Наладка
токарных автоматов и полуавтоматов
включает: разработку карты наладки,
подбор или проектирование и изготовление
кулачков и копиров, настройку и
наладку автомата с изготовлением пробной
детали.
Рассмотрим
содержание основных этапов разработки
карты наладки и приведем рекомендации
при назначении или расчете ее показателей.
При выборе заготовки следует стремиться
к тому, чтобы ее размеры и форма были
как можно ближе к форме и размерам
детали.
В
автоматах (полуавтоматах), где частота
вращения шпинделя в течение всей
обработки постоянна, она принимается
равной минимальной из всех полученных
значений и корректируется по паспорту,
исходя из возможности настройки.
В
автоматах, где частота вращения шпинделя
на отдельных переходах или позициях
может быть изменена, пшп выбирается
конкретно для каждой позиции или
перехода. Подачи (S),
выбранные
для каждого режущего инструмента,
корректируются только в случае, если
инструменты установлены на общей
державке и подаются из одного кулачка.
В этом случае выбирается меньшее значение
5.
Нарезание
резьбы на автоматах и полуавтоматах
производится одним из следующих методов:
вращается только обрабатываемая
заготовка и свинчивание осуществляется
реверсированием шпинделя с частотой
вращения в 2-5 раз выше рабочей; деталь
и инструмент вращаются в одну сторону,
но инструмент вращается быстрее или,
наоборот, медленнее (соответственно
при левой или правой резьбе).
Свинчивание
в этом случае происходит также за счет
инструмента путем его отставания от
заготовки или обгона ее, но с большей,
чем при нарезании, разницей частот
вращения.
Расчет
цифровой информации карты наладки
производится на основе принятого
техпроцесса и данных паспорта автомата.
При
обработке заготовки со сложным профилем
целесообразно для шпиндельной бабки и
суппортов балансира проектировать и
изготовлять не один кулачок, а два
или три в зависимости от количества
рабочих участков, очерченных по спирали
Архимеда. Наилучший вариант — когда на
кулачке один рабочий участок. Это
позволяет производить регулировку по
длине на каждой ступени обрабатываемой
заготовки при использовании одних и
тех же кулачков.
4.4. Токарно-револьверные автоматы
Токарно-револьверные
автоматы предназначены для изготовления
деталей из различных сталей и цветных
металлов и сплавов по 9-11-му
квалитетам. Обработка на них ведется
из холоднотянутого калиброванного
круглого, квадратного и шестигранного
пруткового материала.
В
отличие от автоматов продольного точения
шпиндельная бабка 1
токарно-револьверного
автомата (рисунок 4.15)
не
имеет осевого перемещения. Шпиндель
2
обеспечивает
более быстрое левое вращение, при котором
выполняется большинство рабочих
операций, и медленное правое вращение,
при котором производят нарезание резьбы,
развертывание и некоторые другие
операции. Кроме поперечных суппортов
3,
токарно-револьверные
автоматы имеют один продольный
револьверный суппорт 5,
на
котором установлена поворотная
шестипозиционная (I-VI) револьверная
головка 4
с
инструментами для обработки с продольной
подачей. В одной позиции револьверной
головки устанавливается регулируемый
упор 6,
ограничивающий
величину подачи 1 прутка 7.

Рисунок
4.15. Схема работы токарно-револьверного
автомата.
Все
токарно-револьверные автоматы однотипны
по компоновке и имеют практически
одинаковое устройство (рисунок 4.16).
В
основании 4
автомата
размещены системы смазки и охлаждения,
а также коробка скоростей. Сверху к
основанию крепится станина 6,
на
которой смонтирована шпиндельная
бабка 1
с
расположенным на ней специальным
кронштейном для одного или двух
вертикальных поперечных суппортов и
которая имеет продольные и поперечные
прямоугольные направляющие для
револьверного суппорта 3 с шестипозиционной
головкой 2 и двух горизонтальных
(переднего и заднего) поперечных
суппортов. На рисунке поперечные суппорты
закрыты ограждением 5.
На
рисунке 4.17 показана кинематическая
схема токарно-револьверного автомата
мод. 1Е140П, отличительными особенностями
которого являются: наличие
дополнительного продольного суппорта,
цепь ускоренного вращения
распределительного вала на холостом
ходу и применение для всех рабочих
и вспомогательных движений в цикле
обработки общего электродвигателя.
Вращение шпинделя VI
автомата
(главное движение) осуществляется от
двигателя М через цепь, включающую:
передачу зубчатым ремнем со сменными
шкивами, автоматическую коробку
скоростей (валы I-V)
со
сменными колесами alb
и
передачу зубчатым ремнем 24/24.
Подачу
и отвод суппортов с инструментом и
управление циклом работы автомата
осуществляет распределительный вал,
который во всех токарно-револьверных
автоматах конструктивно выполнен в
виде двух валов (XIII
и
XV),
связанных
между собой кинематической цепью с
передаточным отношением 1:1 (две червячные
передачи 1/40 на валах XII
и
XIV,
соединенных
между собой конической зубчатой передачей
29/29).

Рисунок
4.16. Токарно-револьверный автомат модели
1Е140П.
Распределительный
вал приводится во вращение от двигателя
М
через
цепную передачу 16/37, зубчатые колеса
реверса 26-26-90, предохранительную
муфту Mg, вспомогательный вал VII
с
соединительной муфтой М8, зубчатые
колеса 35-25-26, сменные колеса c-d-e-f-g-h,
муфту
обгона М2, зубчатые колеса 30/75,
предохранительную муфту М10 на валу
XII
и
далее через червячные передачи 1/40 на
валы XIV
b
XV.
Сменными
колесами настраивается продолжительность
цикла в секундах.
Дисковые
кулачки Kl, К2, КЗ, К4 на валу XV обеспечивают
рабочую подачу и отвод поперечных
суппортов, соответственно, вертикальных
CI, С2 и горизонтальных СЗ, С4, а барабанный
кулачок Б4
дополнительного продольного суппорта
С5. Кулачок К11 на валу ХIII
через рычаг и шатун перемещает револьверный
суппорт с головкой РГ.
Остальные
кулачки и барабаны на валах XIII и XV
выполняют вспомогательные действия
или управляют устройствами, осуществляющими
вспомогательные движения. К ним относятся:
Изменение
частоты и (или) направления вращения
шпинделя. Переключение электромагнитных
муфт в коробке скоростей и реверсирование
электродвигателя в течение цикла
производится регулируемыми упорами
на барабане командоаппарата Б1.
Смена
позиций револьверной головки. Упоры на
барабане Б2 через рычажную систему
включают однооборотную муфту М9 на
вспомогательном валу VII, которая
через зубчатые колеса 30-60-44-30, передачи
20/40 и 40/40 (при включенной муфте М14) сообщает
один оборот диску КД1 (вал XIX) и соответственно
шестипазовому мальтийскому кресту
МК (вал XX) с револьверной головкой РГ
поворот на 1/6 часть оборота.

Рисунок
4.17. Кинематическая схема токарно-револьверного
автомата 1Е140П.
Диск
КД1 совершает один оборот за два оборота
вспомогательного вала VII и поэтому в
течение его первого оборота кулачки К8
на валу XVI блокируют рычажную систему
муфты М9, исключая ее преждевременное
выключение.
Смена
позиций револьверной головки сопровождается
дополнительными вспомогательными
действиями:
а) расфиксацией
головки и снятием ее с зажимного конуса,
которые
обеспечиваются кулачками
К14, К15 (вал XIX) совместно с муф-
той М5
(вал XX) и фиксатором Ф1. Эти же действия
при наладке
осуществляют вручную
рукояткой Р2;
б) отводом
револьверного суппорта на величину
удвоенного эксцент-
риситета
кривошипного диска КД2, который происходит
автоматически
с началом вращения
вала XVIII. При обработке вал XVIII удержи-
вается
от произвольного поворота фиксатором
Ф1.
Отвод
револьверного суппорта без поворота
головки и его останов в отведенном
положении, обеспечивается кулачком К9
(вал XVI) совместно с муфтой М14 и
фиксатором ФЗ (вал XVIII), управление
которыми осуществляют регулировкой
кулачков К12 и К13 на барабане Б7
Распределительного вала.
3. Подача
и зажим материала. Упор на барабане БЗ
через рычажную систему включает
однооборотную муфту М7 на вспомогательном
валу VII, которая через зубчатые колеса
36-72-72 за два оборота вала VII сообщает
валу IX с барабанными кулачками Б5
(зажим-разжим цанги) и Б6 (подача прутка)
один оборот, а необходимую блокировку
рычагов муфты М7 обеспечивают кулачки
К5, Кб на валу VIII.
Подачу
прутка осуществляют до упора,
устанавливаемого в данной из позиций
револьверной головки. В случае, если
при обработке сложной детали все позиции
головки заняты режущими инструментами,
используется качающийся упор У,
который
подводится и отводится кулачком К7 (вал
VHI) через рычаг, зубчатый сектор Z = 146 и
колесо 20.
4.
Вывод лотка Л из зоны падения отрезанной
готовой детали (подвод под действием
пружины) осуществляет кулачок К10 (вал
XIII).
Продолжительность
по времени вспомогательных движений
связана с частотой вращения вспомогательного
вала.
Смена
позиций револьверной головки, а также
подача и зажим прутка осуществляются
в течение одной секунды. При реверсировании
электродвигателя направление вращения
вспомогательного вала сохраняется
неизменным за счет вывода из зацепления
колес 26-26-90 паразитного колеса 26.
Вспомогательный вал можно вращать и
вручную от маховичка Р1 через муфту М13
и коническую передачу 18/36.
Основные
узлы автомата
Шпиндельная
бабка автомата
мод. 1Е140П. Пустотелый шпиндель установлен
на двух опорах. Передней опорой служит
двухрядный роликовый подшипник, а задней
— два радиально-упорных шарикоподшипника.
Опоры собраны с предварительным натягом.
На шпиндель насажен приводной шкив.
Внутри
шпинделя помещена подающая труба, в
правый конец которой ввернута подающая
цанга, постоянно сжимающая пруток за
счет сил упругости.
Автоматическая
коробка скоростей, примененная
в главном приводе автомата мод. 1Е140П,
является нормализованным узлом
(АКС-206-63-11).
Поперечные
суппорты (рис.
4.18) токарно-револьверного автомата
перемещаются от кулачков распределительного
вала через рычаги 7, 8, 13, 14 и др. с зубчатыми
секторами, имеющими для всех суппортов
передаточное отношение 1:1.
На
переднем горизонтальном суппорте 1
имеются продольные направляющие, в
которых тягой 12 от отдельного кулачка
перемещается параллельно оси шпинделя
дополнительный продольный суппорт 6.
Если он в работе не используется, его
жестко закрепляют на призме переднего
поперечного суппорта враспор винтом
10 и гайками 9.

Рисунок
4.18. Поперечные суппорты.
Продольный
суппорт расширяет технологические
возможности автомата.
Продольный
суппорт с револьверной головкой наиболее
распространенной конструкции показан
на рис. 4.19. Она обеспечивает рабочие
ходы суппорта 18 от кулачка 12, а также
быстрый отвод-подвод суппорта на
расстояние, не зависящее от перепада
радиусов на кулачке 12 и достаточное
для того, чтобы исключить столкновение
инструментов с обрабатываемой
заготовкой при смене позиций револьверное
головки.

Рис.
4.19. Продольный
суппорт с револьверной головкой
токарно-револьверных автоматов.

Рисунок
4.20. Схема поворота револьверной головки:
I,
II,
III,
IV,
V,
VI
– последовательные положения.
При
рабочем ходе суппорта поворот рычага
13 с зубчатым сектором от кулачка 12
вызывает перемещение пустотелой рейки
14 с расположенной внутри и жестко
связанной с ней штангой 15 и далее шатуна
16 и кривошипа 17, вал 3 которого с
подшипниками установлен непосредственно
в корпусе суппорта. Положение суппорта
можно регулировать смещением штанги
15 относительно рейки 14 с помощью резьбовой
втулки 9 с контргайкой 8. Пружина 10
обеспечивает обратный ход суппорта,
осуществляя силовое замыкание кулачкового
механизма. Поворот револьверной головки
1 на 1/6 оборота совершается за один
оборот
вала 3, на котором установлены кулачок
4 фиксатора 2 револьверной головки и
диск 5 с расположенным на торце поводком
(на рисунке 4.19 не виден) мальтийского
креста. Вращение валу 3 передается от
вспомогательного вала зубчатыми
передачами 7 и 6. Цикл поворота револьверной
головки осуществляется следующим
образом (рисунок 4.20): в начале кривой
спада на кулачке 6 (позиция I) подается
команда на включение однооборотной
муфты на вспомогательном валу и валик
2 начинает вращательное движение, выводя
кривошипно-шатунный механизм из мертвого
положения, при котором суппорт находился
на расстояниях L1 и а1 соответственно,
от торца шпинделя и заднего жесткого
упора.
Под
действием пружины 7 суппорт с
поворачивающимся кривошипным валиком
2 отходят назад до упора (позиция II) и
шатун 3 с гайкой 4 начинают двигаться
вперед, отрывая ролик рычага 5 от лачка
6. В это время происходит расфиксация
головки и начинается поворот (позиция
III), по завершении которого (позиция IV)
она должна быть вновь зафиксирована.
При повороте головки кривошипно-шатунный
механизм проходит второе мертвое
положение, после которого направление
смещения рейки 3 с шатуном 4 изменится
на обратное и будет продолжаться до
тех пор, пока ролик рычага 5 не опустится
на кулачок 6 (позиция V).
Завершая
оборот, валик 2 давит через шатун на
неподвижную рейку и осуществляет
перемещение суппорта вперед в исходное
положение (позиция VI). Новые расстояния
L2
и
а2
связаны
с предыдущими значениями L] и ах
зависимостью
L1 + a1=L2
+ а2 = L0,
а максимальное расстояние, на которое
может быть отведен суппорт, равно двум
радиусам кривошипа. Продолжительность
цикла поворота револьверной головки
автомата мод. 1Е140П составляет одну
секунду.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
01.05.202235.75 Mб1Учебники 60331.doc

Назначение технического устройства.
Автомат продольного точения 1П12 предназначен для обработки методом продольного точения деталей повышенной точности фасонного профиля из холоднотянутого калиброванного прутка диаметром до 12 мм, длиной до 80мм.
Технические характеристики.
Наибольший диаметр обрабатываемого прутка, мм – 12
Наибольшая длина проточки, мм – 80
Габариты станка, мм:
Длина – 1465
Ширина – 870
Высота – 1365
Масса станка, кг – 800
Руководство по эксплуатации, паспорт на Автомат продольного точения 1П12 скачать бесплатно в формате djvu (86 страниц):

Время чтения: 16 мин.
Автомат продольного точения также называют Swiss Type, или станком швейцарского типа. Впервые станок подобного типа разработали и произвели в 1880 году инженеры швейцарского города Мутье. Технология появилась в связи с бурным развитием часовой промышленности в регионе – часовщикам требовалось оборудование, способное быстро создавать точные и мелко габаритные детали для часовых механизмов.
Работа автомата продольного точения предполагает изготовление высокоточных изделий малого размера из прутковой заготовки. Суть кинематики такого оборудования в том, что продольное движение передается заготовке – прутку, а не инструменту ( как в классических токарных), то есть заготовка надвигается на статично установленный резец. Развитие технологии привело к колоссальному подъему местного машиностроения.

Цех по производству мелких изделий на основе применения автоматов продольного точения
Как устроен и работает автомат продольного точения
С момента изготовления первого автомата продольного точения основная компоновка и принцип работы оборудования практически не изменились, при этом у станков появилась масса дополнительных возможностей. Сегодня наибольшее распространение получили автоматы продольного точения с ЧПУ, которые, кроме основного шпинделя, имеют также контршпиндель, расположенный напротив, и несколько позиционируемых блоков приводного и режущего инструмента.
Инструментальная система автомата продольного точения
Благодаря тому, что движение подачи производит шпиндельная бабка, а суппорт с инструментом неподвижен, удается добиться необходимой жесткости обработки и высокой точности позиционирования инструментов на больших скоростях.
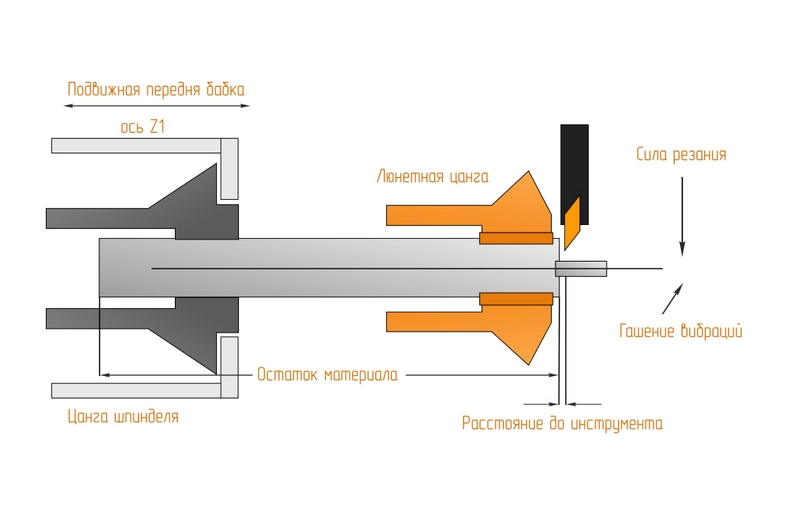
Основные узлы автомата продольного точения:
- Несущая рама инструментальной системы главного шпинделя.
- Подвижная бабка с основным (главным) шпинделем.
- Люнетная цанга (направляющая втулка) для повышения жесткости и точности обработки.
- Блок неподвижных суппортов с резцами.
- Системы инструментальных блоков для установки приводного осевого и радиального инструмента.
- Контршпиндель, расположенный напротив основного шпинделя.
- Система подачи СОЖ: насос высокого давления и охладитель для масла.
- Система ЧПУ для управления станком.
Кроме этих основных узлов станки обычно комплектуются пруткоподатчиком (барфидером) и детале уловителем (ловушкой) и приемником конвейером. Первый отвечает за автоматическую подачу прутковой заготовки в зону обработки, второй – за перехват и транспортировку деталей в лоток для готовых изделий.

Типовой барфидер для серийного производства малогабаритных изделий на примере Bloader 20мм (производство Тайвань)
Основной шпиндель и контршпиндель можно использовать для одномоментной обработки двух заготовок или совместной работы над одной деталью. Контршпиндель может перехватывать заготовку для обработки той ее части, которая закреплена в основном шпинделе. Этот механизм работы автомата продольного точения позволяет создавать детали любого уровня сложности на одном станке. Доступные технологические операции – точение, сверление, расточка, нарезание резьбы, фрезерование фасонных поверхностей, пазов и шлицев.
Пример двухканальной обработки на примере станка от Van Makina
Жесткость при обработке деталей с большим соотношением длины к диаметру достигается за счет поддержки прутка в люнетной цанге, которая находится очень близко к зоне резки.

Станок может быть укомплектован дополнительными инструментальными блоками, например зубофрезеровальным, блоком полигонального точения, вихревого нарезания резьбы и другими. Это существенно расширяет функционал оборудования.
Благодаря синхронизированному вращению двух шпинделей и перехвату деталей на ходу без необходимости останавливать станок достигается максимально высокая производительность. Поэтому автоматы продольного точения – незаменимое оборудование для серийных и массовых производств.
Программирование автоматов продольного точения
Основной шпиндель и контршпиндель станка осуществляют синхронизированные вращательные движения С1 и С2. Инструментальные суппорты неподвижно закреплены и перемещаются по двум координатам относительно шпинделей станка – оси X1 и Y1.
На раме устанавливают системы инструментальных блоков для токарных, фрезерных и сверлильных операций. Главный шпиндель перемещается по оси Z1, контршпиндель – по двум осям Х2 и Z2, благодаря чему можно производить двухканальную обработку деталей. Y2 – это ось движение суппорта для работы на контршпинделе.

Кинематика автомата продольного точения
Станок имеет два канала управления:
- Первый – отвечает за перемещения по осям Х1, Y1, С1 и Z1.
- Второй – отвечает за перемещения по осям Х2, Y2, С2 и Z2.
Поэтому при программировании станка создаются две управляющие программы (УП), синхронизированные между собой. Первая управляет обработкой на главном шпинделе, вторая – на контршпинделе. При наличии пруткоподатчика и деталеприемника в УП также прописывается управление и этими узлами.
Детально о принципах программирования автоматов продольного точения в системе SprutCAM рассказано в этом видео.
Условия выбора автоматов продольного точения
Выбирать станок нужно по следующим параметрам:
- Тип производства: серийное или массовое.
- Габариты изделий – обычно до 42 мм.
- Материал обработки – большинство станков позволяют работать с разными марками стали, включая легированные и нержавеющие, а также с цветными металлами и их сплавами, алюминием, латунью.
- Наличие дополнительных опций в стандартной комплектации, таких как выталкиватель контршпинделя, стружколом, деталеприемник и лоток для готовых изделий с накопителем, барфидер для подачи прутка.
- Требования к классу точности используемого прутка – прутки для автоматов продольного точения должны иметь высокий квалитет.
- Количество инструментальных позиций и возможность оснащения дополнительными инструментальными блоками.
Требования к инструменту для автоматов продольного точения
Станки Швейцарского типа работают на высоких скоростях. Шпиндель может вращаться со скоростью 10 000 оборотов в минуту и более. В таких условиях режущий инструмент быстро изнашивается. Поэтому рекомендуется использовать резцы с высокостойким нанопокрытием, которое наносится методом физического осаждения (PVD).
Важное условие для обработки деталей малого размера – использование инструментов с максимальной остротой режущей кромки. Резцы должны иметь наименьший угол заточки, особенно при работе с труднообрабатываемыми материалами, такими как аустенитная нержавеющая сталь AISI 316 и жаропрочные сплавы, на основе Ni: васпаллой, инконель, хастеллой и др.
Для изготовления на автоматах продольного точения изделий из вязких материалов необходим правильный стружколом. Иначе сливная стружка может запутываться на инструмент и деталь, что может привести к снижению качества шероховатости обрабатываемой поверхности или снижения стойкости режущей кромки. В новейших станках есть функция HFO (High Frequency Oscillation), с помощью которой осуществляется дробление стружки за счет высокочастотного кратковременного изменения скорости подачи. Наглядно о самом процессе в коротком ролике
Цанги для автоматов продольного точения
Без этой оснастки работа АПТ невозможна и в станках используется несколько видов цанг:
- подающая цанга основного шпинделя – для фиксации заготовки, может иметь круглую, шестиугольную, квадратную и другую форму;
- цанга контршпинделя – может иметь гладкую или рифленую поверхность, удлиненный формат Long Nose;
- люнетная цанга – устанавливается в основном шпинделе, для снижения износа армируется вставками из твердосплавных материалов, полимеров, может иметь разную форму;
- цанги барфидера – необходимы для подачи прутка в зону резки.
Ввиду большого разнообразия компоновки и технологических возможностей автоматов продольного точения есть множество цанг с различной конфигурацией и конструктивом.

Разновидности цанг для автоматов продольного точения
СОЖ для токарных автоматов
Для достижения тонкой обработки мелких деталей на высоких скоростях необходимо максимально устранить силы трения. Поэтому в качестве СОЖ в автоматах продольного точения применяют не водосмешиваемые, а масляные составы. Как правило, это чистые минеральные масла с различными присадками: противотуманными, противозадирными, бактерицидными и другими.
Плюсы очевидны:
- высокие смазывающие свойства;
- более производительный сход стружки, если сравнивать с водосмешиваемыми составами;
- эффективное дробление стружки – для этого используют инструмент с внутренним, высокоточным подводом СОЖ;
- повышенная износостойкость инструмента.
Но есть и несколько минусов:
- низкая охлаждающая способность – проблему решают путем использования охладителя со ступенчатой фильтрацией;
- высокая способность к испарению;
- небезопасные условия применения;
- повышенная стоимость утилизации.
Выгода от использования автоматов продольного точения
Благодаря широкому функционалу на одном станке можно производить полный цикл обработки даже самых сложных изделий. За счет этого сокращается время изготовления деталей и снижается их себестоимость.
Главные достоинства автоматов продольного точения:
- высокая производительность;
- гибкая инструментальная система с возможностью настройки под любое назначение, будь то деталь для медицинской, аэрокосмической, энергетической или автомобилестроительной сферы;
- экономия времени на обработку;
- простая переналадка.
Использование токарных автоматов позволяет увеличить эффективность производства при серийном и массовом выпуске деталей.
Где купить автоматы продольного точения
Компания ПРОМОЙЛ специализируется на продаже и сервисном обслуживании станков с ЧПУ. У нас вы можете приобрести автоматы продольного точения турецкого бренда VAN Makina, которые отличаются высокой надежностью и производительностью.
Бренд VAN Makina представлен на рынке с 2006 года. При создании токарных автоматов используются запатентованные решения собственного исследовательского центра компании и мировые инновации. Основные преимущества: комплектующие известных мировых брендов (HIWIN, NSK, MIHANITE и др.), направляющие скольжения «ласточкин хвост», функция HFO для дробления стружки, система ЧПУ Fanuc 0i TF Plus с информативным экраном собственной разработки компании.
ПРОМОЙЛ является официальным представителем компании VAN Makina на территории России. Мы поможем выбрать модель станка, оптимально подходящую под ваши условия производства, в кратчайшие сроки выполним поставку и пусконаладку. При необходимости ваш персонал сможет пройти обучение по работе на автоматах продольного точения в учебном центре нашей компании.
Получить консультацию и запросить ТКП вы можете по номеру 8-800-700-21-91 или электронной почте zakazat_stanok@promoil.com.
Требования к схеме станка
Токарный автомат продольного точения (swiss-type) предназначены для полностью автоматической комплексной обработки токарно-фрезерных деталей. Такой станок имеет два шпинделя и два или более каналов. SprutCAM 16 не поддерживает токарные автоматы с 3 и более каналами.
Наиболее популярные автоматы продольного точения (Hanwha, NEXTTURN, Citizen Cincom) имеют общую структуру. Они Имеют 2 канала, главный и противошпиндель, группы инструментов главного шпинделя и противошпинделя.
Эта общая структура описана в шаблоне <Директория SprutCAM>SupplementMachinesSwissTemplate.xml для использования в качестве базовой для всех токарных схем swiss-type. Пример станка Hanwha 32 на основе SwissTemplate.xml также включен в стандартный дистрибутив.
Шаблон токарного проекта swiss-type
Процесс создания проекта состоит из 2 стадий: последовательное создание операций и сихронизация каналов.
Ниже приведен пример шаблонной последовательности операций:
-
Деталь 1 (главный шпиндель)
-
Подача прутка
-
Операции, обрабатывающие деталь в главном шпинделе
-
Токарная отрезка
-
MTM Перехват (синхронизированный с отрезкой)
-
-
Деталь 2 (противошпиндель)
-
Операции, обрабатывающие деталь в противошпинделе
-
Следующее видео демонстрирует пример создания простого swiss-type токарного проекта.
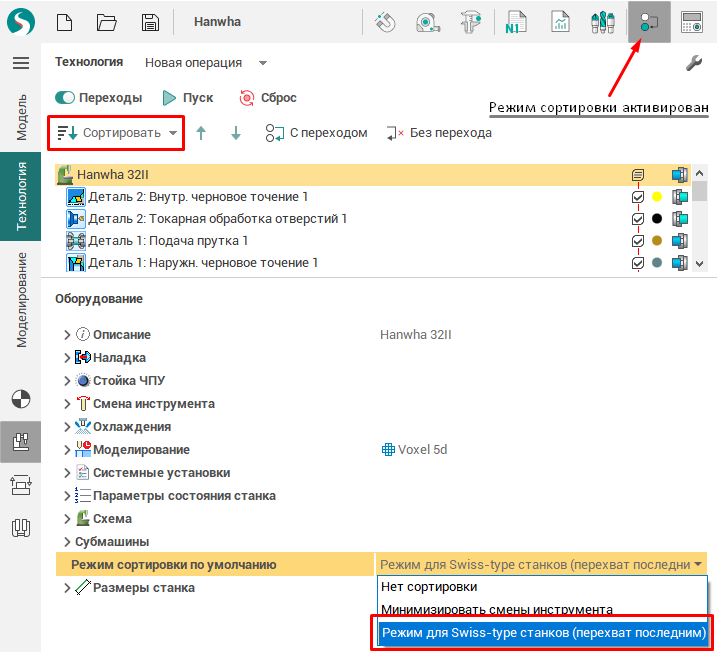
Сортировка операций и синхронизация каналов
Операции должны быть переупорядочены перед разделением на каналы. Это может быть сделано в режиме сортировки. Переупорядочивание выполняется автоматически для автоматов продольного точения и обычно не требует каких-либо дополнительных действий со стороны пользователя.
Особый режим сортировки операций по умолчанию назначен в шаблоне для swiss-type станков. Если такой режим сортировки активирован, то операции второй детали размещаются в начале переупорядоченного списка.
Сопутствующие ссылки:
Многозадачная обработка
Проекты с несколькими деталями
Операция «перехват»
Применение и эксплуатация автомата продольного точения
Основным назначение данной группы станков является изготовление деталей и материалов одинакового характера, или иными словами данное оборудование широко применяется для производства материалов одной серии, размера и калибровки. Как правило, сами части, изготавливаемые на данном оборудовании, выполняются из такого материала, как холоднонатянутый откалиброванный прут из металла, так же изготовление происходит из фасонного материала и профиля, используется так же проволока, которая связана в бунты.
Точению на данном автомате продольного точения могут подвергаться любые материалы, от меди до легированной стали. То есть этот токарный станок можно назвать универсальным автоматом, за его способность работать с любым видом материала.
Устройство и принцип работы токарных автоматов
В общих чертах устройство токарных автоматов продольного точения выглядит следующим образом:
- Подвижная шпиндельная бабка;
- Прочный цанговый патрон;
- Вращающийся и фиксированный лютен, оборудованный дополнительной поддерживающей цангой;
- Противошпиндель;
- Приводной инструмент;
- Также в конструкции предусмотрены специальная направляющая ось и устройство, которое выполняет автоматическую подачу обрабатываемой заготовки на обрабатывающие ее участки.
Управление автоматом такого типа ранее происходило через систему специальных кулачков и распределительных валов, которые расположены для удобства применения в станине аппарата. Сейчас же с использованием современной электроники и ЧПУ все стало гораздо проще – компьютерное управление взяло на себя самые рутинные и сложные задачи, и работа мастера в значительной степени упростилась.
Устройство автомата продольного точения
Конструктивно все автоматы продольного точения выглядят примерно одинаково, тем более что сегодня все оборудование данного типа является автоматическим. Основными рабочими элементами данного оборудования являются стойка суппортного типа, оснащенная специальным элементом, именуемым люнетом. Стойка состоит из пары кареток. Каретка, расположенная снизу совершает рабочий ход, для перемещения самого рабочего инструмента. Верхняя каретка оснащена специальными держателями резцов, которых в оборудовании имеется шесть штук. Она установлена на верхней каретке и совершает рабочий ход при перемещении нижней каретки, верхняя каретка предназначена для быстрой смены требуемого инструмента.

Важным элементом данного токарного автомата продольного сечения является непосредственно сам шпиндель, который крепится справа на бабке. На шпинделе непосредственно происходит крепление инструмента осуществляющего работу. Сам шпиндель работает напрямую от электрического двигателя, который передает ему движение через клиноременную передачу.
Устройство и работа автоматов продольного точения
Автоматические токарные станки продольного точения предназначены для изготовления деталей малого диаметра с небольшой жёсткостью. Пруток в таких станках подаётся вперёд путём перемещения шпиндельной бабки, резцы могут двигаться лишь в поперечном направлении. Токарная металлообработка в автоматах продольного точения упрощается применением различных приспособлений и устройств, расширяющих их функциональность. Дополнительные приспособления обеспечивают центрование, нарезание резьб различных типов, фрезерование шлицев и пазов, сверление, развёртывание отверстий.
К достоинствам автоматических станков продольного точения можно отнести:
- низкий уровень шереховатости и высокую точность работы;
- выполнение галтелей и поднутрений с помощью специального и фасонного режущего инструмента;
- отверстия с резьбами (как внутренними, так и наружными) можно получать даже на перпендикулярной оси детали;
- возможность осуществлять рифление поверхностей накатыванием, нанесение тем же способом буквенно-цифровых обозначений;
- грани, выемки и шлицы на станках продольного точения можно вырезать фрезой как вдоль, так и поперёк оси детали.
- применением простых призматических резцов можно получать фасонные и конические поверхности;
Особенности работы автоматических станков продольного точения.
Токарная металлообработка в станках-автоматах продольного точения имеет свою специфику – заготовке придаётся вращательное и одновременно с ним поступательное движение. Резцы могут перемещаться лишь в радиальном направлении – основная рабочая нагрузка ложится на выдвижную шпиндельную бабку. В непосредственной близости от режущих кромок закреплённого на станине инструментария находится люнет, воспринимающий основные усилия, передаваемые резцом заготовке. Это технологическое решение позволило ликвидировать возникающие вибрации и прогибы детали, сказывающиеся на точности обработки.
За цикл работы и движение шпинделя отвечают специальные кулачки, монтируемые на кулачковый распределительный вал, имеющий регулировку числа оборотов. Число оборотов шпинделя меняется с помощью системы сменных шкивов, кулачкового вала – сменных шкивов и зубчатых колёс.
Способы изготовления различных элементов деталей.
При неподвижной бабке производятся операции по проточке фасок, канавок, подрезаются торцевые поверхности, проводится отрезка деталей воздействием на них фасонного резца. Цапфы, оси и уступы получают перемещением вперёд шпиндельной бабки при неподвижном резце. Фасонные и конические поверхности обрабатываются при совмещении операций – движение шпинделя накладывается на движение призматического резца.
С возвратно-поступательным движением шпиндельной бабки и резца производятся операции по расточке, центрированию и поднутрению. В некоторых случаях часть функций берёт на себя дополнительное оборудование.
Операции по сверлению отверстий производятся на дополнительных сверлильных приспособлениях, задающих свёрлам встречное вращение. Перемещение сверла относительно заготовки производится подачей основного шпинделя или подачей шпинделя приспособления. Операции по накатыванию буквенно-знаковых обозначений, рифлёной поверхности выполняют с помощью специальных накатных роликов, крепящихся на державке (оправке).
Операции по фрезерованию втулок, пазов, шлицев и граней осуществляются с помощью специального приспособления, приводящегося с помощью промежуточного вала станка.
Операции по обтачиванию конических поверхностей также производится с помощью специальных приспособлений, монтируемых на направляющих станины станка. Автоматы продольного (продольно-фасонного) точения могут снабжаться несколькими поперечными суппортами (до пяти). С применением дополнительных устройств токарные автоматические станки продольного точения легко справляются с резьбонарезными и сверлильными работами.
Широкое использование кулачковых систем в станках этого типа позволяет значительно повысить скорость и точность проведения технологических операций.
Автоматы продольного точения — основные рабочие характеристики
Данное устройство на сегодняшний день является модифицированным автоматическим оборудованием. Оно оснащается таким вспомогательными агрегатами, как загрузочное устройство, которое способно не только выдавать материалы на обработку, но и менять положение держателей в зависимости от диаметра материала.
Вторым дополнительным вспомогательным устройством является специальный отделитель, который выдает готовое изделие в одну сторону, не смешивая его со стружкой отработанной в процессе выполнения операций с материалом.
Стоимость такого оборудования измеряется несколькими миллионами рублей, это зависит от модели и модификации данного автомата продольного точения, однако его использования во многих сферах является необходимым.
Сегодня вся подобная техника автоматизирована и работает посредством заранее заданной программы. Оснащение данного автомата продольного сечения числовым программным управлением делает работу на нем комфортной и нетрудоемкой, оператору лишь необходимо набрать на дисплее рабочие задачи и задать программу, все остальное машина сделает практически сама.
Автоматы продольного точения можно отнести так же к оборудованию, обладающему высокой степенью безопасности, они оснащаются всевозможными датчиками и регуляторами, посредством которых можно отследить не только рабочий процесс, но и состояние самого агрегата.
Автоматы продольного точения
ВВЕДЕНИЕ
В различных отраслях современной промышленности используются в значительном количестве автоматические станки для токарной обработки металлов. Среди них автоматы продольного точения составляют особую группу, ярко выделяющуюся как по принципу работы, так и по эксплуатационным возможностям.
Эти автоматы, во-первых, обладают весьма высокой производительностью, во-вторых, они обеспечивают высокую точность обработки и чистоту обработанной поверхности, недостижимые на других полуавтоматических и автоматических токарных станках, что даёт возможность получать детали в окончательном виде, минуя в ряде случаев последующие отделочные операции и, наконец, в-третьих, эти автоматы практически допускают отсутствие припусков на обработку максимального диаметра изделия, так как пруток материала можно брать точно соответствующий этому диаметру, причём все цилиндрические поверхности изделия будут соосно расположены, так как наружная поверхность прутка является базой обработки.
Таким образом, автоматы продольного точения обладают сочетанием ценных качеств, способствующих решению производственных задач на современном техническом уровне.
Исторически появление и распространение автоматов продольного точения связано с переходом часовой промышленности на метод централизованного и массового производства. Следует отметить, что и в настоящее время из всех известных автоматических станков, предназначенных для токарной обработки, автоматы продольного точения наиболее полно удовлетворяют требованиям именно часового производства и приборостроения. Эти автоматы нашли также широкое применение в радиотехнической и электротехнической промышленности.
Отмеченные выше достоинства автоматов продольного точения сделали их незаменимыми для указанных выше потребителей; с другой стороны, характерная особенность продукции этих основных потребителей автоматов — малогабаритность изделий — определила преимущественное развитие малых типоразмеров автоматов.
Наибольшее распространение получили автоматы для обработки прутка диаметром до 7 мм, несколько меньше применяются автоматы для прутка диаметром до 12 мм и значительно реже автоматы больших размеров.
Область применения автоматов продольного точения может быть весьма широка при наличии достаточного количества их типоразмеров.
Развитию массового производства в мелком и среднем машиностроении сопутствовало внедрение в эксплуатацию токарно-револьверных автоматов, которые помогали решать задачи по увеличению выпуска деталей типа втулок, штуцеров и иных коротких насадных деталей. Для деталей типа осей, валиков, штоков не наметилось соответствующего автоматического высокопроизводительного оборудования, и они изготавливались главным образом на универсальных токарных станках и полуавтоматах. Такое положение ранее удовлетворяло, так как эти несущие детали входят в состав механизмов в относительно меньшем количестве.
В настоящее время, при дальнейшем общем росте выпуска продукции, приобретает остроту вопрос и о более производительных способах изготовления деталей типа осей и валов.
Обычное мероприятие — повышение режимов обработки — встречает самое серьёзное препятствие, заключающееся в недостаточной жёсткости самих обрабатываемых деталей, вследствие чего возникают прогибы и вибрации.
Метод продольной обточки, примененный на автоматах продольного точения, полностью исключает это затруднение и позволяет вести обработку на высоких режимах, независимо от отношения длины изделия к его диаметру, которое практически может быть весьма большим.
С этой точки зрения расширение области применения автоматов продольного точения может оказать значительную помощь производству в успешном решении задачи по распространению автоматических высокопроизводительных методов обработки на наибольшее число видов деталей.
Автоматы продольного точения заслуживают серьёзного внимания как в целях дальнейшего улучшения их конструкции, так и для лучшего освоения и наиболее полного использования их возможностей.
1. АНАЛИЗ ОБЪЕКТА ОБРАБОТКИ И ВЫБОР ОБОРУДОВАНИЯ
1.1 Анализ объекта обработки, требования к прутковому материалу
Объектом обработки является ось из стального прутка с наибольшим O6 мм, длиной 46 мм и шероховатостью Ra = 3,2 мкм.
При обработке на автоматах продольного точения предпочтение отдаётся холоднотянутому прутковому материалу. Прутковый материал должен быть чистым, не иметь забоин, заусенцев и следов коррозии, так как точность обработки зависит от качества заготовки. Шероховатость поверхности прутков должна быть не ниже Rz = 6,3-10 мкм.
В ряде случаев для исправления погрешностей формы применяют его калибровку через фильеру волочением или бесцентровое шлифование.
1.2 Выбор модели станка, его технологические возможности, схема работы и технические характеристики
Основными критериями выбора модели автомата являются диаметр и длина обрабатываемой детали. Следовательно, для обработки заданной детали выбираем токарный автомат модели АД-16, так как на нём без дополнительных устройств можно производить обтачивание большого количества ступеней, прямых и обратных конусов, обработку за буртом, подрезку торцов, протачивание торцовых углублений и поднутрений, растачивание неглубоких отверстий, зацентровку торца, протачивание канавок, снятие фасок и притупление кромок, обработку фасонных поверхностей как фасонными резцами, так и методом совмещения продольной и поперечной подач режущего инструмента (сложным движением), а также накатывание рифлений различной формы.
С применением дополнительных устройств технологические возможности обработки детали на автомате продольного точения увеличиваются. Дополнительные устройства позволяют производить в деталях центрование торцов, сверление, растачивание и развёртывание отверстий, нарезание внутренних и наружных резьб, прорезку шлицевых пазов и сверление со стороны отрезки детали.
Точение деталей осуществляется резцами при продольном движении шпиндельной бабки с закреплённым в ней вращающимся прутком. Резцы расположены в резцедержателях суппортов, перемещающихся в плоскости, перпендикулярной оси шпинделя. Все перемещения суппорты и шпиндельная бабка автомата получают через систему рычагов от кулачков, устанавливаемых на распределительном валу станка. Конструкция системы рычагов позволяет преобразовать вращательное движение кулачка в поступательное перемещение суппорта или шпиндельной бабки. При этом имеется возможность изменения длины хода инструмента или обрабатываемой детали за счёт изменения плеч рычагов. Профиль кулачков рассчитывается в зависимости о конфигурации обрабатываемой детали.
Принцип обработки деталей на автомате продольного точения основан на подаче вращающегося прутка через неподвижную направляющую втулку (люнет) с расположенными в непосредственной близости от неё резцами суппортной стойки.
Условие постоянства плеча приложения сил в течение всего времени обработки создаёт исключительно благоприятные условия для процесса точения, что позволяет с высокой точностью и качеством обрабатывать длинные детали (с соотношением длины к диаметру до 10 и более) с малым диаметром сечения.
2 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ОБРАБОТКИ
2.1 Разработка последовательности рабочих переходов
Пользуясь рекомендациями по разработке технологического процесса, устанавливаем следующую технологическую последовательность обработки оси:
резец 1 — обтачивание O2, O4;
резец 2 -обтачивание O4, O3, O2;
резец 3 -отрезка детали с образованием конусов.
Рабочие переходы в порядке выбранной последовательности обработки оси занесены в операционную карту (приложение).
2.2 Определение длины перемещений режущих инструментов и шпиндельной бабки
На основании формул определения длин рабочих переходов инструментов и шпиндельной бабки /2,п.2.6/ получаем:
Переход 2 — отвод шпиндельной бабки. Отвод шпиндельной бабки равен длине детали т.е. lш = 46 + 0,1+ 0,1 = 46,2 мм.
Переход 4 — подвод резца 1 — lи = (6 — 2)/2+0,5 = 2,5 мм.
Переход 5 — обточка O2 — lш = 15 + 0,1 = 15,1 мм, где 0,1 — расстояние первого резца от торца детали.
Переход 7 — отвод резца 1 = 1 мм.
Переход 8 — обточка O4 — lш = 3 мм (по чертежу детали)
Переход 10 — отвод резца 1 = 1,5 мм.
Переход 11 — ход шпиндельной бабки lш = 3 + 2 — 0.1= 4.9 мм.
Переход 12 — подвод резца 2 = 0,4 мм.
Переход 13 — врезание резца 2 до O4 — lи = (6,2 — 4)/2 = 1,1 мм.
Переход 15 — обточка O4 — lш = 3 мм (по чертежу детали).
Переход 17 — врезание резца 2 до O3 — lи = (4 — 3)/2 =0,5 мм.
Переход 19 обточка O3 — lш = 5 мм (по чертежу детали).
Переход 21 — врезание резца 2 до O2 — lи = 0,5мм.
Переход 23 -обточка O2 — lш = 15 + 1 + 1 + 0,1 + 0,1 — 3 = 14,2 мм.
Переход 25 — отвод резца 2 — lи = (6 — 2)/2+0,5 = 2,5 мм.
Переход 26 — отвод шпиндельной бабки — lш =1,1 мм.
Переход 27 — подвод резца 3 — lи = (6 — 2)/2 + 0,5 = 2,5 мм.
Переход 28 — отрезка. Ход резца 3- lи = 1 + 0,1 = 1,1 мм.
Рассчитанные длины рабочих и холостых перемещений занесены в соответствующие графы операционной технологической карты (приложение).
2.3 Расчёт режимов резания
Основными критериями выбора режимов резания являются: точность и шероховатость обрабатываемых поверхностей, припуск на обработку, обрабатываемый материал, материал режущего инструмента, используемая охлаждающая жидкость, жесткость технологической системы, состояние оборудования. В соответствии с этими факторами режимы резания выбирают по «Общемашиностроительным нормативам времени и режимов резания на токарно-автоматные работы» или специальным таблицам, рекомендуемым заводами-изготовителями в руководствах станков.
Значение скорости резания выбираем из таблицы 11 /2,с.28/, для обрабатываемого материала Сталь 45 принимаем скорость резания V = 30 м/мин. По принятой скорости резания рассчитываем частоту вращения шпинделя, необходимую для получения выбранной скорости резания по формуле /2,с.36/:
По таблице 3 /2,с.14/ находим ближайшее значение частоты вращения шпинделя автомата АД-16, равное 5000 об/мин, и по формуле /2,с.36/ корректируем скорость резания:
Откорректированные скорость резания и частота вращения шпинделя вписаны в соответствующие графы операционной технологической карты.
Ориентировочные значения подач выбираем из таблицы 12 /2,с.29/:
| Подача, мм/об | |
| Переход 5 | 0,018 |
| Переход 8 | 0,018 |
| Переход 13
Переход 15 |
0,055
0,018 |
| Переход 17 | 0,005 |
| Переход 19 | 0,018 |
| Переход 21
Переход 23 Переход 28 |
0,005
0.018 0.005 |
Значения подач заносятся в соответствующую графу операционной технологической карты (приложение).
2.4 Определение количества оборотов шпинделя по переходам
Число оборотов шпинделя, необходимое для выполнения рабочего перехода, определяется по формуле /2,с.37/:
,
где: Lр.х. — длина рабочего хода, мм;
S — подача, мм/об.
Получаемые при этом дробные значения чисел оборотов округляем.
| nр, обороты | |
| Переход 5 | 15,1/0,018 = 839 |
| Переход 8 | 3/0,018 = 167 |
| Переход 13
Переход 15 |
1,1/0,055 = 20
3/0,018=167 |
| Переход 17 | 0,5/0,005 = 100 |
| Переход 19 | 5/0,018 = 278 |
| Переход 21
Переход 23 |
0,5/0,005 = 100
14,2/0,018=789 Читайте также: Краткие сведения о консольно-фрезерных станках |
Переход 28 1,1/0,005=220
Сумма чисел оборотов шпинделя (2680 оборота), необходимая для выполнения несовмещённых рабочих переходов при изготовлении оси, вносится в операционную технологическую карту. Числа оборотов шпинделя совмещённых переходов заключаются в скобки и при определении суммы чисел оборотов, необходимых для выполнения рабочих переходов, их не учитывают.
3. ПРОЕКТИРОВАНИЕ КУЛАЧКОВ
3.1 Определение радиусов кулачков
В графу «Отношение плеч рычагов» операционной технологической карты против соответствующих переходов вносим выбранные отношения плеч рычагов соответствующих механизмов автомата. Значения передаточных отношений хода инструмента и шпиндельной бабки к перепаду на кулачке выбираем из таблицы 6 /2,с.19/ для автомата АД-16:
? для шпинделя бабки — 1:1;
? для суппорта балансира — 1:2,5;
? для вертикального суппорта — 1:1.
Далее определяем значения подъемов и спадов на кулачках с учетом отношений плеч рычагов.
прутковый токарный кулачок деталь
3.2 Определение углов поворота холостых перемещений кулачков
Величина угла зависит от длины рабочего хода, начального и конечного радиусов кулачка и производительности автомата. Для определения производительности автомата воспользуемся формулой /2,с.37/ для расчета продолжительности всех несовмещённых рабочих переходов
np — сумма чисел оборотов шпинделя, необходимых для выполнения рабочих переходов;
nшп — частота вращения шпинделя в минуту.
Ориентировочное время на холостые перемещения определяется в зависимости от сложности изготовления и конфигурации детали. Это время в большинстве случаев составляет 20 — 40 % времени на рабочие перемещения. При обработке оси время на холостые перемещения выбираем из расчёта 30% от рабочего времени, т.е. имеем:
Ориентировочное время цикла изготовления детали рассчитываем по формуле /2,с.38/:
При этом производительность автомата будет равна /1,с.158,(36)/:
Следовательно, для определения угла поворота кулачка, необходимого для холостых перемещений, воспользуемся таблицей 5 /2,с.17/ для производительности до 5 шт/мин.
Угол поворота кулачка, необходимый для срабатывания механизмов зажима и разжима прутка, определяем по таблице 1 /2,с.11/. Для разжима прутка необходим угол поворота кулачка, равный 100, а для зажима прутка угол, равный 150. Для точного координирования отдельных переходов в технологическом процессе обработки детали необходимо предусмотреть гарантийные паузы, равные 20, компенсирующие возможные неточности изготовления кулачков. Кроме того, такие паузы нужны для зачистки отдельных участков детали. Выбранные углы поворота кулачка, необходимые для выполнения холостых перемещений механизмов станка, и паузы внесены в операционную технологическую карту в графу «хх» («Градусы циклограммы»). Затем просматриваем переходы на возможность их совмещения. При обработке оси совмещаем: подвод резца 2 (переход 12) с ходом шпиндельной бабки (переход 11); На автоматах продольного точения деталь обрабатывается за один оборот распределительного вала. В этом случае кулачки, расположенные на распределительном валу, поворачиваются на 3600. В технологическом процессе обработки оси холостые перемещения занимают 1060 кулачкового диска, следовательно, на все рабочие переходы приходится 3600 — 1060 = 2540.
3.3 Определение углов рабочих перемещений кулачков
Зная число оборотов шпинделя, затрачиваемое на выполнение учитываемых рабочих перемещений и число оборотов шпинделя на каждый рабочий переход, определяем углы поворотов кулачков, необходимые для выполнения отдельных рабочих переходов. Определяем их как результат деления суммы углов, учитываемых рабочих перемещений (2540) на число оборотов, затрачиваемое на рабочие перемещения (2680 оборота), умноженное на число оборотов шпинделя на рабочий переход.
Значения углов поворота кулачков, необходимые на рабочие перемещения по переходам, приведены ниже.
| Угол | |
| Переход 5 | 254/2680·839 = 800 |
| Переход 7 | 254/2680·167 = 160 |
| Переход 13 | 254/2680·20 = 20 |
| Переход 15 | 254/2680·167 = 160 |
| Переход 17 | 254/2680·100 = 90 |
| Переход 19 | 254/2680·278 = 260 |
| Переход 21 | 254/2680·100 = 90 |
| Переход 23 | 254/2680·789 = 750 |
Вычисленные углы занесены в соответствующие графы операционной технологической карты
ЗАКЛЮЧЕНИЕ
В выше приведенной работе рассмотрена наладка токарного автомата модели АД-16, которая включает:
— проектирование технологического процесса обработки детали на данном типе автомата;
— проектирование кулачков автомата.
СПИСОК ИСТОЧНИКОВ ИНФОРМАЦИИ
1. Камышный Н. И., Стародубов В. С. Конструкции и наладка токарных автоматов и полуавтоматов: Учебник для СПТУ. — 4-е изд., перераб. и доп. — М.: Высш. школа. 1988. — 256 с.: ил.
2. Буренков В. И., Пермяков А. Д., Сизый Ю. А. Наладка прецизионных автоматов продольного точения: Учебное пособие для студентов технических вузов, изучающих дисциплины «Технология машиностроения», «Металлорежущее оборудование». — Харьков: ХГПУ, 1997. — 87 с.
Одношпиндельные токарные автоматы
Из одношпиндельных токарных автоматов наиболее распространены автоматы фасонно-продольного точения и револьверные автоматы.
Автоматы фасонно-продольного точения применяют для изготовления изделий небольшого диаметра и сравнительно большой длины. В качестве заготовок берут чисто тянутые прутки диаметром от 2 до 18 мм, которые закрепляются в шпинделе и направляются через люнетную втулку. Продольную подачу получает вращающийся пруток вместе с шпиндельной бабкой (рис. 287, а
) или вращающийся шпиндель с прутком. Число суппортов у этих автоматов доходит до пяти. Каждый суппорт имеет поперечную независимую подачу.

Рис. 287.
Фасонно-продольный токарный автомат: а — схема действия; б — пример обработки детали на фасонно-продольном автомате: 1 — подрезка торца; 2— обточка диаметра с 4 на 12 мм; 3 — подрезка торца; 4 — обточка диаметра 6 мм; 5 — нарезание резьбы М4; 6 — отрезка детали; 7 — готовая деталь.
Сочетания перемещений и остановок вращающегося прутка и резцов позволяют обрабатывать различные поверхности: при неподвижном резце в рабочем положении и продольной подаче прутка обрабатывается цилиндрическая поверхность, при поперечной подаче резца и вращении прутка производится отрезка заготовки или проточка канавок в ней, при одновременной продольной подаче прутка и поперечной подаче резца обрабатывается конусная поверхность. Применяя дополнительные устройства на этих авторах, можно выполнять сверлильные и резьбонарезные работы. Пример изготовления типичной детали приведен на рис. 287, б. Токарно-револьверные автоматы применяются для изготовления деталей с наружными и внутренними поверхностями. На них выполняют точение, сверление, зенкерование, развертывание, нарезание резьбы, фрезерование шлицев. Автоматы этого типа выпускаются для обработки заготовок из прутков с максимальным диаметром от 12 до 40 мм. На рис. 288
представлен общий вид токарно-револьверного одношпиндельного автомата модели 11А36 для изготовления деталей из прутка диаметром до 36 мм.

Рис. 288.
Общий вид одношпиндельного токарно-револьверного автомата.
В пустотелый шпиндель бабки 2 устанавливают пруток, который закрепляется для обработки цанговым зажимом. После обработки заготовки и отрезки готовой детали пруток автоматически освобождается в цанговом зажиме и механизмом подачи 1 подается до упора, закрепленного в одном из гнезд револьверной головки 4. В шести отверстиях револьверной головки могут закрепляться различные режущие инструменты. Фасонные и отрезные резцы закрепляются в поперечных суппортах 3. Маховичком 6 пользуются для вращения вспомогательного вала при наладке станка на заданную обработку.
Пуск и остановка станка осуществляется нажатием кнопок, смонтированных на передней части станины. Управление всеми холостыми и рабочими движениями станка осуществляется распределительным валом 5.
Автомат имеет бесступенчатое регулирование скоростей шпинделя в пределах от 88 до 2060 об/мин. Принцип работы приведенного токарно-револьверного автомата поясняется кинематической схемой, изображенной на рис. 289.
Источником движения станка является регулируемый электродвигатель 33 постоянного тока мощностью 4,2 квт. Электродвигатель 33 питается через электромашинный усилитель (ЭМУ) с поперечным полем, состоящий из электродвигателя трехфазного тока 19 (N = 4,5 квт, n = 2935 об/мин) и генератора постоянного тока 28 (N = 42 квт).

Рис. 289.
Одношпиндельный токарно-револьверный автомат: а — кинематическая схема и б — типовые детали, обрабатываемые на нем.
Движение шпинделя 2 передают от электродвигателя 33 через двухскоростную коробку скоростей 35 = (i1 = 26 / 52 = 1 / 2 и i2 = 39 / 39 = 1) и клиноременную передачу 190 / 190. После каждого поворота револьверной головки шпиндель 2 электропереключателями скоростей 14 может автоматически изменять число оборотов в соответствии с очередной работой, а реверсирование шпинделя осуществляется реверсом 30.
Вспомогательный вал вращается отдельным электродвигателем 5 (N = 1 квт) через червячную передачу 2 / 24. Распределительный вал 16 получает вращение от вспомогательного вала 4 через зубчатые колеса 29/79, сменные зубчатые колеса а, b, с, d, червяную передачу 1/40 и коническую зубчатую передачу 44 / 44.На распределительном валу закрепляются сменные дисковые кулачки 34, 32, 31, управляющие соответственно поперечными движениями суппортов: переднего 6, заднего 7 и вертикального 8. Кроме того, на распределительный вал установлены кулачки 25 и 18, которые боковыми выступами качают рычаги е, f, переключающие муфту 10, и рычаги m, n, переключающие муфту 13.
Муфта 10 передает вращение от распределительного вала 4 зубчатому колесу 36, от которого через передачу 36 / 72 вращается вал 9 с закрепленными на нем барабанными кулачками 3 и 1. Кулачок 3 через качающийся рычаг действует на цангу и зажимает пруток для обработки или освобождает его, а кулачок 1 с помощью других качающихся рычагов подает пруток через шпиндель 2 до упора. Муфта 13 передает вращение от распределительного вала зубчатому колесу 57, а от последнего через зубчатые передачи 57 / 76 76 / 38 46 / 46 вращается коническое зубчатое колесо 46.
С одной торцовой стороны этого конического зубчатого колеса закреплен кулачок, который, действуя на рычаг 29, качает его относительно точки О. Второй конец рычага 29 поднимается и, сжимая пружину, вытягивает фиксатор 27 из гнезда револьверной головки, освобождая ее для поворота. При дальнейшем вращении конического зубчатого колеса 46 палец 12 западает в прорезь шестипазового мальтийского креста 11 и поворачивает его на 1/6 часть окружности, а вместе с ним закрепленную на одном валу револьверную головку 26. После этого фиксатор 27 под действием пружины западает в гнездо револьверной головки, жестко фиксируя ее для выполнения режущим инструментом работы в очередной позиции.
Револьверный суппорт имеет быструю подачу к заготовке, медленное рабочее движение подачи и быстрый отход в исходное положение. Медленное движение подачи производится от закрепленного на валу 15 дискового кулачка 17 с помощью рычага 20 и зубчатого сектора 21, находящегося в постоянном зацеплении с губчатой рейкой 22, установленной свободно в револьверном суппорте. От рейки 22 головка получает движение через поводок 23 и кривошипный диск 24. Быстрый отход головки производится сначала пружиной (на схеме не показана), причем в это время ролик рычага 20 скользит по скату кулачка 17, а затем окончательный отвод суппорта производится во время полуоборота кривошипного диска 24 при неподвижной рейке 22. Ролик рычага 20 в это время остается на концентричной части профиля кулачка 17. Быстрый подвод головки производится при втором полуобороте кривошипного диска 24. Диск 24 вращается от того же кулачка 18, который осуществляет поворот револьверной головки. При израсходовании материала прутка специальные механизмы автоматически отключают вращение вспомогательного вала и шпинделя. На рис. 289, б показаны образцы деталей, изготовляемых из пруткового материала. Применяя специальные загрузочные приспособления, на автомате можно обрабатывать штучные заготовки.
Сведения о производителе токарного станка продольного точения 11Т16А
Производителем токарного станка продольного точения с ЧПУ ЛА155Ф30 является Ленинградский завод станков-автоматов (ЛЗСА), основанный в 1927 году.
С 1984 года завод ЛЗСА входит в Объединение прецизионного станкостроения с 1993 года входит в Санкт-Петербургский Завод прецизионного станкостроения.
Станки, выпускаемые Ленинградским заводом станков-автоматов (ЛЗСА)
- 1А136
автомат токарно-револьверный одношпиндельный прутковый Ø 36 - 1М10ДА
автомат токарный продольного точения особо высокой точности Ø 16 - 11Т16А
— автомат токарный продольного точения особо высокой точности Ø 16 - ЛА155ф30
— автомат токарный продольного точения высокой точности с ЧПУ Ø 16
Одношпиндельные автоматы и полуавтоматы. Автоматы токарные продольного точения. Общие сведения
Синонимы: автоматы токарные продольного точения швейцарскрго типа, automatic Swiss lathe.
Принцип работы токарного автомата продольного точения

Принцип работы токарного автомата продольного точения
Отличительной особенностью автоматов продольного точения (рис. 74) является то, что пруток в них кроме вращательного движения имеет вместе со шпиндельной бабкой 6 продольное поступательное перемещение Sпрод. Все суппорты автомата, которых может быть четыре или пять, расположены веерообразно вокруг обрабатываемого прутка (см. рис. 37). Они имеют только поперечное перемещение Sпоп. При одновременном согласованном перемещении шпиндельной бабки с прутком и поперечных суппортов на этих автоматах можно без применения фасонных резцов обрабатывать конические и фасонные поверхности.
Вертикальные суппорты 2, 3 и 5 расположены на специальной стойке, имеют прямолинейное перемещение и управляются от самостоятельных кулачков распределительного вала. Два горизонтальных суппорта 1 и 9 расположены на балансире 10, имеют качательное движение вокруг оси 11 и управляются оба от одного кулачка 12.
В стойке, на которой расположены вертикальные суппорты, установлен неподвижный люнет 4, являющийся дополнительной передней опорой для прутка. Все суппорты с резцами располагаются в непосредственной близости от люнета, в результате чего плечо l, на котором действует сила резания PZ, получается очень маленьким. Сила резания здесь воспринимается в основном люнетом, а прогиб прутка от нее из-за малого l получается очень незначительным. Благодаря этому на автоматах продольного точения можно обрабатывать с очень высокой точностью достаточно длинные заготовки, имеющие небольшой диаметр.
С правого конца пруток постоянно поджимается толкателем 8 под действием груза 7 для удержания его в переднем положении при отходе шпиндельной бабки назад.
Шпиндель в автоматах продольного точения всегда вращается в одну сторону и имеет левое вращение по стрелке А. Поэтому нарезание правой резьбы на них производится методом обгона.

Схема обработки заготовки на токарном автомате продольного точения
На рис. 75 показана обработка типовой заготовки на автомате продольного точения. Обработка осуществляется путем последовательного чередования (позиции I—XIII) продольного перемещения шпиндельной бабки с прутком и поперечных перемещений резцов. Только на XIII позиции отрезка изготовленной детали производится при одновременном перемещении прутка с бабкой и отрезного резца.
Короткие заготовки обрабатывают без люнета вблизи от передней опоры шпинделя. При обработке заготовок из квадратного и шестигранного прутков применяют вращающийся люнет. Применение на автоматах специальных приспособлений позволяет расширить их технологические возможности и выполнять дополнительные операции (нарезание резьбы, сверление отверстий, фрезерование шлицевых пазов.
Недостатком рассмотренного принципа работы автоматов продольного точения является повышенный износ люнета и направляющих шпиндельной бабки. В результате этого нарушается их соосность, а следовательно, снижается и точность обработки.
Обозначения одношпиндельных автоматов и полуавтоматов:
- Первая цифра в обозначении — группа: 1 — станок токарной группы
- Вторая цифра в обозначении — подгруппа: 1 — одношпиндельный автомат или полуавтомат
- Последнее число: диаметр обработки прутков, например: 25, 40, 65 мм
- Буква в обозначении: поколение станка (серия и т.д.), например: Б, Е, П, Г, И.
- Последняя буква П означает, что этот станок имеет повышенную точность по ГОСТ 8—82Е
Пример обозначения одношпиндельных автоматов и полуавтоматов: 1Б140, 1Е140, 1П140, 1Г140П, 1И125П, 1И140П, 1И165П.
Схема кинематическая токарного станка продольного точения 11Т16А

Кинематическая схема автомата 11Т16А
Кинематическая схема автомата (рис.  состоит из цепи привода главного шпинделя, цепи привода распределительного вала при рабочем ходе, цепи привода распределительного вала при ускоренном ходе, цепи привода насоса и цепи привода приспособлений.
состоит из цепи привода главного шпинделя, цепи привода распределительного вала при рабочем ходе, цепи привода распределительного вала при ускоренном ходе, цепи привода насоса и цепи привода приспособлений.
Привод главного шпинделя
Шпиндель приводится в движение от электродвигателя М, установленного на кронштейне с подвижной плитой, расположенной сзади основания станка.
От электродвигателя вращение передается на главный вал II через клиноременную передачу со сменными шкивами А и Б.
С главного вала плоскоременной передачей движение передается непосредственно на шпиндель X автомата. Наличие сменных шкивов дает возможность получать двадцать четыре частоты вращения шпинделя от 450 до 6300 об/мин.
Привод распределительного вала при рабочем ходе
Распределительный вал приводится в движение от того же электродвигателя М.
Вращение с главного вала II через клиноременную передачу передается валу III коробки подач, а через червячную передачу и сменные шестерни В, Г, Д, Е — на вал VI; при включении муфты вала VI в левое положение движение с вала через клиноременную передачу и червячную пару передается на распределительный вал IX.
Путем замены сменных шестерен на автомате можно получить до тридцати восьми частот вращения распределительного вала на одну частоту вращения шпинделя (см. таблицу производительности).
Привод распределительного вала при ускоренном ходе
Вращение с вала электродвигателя М через клиноременную передачу привода насоса охлаждения передается валу XIII редуктора быстрого хода, и далее через клиноременную передачу получает вращение вал VI. Муфта переключается в правое положение, и дальше движение происходит как при рабочем ходе.
Привод насоса
Насос системы охлаждения приводится во вращение от электродвигателя М через клиноременную передачу и винтовые пары валов XI, XII.
Привод приспособлений
Привод приспособлений осуществляется ременными передачами с вала II на соответствующие шкивы приспособлений.