сегодня стыки с разными силовыми нагрузками и направленностью прилагаемых усилий.
Математические расчеты помогут выбрать оптимальный для конкретной конструкции тип и размер сварного шва, точно определиться с металлом и расходными материалами. При помощи расчетов можно безошибочно определить геометрию сварного соединения и проверить степень его прочности.
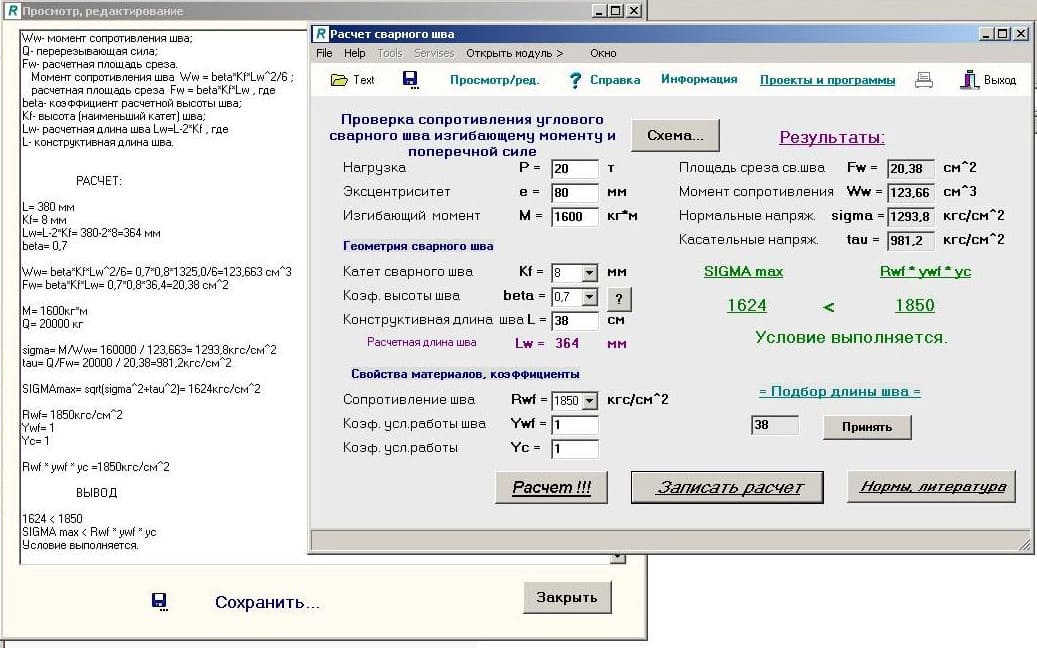
Не рекомендуется для точечных соединений, электрозаклепок и стыков с разделкой кромок использовать значения усталостной нагрузки. Расчет для таких видов швов не поддерживается и полученные результаты будут весьма приблизительными. Еще следует иметь ввиду, что при вычислениях не принимаются во внимание изменения характеристик металлических заготовок, которые имеют место в результате изменения температуры и возникновения остаточных напряжений.
Контроль размеров сварных швов
Для контроля и определения фактических геометрических параметров сварных стыков применяются специальные инструменты. Они дают возможность точно измерить характеристики и показатели соединений, выполненных методом сваривания. Набор инструментария включает шаблоны и ряд измерителей, которые «заточены» под определение конкретного параметра.
| Найти: | |
| Где: | |
| Тип документа: | |
| Отображать: | |
| Упорядочить: |
Скачать Пособие к СНиП II-23-81 Пособие по расчету и конструированию сварных соединений стальных конструкций
Дата актуализации: 17.06.2011
Пособие к СНиП II-23-81
Пособие по расчету и конструированию сварных соединений стальных конструкций
| Статус: | действует |
| Обозначение: | Пособие к СНиП II-23-81 |
| Название рус.: | Пособие по расчету и конструированию сварных соединений стальных конструкций |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения: | 28.11.1983 |
| Разработан в: | ЦНИИСК им. В.А. Кучеренко 109389, Москва, 2-я Институтская ул., д. 6 |
| Утверждён в: | ЦНИИСК им. В.А. Кучеренко (28.11.1983) |
| Опубликован в: | Стройиздат № 1984 |
| Область и условия применения: | В Пособии приведен ряд новых решений, направленных на экономию основных видов ресурсов, расходуемых при выполнении сварочных работ. Основное внимание уделено рациональному проектированию сварных соединений с угловыми швами, которые составляют по массе наплавленного металла около 90 % от общего количества сварных швов. |
| Оглавление: | Предисловие 1 Общие положения 2 Расчетные сопротивления сварных соединений 3 Расчет сварных соединений 4 Конструирование сварных соединений Приложение 1 Материалы для сварных соединений и расчетные сопротивления сварных соединений Приложение 2 Примеры рсчета сварных соединений Приложение 3 Приеры расчета сварных соединений Приложение 4 Примеры применения односторонних угловых швов в стальных конструкциях Приложение 5 Основные буквенные обозначения |
| Расположен в: | Строительная документация Справочные пособия к СНиП |
Скачать Пособие к СНиП II-23-81