Руководство по эксплуатации настольно-сверлильного станка модели 2Н106П в формате PDF
Изготовитель: Министерство станкостроительной и инструментальной промышленности СССР
Молодечненский станкостроительный завод г. Молодечно, Минская область, 1978г.в.
Руководство включает в себя разделы:
1. Техническое описание
— Назначение и область применения,
— Состав станка,
— Устройство и работа станка и его составных частей,
— Электрооборудование,
— Система смазки,
2. Инструкция по эксплуатации
— Указание мер безопасности,
— Порядок установки,
— Схема расположения подшипников,
— Настройка, наладка,
3. Паспорт
— Общие сведения,
— Основные технические данные и характеристики станка,
— Сведения о ремонте,
— Сведения об изменениях в станке,
— Комплект поставки,
— Свидетельство о приемке,
— Свидетельство о консервации,
— Свидетельство об упаковке,
— Гарантия,
Приложение: Материалы по быстроизнашиваемым деталям

На чтение 25 мин. Просмотров 126 Опубликовано 05.09.2022
Содержание
- Технические характеристики станка 2Н135
- Устройство и особенности аппарата
- Паспорт сверлильного станка 2Н135
- Эксплуатация и ремонт
- Руководство по эксплуатации электрооборудования сверлильного станка 2Н135
- Принцип действия
- Схема электрическая принципиальная вертикально-сверлильного станка 2Н135
- Модификации
- Сверлильное оборудование
- Конструктивные особенности
- Вертикально-сверлильный станок 2Н135
- Габарит рабочего пространства сверлильного станка 2Н135
- Сверлильное оборудование
- Назначение, принцип действия, устройство станка 2Н135
- Сверлильная головка станка 2Н135
- Особенности станка 2Н135
- Расположение основных частей сверлильного станка 2Н135
- Механизм подачи – принцип действия
- Расположение органов управления сверлильным станком 2Н135
Главная > Станки > Сверлильные станки > Вертикально-сверлильный станок 2Н135
Традиции выпуска качественного металлорежущего оборудования были заложены в СССР в послевоенный период. Очень часто конструкторам удавалось создать станки, которые длительный срок использовались производственниками. К ним можно отнести вертикально сверлильный станок 2Н135, технические характеристики которого долгое время были эталоном.

Вертикально-сверлильный станок 2Н135
В станочном парке большой процент занимает сегмент сверлильных станков. Это объясняется необходимостью проводить сверление практически в любом технологическом процессе. Всю необходимую информацию, связанную с устройством агрегата содержит паспорт, поставляемый с любой моделью агрегата.
Все оборудование данного сегмента представляет собой три группы, каждая из которых выделяется в зависимости от специфики работы:
- специальные;
- специализированные;
- универсальные.
В каждой из этих групп можно провести градацию в зависимости от размеров сверла, и соответственно отверстий, которые под силу данному сверлильному станку. Выделим основные:
- легкие, до 12 мм;
- средние, 18-50 мм;
- тяжелые, свыше 50 мм.
Вертикально-сверлильный станок модели 2Н135 негласно считается «рабочей лошадкой» всех механических участков машиностроительных производств. Устройство станка отличается максимальной простотой и надёжностью, а кинематическая схема действия коробки передач и коробки скоростей станка до сих пор не имеет себе равных.
Выпуск базовой модели 2135 начался в 1945 году на заводе города Стерлитамак. После этого, основываясь на данных эксплуатации, были проведены работы по модернизации. С 1965 года началось производство модели 2Н135.

Внешний вид станка 2Н135
Расшифровка названия оборудования может быть произведена следующим образом. При расшифровке первая цифра условного обозначения указывает на группу металлорежущего оборудования – сверлильное, буква дальше свидетельствует о глубокой модернизации предшествовавших вариантов конструкции (исторически первым был вариант «А», вторым – «Б» и т.д.). Следующая после буквенного индекса цифра при расшифровке указывает на тип станка (1 – вертикальный), а две последних сообщают основные технические характеристики для всего сверлильного станочного парка – наибольшем диаметре просверливаемого отверстия в миллиметрах.
Материалом для эталонной заготовки принимается сталь марки Сталь 45 в обычном состоянии после прокатки. Поэтому для деталей, изготовленных из других материалов с большей или меньшей прочностью, приведенная выше кинематическая характеристика может изменяться соответственно в меньшую или большую сторону. В расшифровке могут встречаться также дополнительные цифры и буквы, указывающие на модификацию основной модели. Все данные в нашем случае находятся в паспорте вертикально сверлильного станка 2Н135.
Конструкция вертикально сверлильного станка 2Н135 ясна из представленного рисунка. Изготовитель вправе вносить в модель некоторые дизайнерские, технические или иные изменения в конструкцию и чертёж, которые не должны ухудшать в станке 2Н135 технические возможности и габариты общего вида агрегата описываемой модели.
В комплект к поставляемому оборудованию обычно прилагается паспорт, инструкция по эксплуатации, также вкладывают кинематическую и электрическую схемы, ведомость и чертежи быстроизнашиваемых деталей. Ряд фирм производит и специальные исполнения – например, с поворотным столом, с ЧПУ, с коробкой пиноли под головку с несколькими шпинделями и пр. (обзор вариантов достаточно длинен).
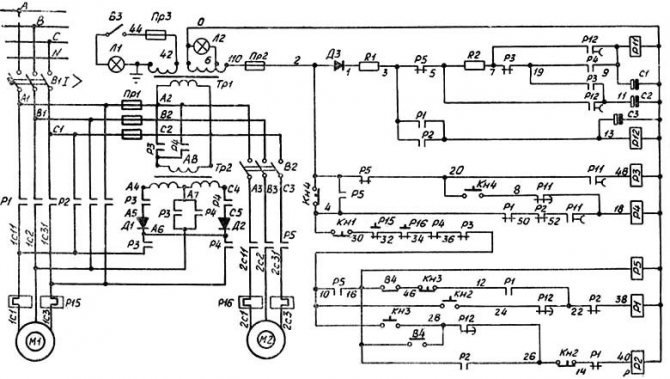
Электрическая схема 2Н135
Основное назначение агрегата – выполнять разнообразные сверлильные и зенковочные операции, однако на 2Н135 можно также нарезать резьбу, резать торцы, производить развёртывание, вертикальную запрессовку и даже использовать специальный инструмент для фрикционной осадки изделий, прочностные характеристики которых не превышают значений для стали 45.
Вертикально сверлильный станок 2Н135 состоит из следующих механизмов:
- Электродвигателя.
- Коробки скоростей.
- Плунжерного насоса.
- Коробки подач, которая может функционировать как в ручном, так и в автоматическом режиме.
- Большой опорной вертикальной колонны.
- Инструментальной головки со шпинделем.
- Регулируемого по высоте стола.
- Основания.
- Системы управления агрегатом.
- Гидросистемы охлаждения.
- Электрическое оборудование.
Расположение составных частей сверлильного станка 2Н135
Кинематика агрегата определяет возможности изменения числа оборотов для шпинделя. Конструктивные решения и габариты коробок скоростей и подач позволяют реализовать различную производительность операций, настройку которых определяет материал изделия, подвергаемого мехобработке, и отверстие в заготовке. Кроме того этот процесс зависит от габаритов детали.
Расшифровка и описание не вносят ясность в некоторые эксплуатационные и кинематические показатели, которыми располагает оборудование, поэтому далее приводится технические характеристики станка (касается только базового исполнения):
- Возможный вертикальный вылет станины, м – 0,3.
- Эксплуатационный рабочий габарит между шпинделем и столом, мм – 30…750.
- Шпиндель: число оборотов, мин-1 – 31.5…1400;
- Наибольшее количество скоростей в коробке скоростей – 12.
- Максимальный сверлильный ход коробки подач, мм – 250.
- Электрический двигатель: работа/номинальный крутящий момент, Нм – 400.
- Наибольшее усилие, развиваемое коробкой подач, Н – 15000.
- Размеры рабочего стола, мм — 500×450, способ фиксации заготовок – Т-образные пазы, возможность продольной регулировки стола ± 150 мм.
- Точность устройства ручного управления для коробок: подачи, мм ± 0,05, скоростей, мм ± 0,05…0,8 (ручной отсчёт – по лимбу).
- Мощность приводного двигателя, кВт – 4.
- Габарит, м – 2,535×0,835×1,030.
- Вес, кг – 1200.
Полную информацию о любых станках можно почерпнуть из паспортов интересующих изделий. Паспорт содержит схему установки агрегата, и план фундамента под его основание. Габариты сверлильного станка 2Н135 говорят о том, что он может устанавливаться в небольших помещениях.
Скачать паспорт (инструкцию по эксплуатации) вертикально-сверлильного станка 2Н135
Эксплуатация механизма в рабочем режиме заключается в следующем. Деталь, подлежащую обработке, следует расположить и зафиксировать на координатном столе. Шпиндель с установленным сверлом (или иным инструментом согласно чертежу) при этом должен находиться в крайнем нижнем положении. Шпиндель можно зацентровать, используя устройство продольного перемещения стола.
Убедившись в соосности взаимного расположения шпинделя и торца заготовки и, выбрав подходящую скорость из кинематических возможностей в коробке скоростей, включают вертикальный двигатель главного привода. Когда кинематическая схема управления коробки подач настроена, осуществляют подачу инструментальной головки к торцу изделия, и производят необходимую технологическую операцию.
Основой всего агрегата выступает сверлильная головка. Это отливка, выполненная в форме коробки, в которой установлены основные узлы станка:
- шпиндель;
- механизм переключения;
- коробка скоростей;
- механизм подачи;
- коробка подач.
- Коробка подач станка 2Н135
- Коробка скоростей станка 2Н135
Головка расположена на опоре, и на нее установлен двигатель. Он посредством муфты и зубчатой передачи передает вращательный момент на коробку скоростей станка 2Н135. В ней имеются специальные блоки, способные изменять вращение режущего инструмента. Зубчатая пара на выходе, придает движение коробке подач, ее конструктивные особенности позволяют производить девять подач. В конечном итоге начинает работать механизм подачи.
Кинематическая схема станка 2Н135
На переднюю панель сверлильной головки вынесены все кнопки, отвечающие за управление электрической схемой станка 2Н135. При включении основного пускателя загорается лампочка, сигнализирующая, что электрический ток запитал цепи. Схема позволяет изменять направление вращения шпинделя, и производить динамическое торможение. Кроме того, ее устройство облегчает переключение скоростей.
От перегрузки защищают тепловые реле. Для устранения возможной опасности поражения оператора током электрическая схема агрегата предусматривает применение защитного заземления.
Нельзя начинать эксплуатацию механизма без детального изучения паспорта. Только так вы сможете избежать поломок и аварий.
Метки: Советские сверлильные станки
Технические характеристики станка 2Н135
Технические характеристики станка 2Н135 это основной показатель пригодности станка к выполнению определенных работ. Для вертикально-сверлильных станков основными характеристиками является:
- наибольший диаметр D сверления заготовки (детали)
- вылет шпинделя
- наибольшее расстояние от торца шпинделя до рабочей поверхности стола
- размеры рабочей поверхности стола
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 2Н135. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 2Н135
| Наименование параметров | Ед.изм. | Величины |
| Наибольший диаметр сверления в стали 45 ГОСТ 1050-74 | мм | 35 |
| Размеры конуса шпинделя по ГОСТ 25557-82 | Морзе 4 | |
| Расстояние от оси шпинделя до направляющих колоны | мм | 300 |
| Наибольший ход шпинделя | мм | 250 |
| Расстояние от торца шпинделя до стола | мм | 30-750 |
| Расстояние от торца шпинделя до плиты | мм | 700-1120 |
| Наибольшее (установочное) перемещение сверлильной головки | мм | 170 |
| Перемещение шпинделя за один оборот штурвала | мм | 122, 46 |
| Рабочая поверхность стола | мм | 450х500 |
| Наибольший ход стола | мм | 300 |
| Установочный размер центрального Т-образного паза в столе по ГОСТ 1574-75 | мм | 18H9 |
| Установочный размер крайних Т-образных пазов в столе по ГОСТ 1574-75 | мм | 18H11 |
| Расстояние между двумя Т-образными пазами по ГОСТ 6569-75 | мм | 100 |
| Количество скоростей шпинделя | 12 | |
| Пределы чисел оборотов шпинделя | об/мин | 31,5-1400 |
| Количество подач | 9 | |
| Пределы подач | мм/об | 0,1-1,6 |
| Наибольшее количество нарезаемых отверстий в час | 55 | |
| Управление циклами работы | ручное | |
| Род тока питающей сети | трёхфазный | |
| Напряжение питающей сети | В | 380/220 |
| Тип двигателя главного движения | 4А1001.4 | |
| Мощность двигателя главного движения | кВт | 4 |
| Тип электронасоса охлаждения | Х14-22М | |
| Мощность двигателя электронасоса охлаждения | кВт | 0,12 |
| Производительность электронасоса охлаждения | л/мин | 22 |
| Высота станка | мм | 2535 |
| Ширина станка | мм | 835 |
| Длина станка | мм | 1030 |
| Масса станка | кг | 1200 |
Устройство и особенности аппарата
Устройство агрегата данного типа включает в себя следующие элементы:
- шпиндель;
- коробка скоростей;
- основание, рабочее место и колонна;
- привод;
- головка для закрепления инструмента;
- электрический шкаф;
- охлаждающая система;
- коробка подач;
- система, контролирующая скорости и подачи;
- плунжерный масляный насос.
Плунжерный масляный насос
Читайте также: Редуктор на мотоблок Нева — как менять масло самому
У вертикально-сверлильных станков техническая характеристика свидетельствует об их универсальности. Данными аппаратами можно выполнять не только сверление, но и зенкерование, рассверливание, нарезание резьбы и развертывание отверстий.
Это происходит благодаря применению прочных и твердых инструментов, выполненных из хорошо режущих сталей.
Возможность нарезания резьбы машинными метчиками обеспечивается за счет реверсивности шпинделя, благодаря которой он может двигаться в обе стороны.
Основные особенности аппарата заключаются в следующем:
- вес станка — 1199 кг;
- крутящий момент шпинделя максимально может достигать 399 Нм;
- наличие системы остановки работы шпинделя;
- максимально допустимое усилие, при котором выполняется подача, составляет 15 кН;
- применение электронасоса типа Х14-22М в составе конструкции для передачи жидкости для охлаждения в место обработки;
- габариты рабочего стола составляют 449*499 мм, на поверхности которого предусмотрены пазы в количестве трех штук в форме буквы «Т».
Одной из главных технологических особенностей станка является его 100-процентное ручное управление. Все этапы работы регулируются вручную, а подача шпинделя осуществляется механически.
Общие характеристики агрегата включают в себя три большие части:
- рабочее место-стол, на котором находится деталь, подлежащая обработке;
- устойчивая чугунная станина, имеющая пространство внутри для электрического оборудования;
- сверлильная головка со шпинделем, которая движется по вертикали при помощи червячного вала.
Паспорт сверлильного станка 2Н135
Данное руководство по эксплуатации «Паспорт сверлильного станка 2Н135» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации вертикально-сверлильного станка 2Н135.
Содержание
- Общие сведения
- Основные технические данные и характеристики
- Комплект поставки
- Порядок транспортирования и установки станка
- Указания мер безопастности
- Состав станка
- Устройство и работа станка и его составных частей
- Пневмосистема
- Система смазки
- Порядок установки станка
- Порядок работы станка
- Возможные неисправности и методы их устранения
- Особенности разборки и сборки станка при ремонте
- Указания по эксплуатации
- Свидетельство о консервации
- Свидетельство об упаковке
Скачать бесплатно «Паспорт, Руководство, Инструкцию по эксплуатации вертикально-сверлильного станка 2Н135» в хорошем качестве можно по ссылке расположенной ниже:
Скачать бесплатно второй вариант «Паспорт, Руководство, Инструкцию по эксплуатации вертикально-сверлильного станка 2Н135» в хорошем качестве можно по ссылке расположенной ниже:
Эксплуатация и ремонт
Эксплуатация аппарата начинается с его колонны, которая выполняет функцию его фиксации на поверхности пола. Колонна делается из чугуна. Рабочий стол, который крепится к колонне, вместе со сверлильной головкой перемещается при помощи ручного привода.
Перемещение происходит вдоль самой колонны. Плита, играющая роль основания, имеет внутреннюю полость, в которой располагается специальная жидкость для охлаждения. Там же устанавливается отстойник. В верхней части плиты-основания крепится электрическая насосная система, с помощью которой при работе станка происходит подвод охлаждающей жидкости к обрабатываемым изделиям.
Коробка подач устанавливается отдельно в специальном корпусе, расположенном в рабочей головке.
Вторая главная техника эксплуатации станка 2н135 включает в себя работу устройства подачи. В ее состав входят такие элементы:
- муфты в количестве 2 штук, одна из которых храповая, другая — обгонная;
- штурвал для управления;
- шестерня реечного типа, находящаяся на горизонтальном валу;
- червячная передача;
- лимба, имеющая деления.
Лимба
Благодаря устройству подачи схема работ со станком подразумевает широкий диапазон действий:
Читайте также: Для чего нужна рабочая, монтажная, поперечная, наклонная и конструктивная арматура.
- выключение, включение подачи;
- нарезание резьбы на самом изделии способом ручной подачи;
- отвод шпинделя вверх от обрабатываемого изделия;
- подвод обрабатывающего инструмента к изделию ручным способом;
- осуществление опережения подачи ручным способом.
Работа механизма заключается в следующем: кулачковая муфта приводится в движение вращающимся штурвалом. Затем муфта приводит в действие шестерню, которая соединена с рейкой, благодаря которой происходит подача шпинделя.
Все это выполняется в ручном режиме. Когда инструмент для обработки воздействует на изделие, то шестерня вращается. Возникает движение вдоль оси вала до момента, когда кулачки самой муфты не встанут напротив друг друга. В этот момент муфта делает поворот на 2000.
В тех случаях, когда проводился ремонт станка, необходима проверка его узлов. Важно следить за тем, чтобы на аппарате не присутствовали следы коррозии. После ремонтных работ агрегат проходит холостой ход, при этом режущий инструмент не устанавливается. При пробном пуске работа устройства сверяется с данными его технического паспорта.
Руководство по эксплуатации электрооборудования сверлильного станка 2Н135
Данное «Руководство по эксплуатации электрооборудования вертикально-сверлильного станка 2Н135» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Руководство (инструкция) по эксплуатации электрооборудования вертикально-сверлильного станка 2Н135.
Содержание данной документации:
- Описание работы электрической схемы
- Краткая характеристика электрооборудования
- Система питания электрооборудования
- Сведения о первоначальном пуске
- Описание режимов работы
- Указания по эксплуатации электрооборудования
- Сведения о блокировках, системе сигнализации, защите и заземлении
- Указания по мерам безопастности
- Схема электрическая принципиальная
- Схема электрическая подключений
- Схема электрическая соединений
- Схема электрическая соединений блока реле
Скачать бесплатно «Руководство по эксплуатации электрооборудования вертикально-сверлильного станка 2Н135» в хорошем качестве можно по ссылке расположенной ниже:
Скачать бесплатно второй вариант «Руководство по эксплуатации электрооборудования вертикально-сверлильного станка 2Н135» в хорошем качестве можно по ссылке расположенной ниже:
Принцип действия
Эксплуатация станка в действующем режиме происходит по следующему принципу. Обрабатываемую заготовку, необходимо установить и надёжно зафиксировать на рабочей поверхности координатного стола. Шпиндель с установленным инструментом должен располагаться в крайнем положении снизу. Используя систему продольного смещения рабочего стола, шпиндель необходимо отцентрировать.
Затем нужно убедиться в соосном расположении торца детали, предназначенной для обработки, и шпинделя. Исходя из кинематической возможности, в коробке скоростной передачи выбираем скорость вращения, подходящую для обработки. Включаем вертикальный электрический двигатель главного привода.
Схема электрическая принципиальная вертикально-сверлильного станка 2Н135
Схема электрическая принципиальная вертикально-сверлильного станка 2Н135 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную вертикально-сверлильного станка 2Н135 в хорошем качестве можно по ссылке расположенной ниже:
Схема электрическая принципиальная второго варианта вертикально-сверлильного станка 2Н135 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную второго варианта вертикально-сверлильного станка 2Н135 в хорошем качестве можно по ссылке расположенной ниже:
Модификации
С целью обработки отверстий различных диаметров используются базовые агрегаты 2Н135. При этом на основе базовой модели производитель предлагает ряд модифицированных аппаратов. Определить целевое назначение конкретного станка можно по последней букве в его названии. К усовершенствованным моделям относятся:
- 2Н135А – агрегат, укомплектованный автоматической системой управления. Оператор контролирует работу техники посредством кнопочного управления.
- 2Н135К – агрегат координатного типа, оснащенный крестовым столом.
- 2Н135-1 – координатный станок, имеющий круглый стол, поворачивающийся вокруг оси колонны.
- 2Н135С – 1-позиционный аппарат с фланцевой пинолью, которая позволяет фиксировать головки для нескольких шпинделей.
- 2Н135Н – многопозиционный аппарат, в котором предусмотрена возможность фиксации многошпиндельных головок и столов, крутящихся вокруг оси колонны.
- 2Н135Ф2 – техника с числовым программным управлением. Данной модификацией также предусмотрено наличие револьверной головки, крестового стола и других дополнительных опций.
Сверлильное оборудование
В станочном парке большой процент занимает сегмент сверлильных станков. Это объясняется необходимостью проводить сверление практически в любом технологическом процессе. Всю необходимую информацию, связанную с устройством агрегата содержит паспорт, поставляемый с любой моделью агрегата.
Читайте также: Какой валик выбрать для покраски потолка или стен?
Все оборудование данного сегмента представляет собой три группы, каждая из которых выделяется в зависимости от специфики работы:
- специальные;
- специализированные;
- универсальные.
В каждой из этих групп можно провести градацию в зависимости от размеров сверла, и соответственно отверстий, которые под силу данному сверлильному станку. Выделим основные:
- легкие, до 12 мм;
- средние, 18-50 мм;
- тяжелые, свыше 50 мм.
Это интересно: Прессы для отжима сока из яблок, винограда, фруктов и ягод: виды, изготовление своими руками
Конструктивные особенности
Конструкция сверлильного станка состоит:
- Рабочая головка, которая служит для закрепления инструмента.
- Привод.
- Насос масляный плунжерного типа.
- Система охлаждения обрабатываемой зоны.
- Шпиндель.
- Коробка подач.
- Система электроснабжения агрегата, электрический шкаф для подключения к сети.
- Коробка скоростей.
- Система контроля скорости и подачи.
- Плита основания, колонна, рабочий стол.
Станина агрегата сделана в виде монолитной, массивной, чугунной конструкции. Положение производительной поверхности выполняется оператором по несущей колонне вручную, путём отжима фиксирующего устройства и поворота штурвала, выполняющего функцию регулировки положения шпинделя. Для движения поверхности стола на колонне сделаны специальные направляющие пазы.
А также чугунной является и опорная плита. Она имеет пустотелую конструкцию, внутри которой находится ёмкость для хранения жидкости охлаждения. Там же расположен отстойник для металлических крупных загрязнений и устройство фильтрации. На самой опорной колонне располагается электрический насос мощностью 120 Вт, который отвечает за подачу жидкости. Подача охлаждающей жидкости осуществляется через систему различного диаметра трубок, которые подают воду непосредственно к сверлильному элементу.
Силовой агрегат станка располагается на верху корпуса. Шпиндельный блок и коробка передач станка располагаются в корпусе. Кинематическая схема оборудования имеет простое конструктивное решение, при котором силовой агрегат и скоростная коробка соединены прямым валом. Механическая регулировка скоростей осуществляется с помощью рукоятки, размещённой на фронтальной стороне сверлильной головки. Регулировка скорости производится вручную. Коробка осуществляет передачу скорости вращения шпинделя на двенадцати частотах.
Смазка работающих элементов агрегата осуществляется с помощью плунжерного насоса в автоматическом режиме. Оператору понадобится только контролировать по датчику, который расположен на фронтальной панели, уровень количества масла.
На этой модели установлена система ручной подачи шпинделя. Эта система включает в себя:
- Штурвал, который выполняет регулировочную функцию.
- Передачу червячного вида.
- Обгонной храповой и кулачной муфты.
- Лимба.
- Вала, горизонтального расположения, с реечной шестерней.
Вертикально-сверлильный станок 2Н135
Традиции выпуска качественного металлорежущего оборудования были заложены в СССР в послевоенный период. Очень часто конструкторам удавалось создать станки, которые длительный срок использовались производственниками. К ним можно отнести вертикально сверлильный станок 2Н135, технические характеристики которого долгое время были эталоном.

Габарит рабочего пространства сверлильного станка 2Н135
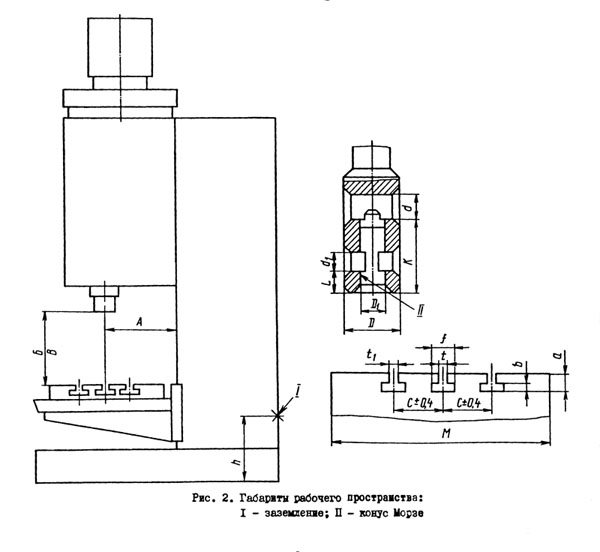
Габарит рабочего пространства сверлильного станка 2Н135
| Модель станка | Конус Морзе | А | Б | В | D | D1 | М |
| 2Н125 | 3 | 250 | 700 | 60 | 45 | 23,825 | 400 |
| 2Н135 | 4 | 300 | 750 | 30 | 60 | 31,267 | 450 |
| 2Н150 | 5 | 350 | 800 | 80 | 44,399 | 500 |
Сверлильное оборудование
В станочном парке большой процент занимает сегмент сверлильных станков. Это объясняется необходимостью проводить сверление практически в любом технологическом процессе. Всю необходимую информацию, связанную с устройством агрегата содержит паспорт, поставляемый с любой моделью агрегата.
Читайте также: Хотите купить карусельно-шлифовальный станок в Москве?
Все оборудование данного сегмента представляет собой три группы, каждая из которых выделяется в зависимости от специфики работы:
- специальные;
- специализированные;
- универсальные.
В каждой из этих групп можно провести градацию в зависимости от размеров сверла, и соответственно отверстий, которые под силу данному сверлильному станку. Выделим основные:
- легкие, до 12 мм;
- средние, 18-50 мм;
- тяжелые, свыше 50 мм.
Назначение, принцип действия, устройство станка 2Н135
Историческая справка
Вертикально-сверлильный станок модели 2Н135 негласно считается «рабочей лошадкой» всех механических участков машиностроительных производств. Устройство станка отличается максимальной простотой и надёжностью, а кинематическая схема действия коробки передач и коробки скоростей станка до сих пор не имеет себе равных.
Выпуск базовой модели 2135 начался в 1945 году на заводе города Стерлитамак. После этого, основываясь на данных эксплуатации, были проведены работы по модернизации. С 1965 года началось производство модели 2Н135.

Внешний вид станка 2Н135
Техническая характеристика сверлильного станка 2Н135
Расшифровка названия оборудования может быть произведена следующим образом. При расшифровке первая цифра условного обозначения указывает на группу металлорежущего оборудования – сверлильное, буква дальше свидетельствует о глубокой модернизации предшествовавших вариантов конструкции (исторически первым был вариант «А», вторым – «Б» и т.д.). Следующая после буквенного индекса цифра при расшифровке указывает на тип станка (1 – вертикальный), а две последних сообщают основные технические характеристики для всего сверлильного станочного парка – наибольшем диаметре просверливаемого отверстия в миллиметрах.
Материалом для эталонной заготовки принимается сталь марки Сталь 45 в обычном состоянии после прокатки. Поэтому для деталей, изготовленных из других материалов с большей или меньшей прочностью, приведенная выше кинематическая характеристика может изменяться соответственно в меньшую или большую сторону. В расшифровке могут встречаться также дополнительные цифры и буквы, указывающие на модификацию основной модели. Все данные в нашем случае находятся в паспорте вертикально сверлильного станка 2Н135.
Конструкция вертикально сверлильного станка 2Н135 ясна из представленного рисунка. Изготовитель вправе вносить в модель некоторые дизайнерские, технические или иные изменения в конструкцию и чертёж, которые не должны ухудшать в станке 2Н135 технические возможности и габариты общего вида агрегата описываемой модели.
В комплект к поставляемому оборудованию обычно прилагается паспорт, инструкция по эксплуатации, также вкладывают кинематическую и электрическую схемы, ведомость и чертежи быстроизнашиваемых деталей. Ряд фирм производит и специальные исполнения – например, с поворотным столом, с ЧПУ, с коробкой пиноли под головку с несколькими шпинделями и пр. (обзор вариантов достаточно длинен).
Электрическая схема 2Н135
Основное назначение агрегата – выполнять разнообразные сверлильные и зенковочные операции, однако на 2Н135 можно также нарезать резьбу, резать торцы, производить развёртывание, вертикальную запрессовку и даже использовать специальный инструмент для фрикционной осадки изделий, прочностные характеристики которых не превышают значений для стали 45.
Вертикально сверлильный станок 2Н135 состоит из следующих механизмов:
Читайте также: Молот кузнечный пневматический ма 4132. Технология эксплуатации кузнечного молота
- Электродвигателя.
- Коробки скоростей.
- Плунжерного насоса.
- Коробки подач, которая может функционировать как в ручном, так и в автоматическом режиме.
- Большой опорной вертикальной колонны.
- Инструментальной головки со шпинделем.
- Регулируемого по высоте стола.
- Основания.
- Системы управления агрегатом.
- Гидросистемы охлаждения.
- Электрическое оборудование.
Сверлильная головка станка 2Н135
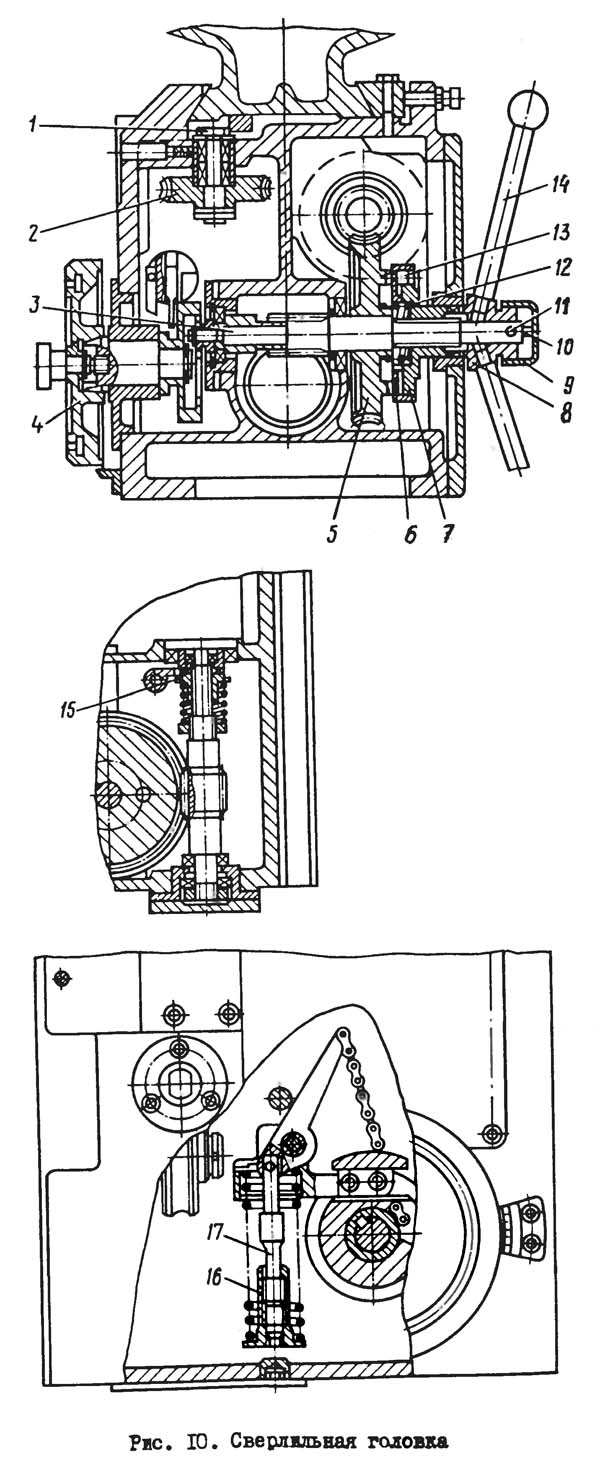
Чертеж сверлильной головки сверлильного станка 2Н135
Сверлильная головка представляет собой отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
- ручного подвода инструмента к детали;
- включения рабочей подача;
- ручного опережения подачи;
- выключения рабочей подачи;
- ручного отвода шпинделя вверх;
- ручной подача, используемой при нарезании резьбы.
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис.10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полумуфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, и обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала-шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме – полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска, выполненного заодно с червячным колесом 5. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полумуфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
При ручном включении подачи штурвалом 14 (после поворота его на себя на угол 20°) зуб муфты 8 встает против впадины обоймы-полумуфты 7. Вследствие осевой силы и специальной пружины 12 обойма-полумуфта 7 смещается вправо и расцепляет зубчатые диски 5 и 6; механическая подача прекращается.
Читать также: Малярные камеры для авто
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт II передает крутящий момент от кулачковой муфты 8 на горизонтальный вал. На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработав и настройки кулачков.
Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары I. Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Особенности станка 2Н135
Модель вертикально-сверлильного станка 2Н135, характеризующегося условным диаметром сверления 35 мм, была в свое время спроектирована и разработана специалистами Одесского конструкторского бюро. Выпуском станка 2Н135, которым оснащались преимущественно небольшие предприятия, занимался станкостроительный завод в Стерлитамаке. Схожими с данной моделью техническими характеристиками обладают еще несколько типов станков, которые выпускали следующие предприятия:
- Стерлитамакский станкостроительный завод (2С125, 2С125-01, 2С125-04, 2Н132, 2С132);
- Гомельский завод станочных узлов (2Т140, 2ТС140);
- Киевский станкостроительный завод (КА-232);
- Краснореченский станкостроительный завод (2Н135Л);
- в Болгарии (РК032).

Вертикально-сверлильный станок 2Т140
Станок 2Н135 был использован в качестве базы для создания нового, более усовершенствованного оборудования. На его основе, в частности, были разработаны следующие модели станков:
- 2Н135-1 и 2Н135К – координатный вертикально-сверлильный станок и модель, оснащенная круглым поворотным столом;
- 2Р135Ф2 – автоматизированный сверлильный станок, оснащенный револьверной головкой и крестовым столом (работу данного станка в автоматизированном режиме обеспечивает система ЧПУ);
- 2Н135С – вертикально-сверлильный станок с пинолью, на которой может крепиться рабочая головка с несколькими шпинделями;
- 2Н135А – еще одна автоматизированная модель станка, управление в которой обеспечивается за счет системы кнопок и кулачков;
- 2Н135Н – станок многопозиционного типа, который в зависимости от необходимости может оснащаться поворотными столами и рабочими головками с несколькими шпинделями.
Читайте также: Разнообразные виды локонов (42 фото): что выбрать?
Расположение основных частей сверлильного станка 2Н135
Технические возможности станка 2Н135 обеспечиваются, в первую очередь, особенностями его конструкции, состоящей из таких элементов, как:
- рабочая головка, в которой закрепляется инструмент;
- масляный насос плунжерного типа;
- привод;
- система, обеспечивающая охлаждение зоны обработки;
- коробка подач;
- шпиндель;
- элементы системы электроснабжения станка, включая электрический шкаф;
- коробка скоростей;
- элементы системы, обеспечивающей контроль за подачами и скоростями;
- рабочий стол, плита-основание, колонна.
Характеристики станка 2Н135 свидетельствуют о его высокой универсальности. С его помощью можно выполнять обработку заготовок из разных материалов и с размерами, находящимися в достаточно широком диапазоне. Вариативность материалов, которые можно обрабатывать на данном станке, достигается за счет использования инструментов, изготовленных из быстрорежущих сталей или сплавов, обладающих высокими показателями твердости.
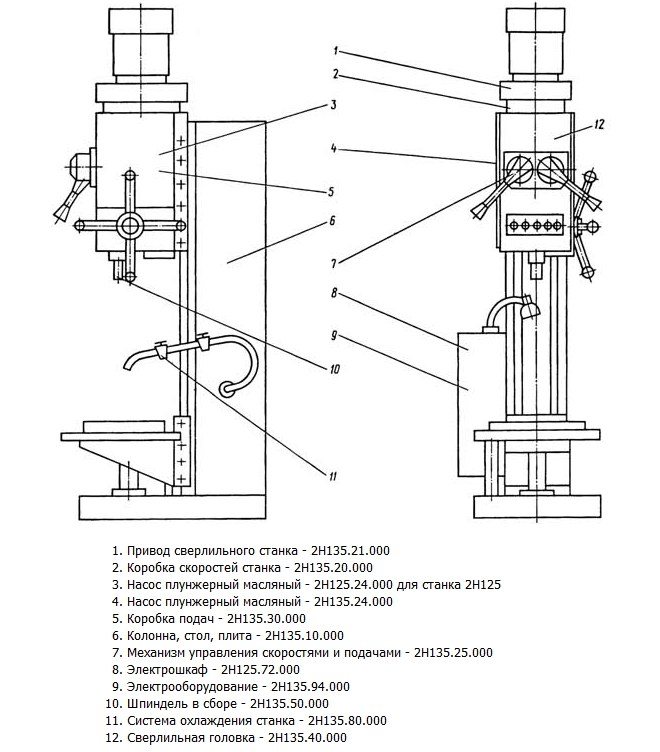
Расположение основных частей сверлильного станка 2Н135
Расположение основных узлов сверлильного станка 2Н135
Обозначение основных частей сверлильного станка 2Н135
- Привод сверлильного станка – 2Н135.21.000
- Коробка скоростей станка – 2Н135.20.000
- Насос плунжерный масляный – 2Н125.24.000 для станка 2Н125
- Насос плунжерный масляный – 2Н135.24.000
- Коробка подач – 2Н135.30.000
- Колонна, стол, плита – 2Н135.10.000
- Механизм управления скоростями и подачами – 2Н135.25.000
- Электрошкаф – 2Н125.72.000
- Электрооборудование – 2Н135.94.000
- Шпиндель в сборе – 2Н135.50.000
- Система охлаждения станка – 2Н135.80.000
- Сверлильная головка – 2Н135.40.000
Колонна, стол, плита. Колонна станка представляет собой чугунную отливку. По направляющим колонны типа «ласточкин хвост» вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты – резервуар с отстойником для охлаждающей жидкости.
Читать также: Прокладка трассы для кондиционера своими руками
Механизм подачи – принцип действия
Конструкция механизма подачи станка 2Н135, который является важнейшим рабочим органом сверлильной головки, состоит из следующих основных элементов:
- управляющего штурвала;
- червячной передачи;
- двух муфт – обгонной и храповой;
- лимба с делениями;
- расположенной на горизонтальном валу реечной шестерни.
Механизм подачи позволяет выполнять целый ряд технических операций в процессе обработки заготовки:
- в ручном режиме выполнять опережение подачи;
- нарезать внутреннюю резьбу в заготовке при помощи ручной подачи;
- в ручном режиме подводить к заготовке рабочий инструмент;
- включать и выключать подачу;
- отводить шпиндель вверх от заготовки.
Коробка подач к вертикально-сверлильному станку 2Н135
Несмотря на относительную сложность конструкции механизма подач, принцип его работы достаточно несложен. За счет вращения штурвала сообщается движение кулачковой муфте, которая, в свою очередь, через полумуфту-обойму задействует вал-шестерню, входящую в соединение с рейкой (рейка обеспечивает вертикальное перемещение (подачу) шпинделя в ручном режиме).
В тот момент, когда инструмент касается заготовки, вал-шестерня начинает вращаться, но это вращение не может быть передано зубцами муфты кулачкового типа, в результате чего обойма-полумуфта начинает двигаться вдоль оси вала до тех пор, пока кулачки муфты не расположатся друг против друга. Только в этот момент муфта проворачивается на 200 (поворот на больший угол невозможен, так как этого не допустят конструктивные элементы самой муфты).
В конструкции полумуфты предусмотрен двухсторонний храповый диск, который при ее перемещении сообщает движение зубчатому колесу, связанному червячной передачей. Движение этой муфты, соответственно, приводит к вращению червяка и продольному перемещению вала-рейки. Именно так обеспечивается механическая подача шпинделя, которую можно опередить, если и дальше продолжать вращать штурвал.
В паспорте на станок также оговорена возможность ручного перемещения рабочей головки. Для этого в коробке предусмотрены реечная и червячная пары, которые можно задействовать, если отключить механическую подачу при помощи штурвала.
Расположение органов управления сверлильным станком 2Н135
Расположение органов управления сверлильным станком 2Н135
Перечень органов управления сверлильным станком 2Н135
- Табличка – «Заполнение»
- Табличка – «Слив»
- Кран включения охлаждения
- Болты для регулировки клина стола и сверлильной головки
- Рукоятка перемещения стола и сверлильной головки
- Винты зажима стола и сверлильной головки
- Табличка – «Заземление»
- Вводный выключатель
- Табличка – «Главный переключатель»
- Сигнальная кнопка СТАНОК ВКЛЮЧЕН
- Кнопка включения правого вращения шпинделя
- Кнопка включения левого вращения шпинделя
- Кнопка включения качательного движения шпинделя при переключении скоростей и подач
- Рукоятка переключения скоростей
- Кнопка СТОП
- Табличка – «Частота вращения»
- Табличка – «Менять скорость только при остановке»
- Винты зажима стола и сверлильной головки
- Болты для регулировки клина стола и сверлильной головки
- Табличка – «Подача, мм за одни оборот»
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Штурвал механизма подач
- Лимб для отсчета глубины обработки
- Выключатель освещения
- Табличка – «Охлаждение»
- Выключатель насоса охлаждения
- Кулачок для настройки глубины обработки
- Кулачок для настройки глубины нарезаемой резьбы
- Рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы
- Рычаг отключения механической подачи при достижении заданной глубины обработки
- Квадрат для ручного перемещения сверлильной головки
Министерство высшего и среднего специального образования Литовской ССР Объединение хозрасчетных учебных предприятий «Практика» СТАНОК НАСТОЛЬНО-СВЕРЛИЛЬНЫЙ ВЕРТИКАЛЬНЫЙ МОДЕЛИ 2М112 РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ 2М.112.00.000 РЭ 1 9 8 4
Содержание 1. ОБЩИЕ СВЕДЕНИЯ ОБ ИЗДЕЛИИ ” 1.1. Назначение и область применения .................... 4 1.2. Состав станка ................................... 5 1.3. Устройство, работа станка и его составных частей.. 6 1.4. Смазочная система ............................ 13 2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ 2.1. Указания мер безопасности ......................... 15 2.2. Порядок установки ............ ................... 17 * 2.3. Порядок работы ................. ............... 18 2.4. Характерные неисправности и методы их устранения.... 20 2.5. Особенности разработки и сборки при ремонте ....... 20 2.6. Материалы по запасным частям .................... 20 3. ПАСПОРТ 3.1. Общие сведения ....... ......................... 22 3.2. Основные технические данные и характеристики ... 22 3.3. Комплект поставки .................... 24 3.4. Сведения об изменениях в станке ............... 25 3.5. Сведения о ремонте .......... с....-............. 26 3.6. Свидетельство о приемке ......................... 27 3.7. Указание мер безопасности ............... ... .30-31 3.8. Свидетельство о консервации .................... 32 3.9. Свидетельство об упаковке .. ..................... 32 3.10. Свидетельство о выходном контроле электрооборудования 33 3.11 Указания по эксплуатации ..................... 35 3.12. .Гарантийные обязательства ....................... 35 Приложение 1 .......... .. .. • • г • . • «Г.. ...... 36 Приложение 2 ............ с. .=. ----------- • 37 2
«Руководство по эксплуатации к изделию не отражает незна- чительных конструктивных изменений в изделии, внесенных изго- товителем после подписания к выпуску в свет данного руководст- ва, а также изменений по комплектующим изделиям и документа- ции, поступающей с ними».
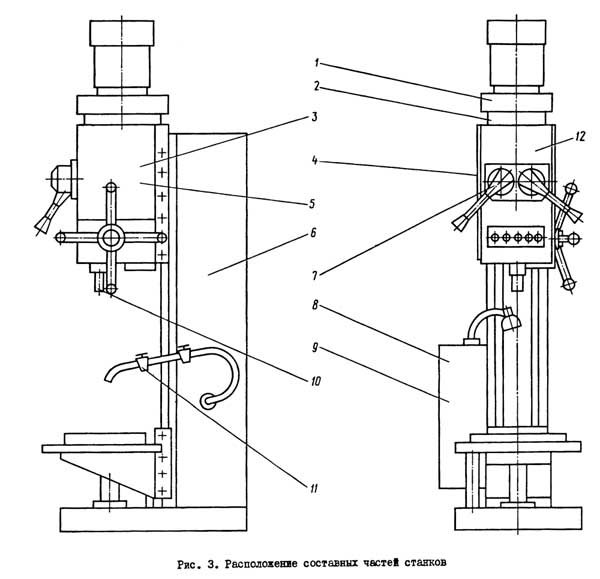
I. ОБЩИЕ СВЕДЕНИЯ ОБ ИЗДЕЛИИ 1.1. Назначение и область применения. 1. 1. 1. Настольно-сверлильный вертикальный станок модели 2М112 предназначен для сверления отверстий диаметром до 12 мм и нарезания резьбы диаметром до Ml2 в мелких деталях из чугу- на, стали и сплавов цветных металлов. 1. 2. Состав станка. 1. 2. 1. Общий вид с обозначением составных частей станка изображен на рис. 1. Рис I Расположение составных частей станка. 1
I. 2. 2. Перечень составных частей станка приведен в табл. 1. Таблица 1 Поз. см. рис. 1 Наименование Обозначение 1 Колонка 2М.30.40.010 2 Зажимное устройство шпиндельной бабки 3 Электродвигатель 4 Механизм подъема шпиндельной бабки 5 Кронштейн 2М.30.40.011 6 Плита 2М.30.00.012 7 Шпиндель 2М.30.30.017 8 Шпиндельная бабка 9 Механизм натяжения ремня 10 Кожух _ 5
1. 3. Устройство, работа станка и его составных частей. 1. 3. 1. Общий вид с обозначением органов управления изображен на рис. 2. 1. 3. 2. Перечень органов управления приведен в табл. 2. Таблица 2 Поз. см. рис. 2 1 2 3 4 5 6 7 8-16 Органы управления и их назначение Рукоятка ручной подачи шпинделя Рукоятка натяжения ремия Рукоятка фиксации шпиндельной бабки на колонке Рукоятка перемещения шпиндельной бабки по колонке Кнопка управления электродвигателем Рукоятка зажима подмоторной плнты Вводный выключатель Т аблички Рис. 2. Расположение органов управления в табличек с символами. 6
1. 3. 3. Перечень графических символов указанных на таб- личках приведен в табл. 3. Таблица 3 Позиции на рнс. 2 Символ Наименование 8 9 10 11 Вращения шпинделя по и против часовой стрелки Кнопка <Стоп» аварийная Кнопка „Пуск" Опасно! Под напряжением Включение сети Вводный выключатель отключен Вводный выключатель включен 7
Позиции ня рис. 2 Символ Наименование 12 13 14 15 16 Вводный выключатель Заземление Осторожно! Менять скорость только при остановке Число оборотов в минуту Цепи управления Вводный выключатель и предохранители в сети питания станка 8
Кинематическая схема В виду простоты кинематической цепи главного движения по- рядок передачи вращения от электродвигателя на шпиндель ясен из рис. 3. Перечень позиций к кинематической схеме дан в табл. 4. Рис. 3. Кинематическая схема станка I—гайка, 2—колонка, 3—рейка гильзы, 4—вал шестерни. Я
Перечень позиции к кинематической схеме Таблица 4 Куда входит Поз. см. рис. 3 Число зубьев зубчатых колес или заходов червяков, ходо- вых винтов Модуль или шаг, мм Ширина обода зубчатого колеса, мм Материал Показатели свойств материалов Механизм подъема I 1 20 Сталь 45 ГОСТ 1050-74 Улучшение То же 2 1 20 Сталь 45 ГОСТ 1050-74 Шпиндельный узел 3 17 2 Сталь 45 ГОСТ 1050-74 То же 4 13 2 Сталь 40Х ГОСТ 4543-71 Улучшение
1. 3. 5. Плита и колонка. Плита представляет собой отливку, имеющую корыто для сбо- ра и отвода охлаждающей жидкости. Внутри плиты размещается электрооборудование станка. Пульт располагается на передней стенке плиты. На рабочей плоскости плиты имеются Т-образные пазы, которые служат для крепления приспособления. К верхнему платику плиты в кронштейне крепится колонка, по которой перемещается шпиндельная бабка, сама колонка с кронштейном соединена неподвижно. 1. 3. 6. Механизм натяжения ремня. По мере износа ремня происходит его растяжение. Для натя- жения ремня предназначена рукоятка 24 (рис. 4). 1. 3. 7. Шпиндель. Шпиндельный узел (рис. 4) смонтирован в корпусе, а шпин- дель 28—в гильзе 25 на шарикоподшипниках 26 и 32. Шпиндель получает вращение от втулки 30 и шкива 29 через шлицевое со- единение. Подача шпинделя — ручная, осуществляется вращением штурвала при помощи вала-шестерни 23 и гильзы с рейкой 25 Гайка 27 предназначена для снятия сверлильного патрона с ко- нуса шпинделя. 1. 3. 8. Шпиндельная бабка. Основу шпиндельной бабки составляет чугунный корпус. В корпусе смонтирован шпиндельный узел и механизм натяжения ремня. Сзади к бабке прикреплен электродвигатель. Шпиндель- ная бабка может поворачиваться на колонке и фиксироваться в нужном положении. Для перемещения шпиндельной бабки (рис. 1) по колонке 1 надо освободить зажимное устройство 2. Поворотом ручки подъемного механизма шпиндельной бабки влево или впра- во можно поднять или опустить шпиндельную бабку 8. н
Гис. 4. Шпиндельный узел. 12
1. 4. Смазочная система. 1. 4. 1. Во время эксплуатации все наружные обработанные поверхности деталей один раз в 7 дней следует смазывать маслом И-ЗОА. Схема смазки рабочих органов станка приведена на рис. 5. Перечень элементов системы и точек смазки приведен в табл. 5. Рис. 5. Схема смазки стайка. 13
Перечень элементов системы и точек смазки Таблица 5 Поз. обоз- начение Периодичность смазки Смазываемая точка Куда входит Смазочный материал 1 Раз в 2 лия Шлицевая часть шпинделя Шпиндель Масло И-ЗОА ГОСТ 20799-75 2 Раз в 7 дней Гайка и поверхность колонки Рукоятка, колонка То же 3 Раз в 30 дней Поверхность ласточкиного хвоста Плита То же 4 Раз в 3 дня Шейка вала-шестерни шпинделя и фиксатор корпуса иа колонке Ступнца, ручка То же 5 Раз в 18 м-цев Шарикоподшипник гайки На колонке ЦИАТИМ-201 ГОСТ 6267-74 6 То же Шарикоподшипники гнльзы и шкива Шпиндельная бабка То же
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ 2. 1. Указания мер безопасности. 2. 1. Указания мер безопасности. Безопасность труда на станке обеспечивается его изготовле- нием в соответствии с требованиями ГОСТ 12.2.009—80 и ГОСТ 12.2.049—80. Требования безопасности труда при эксплуатации станка устанавливаются соответствующими разделами руководства и настоящим разделом. 2. 1. 1. Для обслуживающего персонала. Персонал, допущенный к работе на станке: 1. Должен быть соответствующим образом проинструктирован; 2. Должен ознакомиться с--правилами эксплуатации и ремон- та станка, изложенными в руководстве. 2. 1. 2. Необходимо соблюдать все общие правила техники безопасности при работе на металлорежущих станках. 2. 1. 3. Переодически проверять правильность работы блоки- ровочных устройств. 2. 2. Порядок установки. 2.2. 1. Распаковка. При распаковке сначала снимается верхний щит упаковоч- ного ящика, а затем боковые. Необходимо следить за тем, чтобы не повредить станок упаковочным инструментом. 2. 2. 2. Транспортировка (рис. 7). Для транспортирования распакованного станка используется стальная штанга 0 17 мм, которая пропускается через предусмот- ренное в корпусе отверстие. При захвате станка канатами за штангу необходимо следить за тем, чтобы не повредить облицовку станка. При этом шпиндельная бабка станка должна быть сдвинута в крайнее нижнее положение и надежно закреплена. При транспортировании к месту установки и при опускании на фундамент станок не должен подвергаться сильным толчкам. 2. 2. 3. Перед установкой станок необходимо тщательно очис- тить от антикоррозийных покрытий, нанесенных на открытые и за- крытые кожухами и щитками обработанные поверхности станка, и во избежании коррозии покрыть тонким слоем масла «И-ЗОА» ГОСТ 20799-75. 15
Очистка сначала производится деревянной лопаточкой, а ос- тавшаяся смазка с наружных поверхностей удаляется чистыми салфетками, смоченными бензином Б-70 ГОСТ 511-66. 2. 2. 4. Монтаж. Схема установки станка приведена на рис. 6. Рис. 6. Установочные габариты станка 2. 2. 5. Станок устанавливается на деревянном или металли- ческом верстаке. Крепить станок к верстаку болтами диаметром 12 мм. 2. 2. G. Точность работы станка зависит от правильности его установки. Станок устанавливается на верстаке и выверяется при помо- щи уровня, установленного на плите. Отклонение не должно пре- вышать 0,04 мм на 1000 мм в обеих плоскостях. 16
2. 2. 7. Подготовка к первоначальному пуску. Станок должен быть присоединен к общей системе заземления цеха с помощью специального болта, расположенного на, плите станка. Заземление (зануление) станка и эксплуатация его электрооборудования должны производиться в соответствии с тре- бованиями „Правил технической эксплуатации и безопасности об- служивания электроустановок промпредприятий». К электросети станок подключается с .помощью переключателя В1. Аппарат АМО подключается автономно к питающей сети в цехе, где установлен станок. 2. 2. 8. Перед подключением к электросети необходимо про- верить: соответствие напряжения сети електрооборудованию. уста, новленному на станке; наличие ограничителя перемещения шпин- дельной бабки, надежность закрепления патрона на конусе шпин- деля и закрепления сверла, отсутствие самопроизвольного отпуска' ния пиноли. 2. 2. 9. Сделать вначале пробный пуск станка на холостом хо- ду на всех скоростях последовательно, начиная с наименьших обо- ротов шпинделя. В пёрвый период после пуска не рекомендуется работать на максимальных оборотах шпинделя. 2 2. 10. При обслуживании электрооборудования станка не- обходимо руководствовался установлеными правилами техники, безопасности при электромонтажных работах. Доступ к контактным частям электрических машин и аппара- тов разрешается только после отключения станка от электросети главным выключателем. 2. 2. 11. При работе. Запрещается работа с откинутым кожухом без выключения вращения шпинделя. К !
Рис. 7. Схема транспортировке 2. 3. Порядок работы. 2. 3. 1. Настройка, наладка и режим работы. На рис. 8 изображена шкала 1 перемещения шпинделя. При сверлении отверстий на заданную глубину можно пользоваться упором. Поворотом штурвала следует довести сверло до поверх- ности обрабатываемого изделия и засверлить на глубину конусной заточки сверла. Затем, освободив фиксатор 3, поворотом гайки 4 установить указатель 2 в положение «О». Повернув гайку 4, уста- новить заданную глубину сверления и законтрить фиксатор 3. 18
2. 3. 2. Регулирование. Частота вращения шпинделя регулируется при помощи клино- ременной передачи. Имеется пять частот вращения шпинделя (см. рис. 3 и табл. 7). Для изменения частоты вращения шпинделя тре- буется поднять кожух, закрывающий клиноременную передачу, освободить подмоторную плиту от зажима при помощи рукоятки 6 (рис. 2) и поворотом рукоятки 2 натяжения ремня расслабить ремень. Переставить ремень на требуемую ступень шкива. Пово- ротом рукоятки 2 произвести натяжение ремня, после этого опять зафиксировать плиту рукояткой 6. 19
2. 4. Характерные неисправности и методы их устранения Таблица б Наименование неисправности Вероятная причина Методы устранения При включении пере- , ключателя В1 в сеть перегорают предохра- нители Короткое замыкание в цепях АЮ, В1О, СЮ или All, В11, СИ Проверить цепи и устранить замыкание Не включается дви- гатель Перегорели предохра- нители Заменить предохранители Нет питания в цепи пускателей (Pl, Р2) Проверить цепи питания пускателей, устранить неисправность Двигатель включается только в одну сторону Нет питания в цепи одного из пускателей Проверить цепь питания данного пускателя Устранить ненсправиость Двигатель гудит, но не вращается или враща- ется на очень низких оборотах Обрыв одной из фаз Перегорел одна предо- хранитель Проверить и устранить неисправность Заменить предохранитель 2. 5. Особенности разработки и сборки при ремонте. Разборка и сборка станка при ремонте особых затруднении не вызывают. Подшипники 6-36205Е ГОСТ 831-75 при замене пс- необходимо дупликсировать. При увеличении зазора между гиль- зой 25 (рис. 4) и корпусом свыше 0,15 мм, необходимо перерас точить и вновь притереть отверстие под гильзу в корпусе, а гиль- зу сделать новую или реставрировать, обеспечивая зазор между гильзой и корпусом не более 0,016 мм. 2. 6. Материалы по запасным частям. 2. 6. 1. Схема расположения подшипников приведена па рис. 9. 2. 6, 2. Перечень подшипников качения дан в табл. 7. 20
Рис. 9. Схема расположения подшипников Перечень подшипников качения Таблица 7 Наименование, класс точности Куда входит Поз. см. рис. 13 Кол. Подшипник 5-104 Шпиндель 3 2 ГОСТ 8338-75 - Подшипник 5-203 ГОСТ 8338-75 Шпиндель 2 1 Подшипник 6-36205Е ГОСТ 831-75 Шпиндель 1 2 Подшипник 0-8114 ГОСТ 6874-75 Рукоятка 4 1 2. 6. 3. Перечень чертежей быстроизнашиваемых деталей дан в табл. 15, а чертежи этих деталей см. в приложении 2. 21
3. ПАСПОРТ 3. 1. Общие сведения. Инвентарный номер ......................... Завод ..................................... Цех ....................................... Дата выпуска станка ..................... 3. 2. Основные технические данные и характеристики. 3. 2. I. Техническая характеристика (основные параметры и размеры) дана согласно ГОСТ 1227-79Е, класс точности Н по ГОСТ 8-82. Наибольший диаметр сверления, мм — 12 Конец шпинделя, конус наружный по ГОСТ — Конус 9953-82. ' Морзе В18 Вылет шпинделя от колонны, мм — 190 Наибольшее расстояние от торца шпинделя до рабочей поверхности стола, не менее, мм — 400 Наибольший ход шпинделя, не менее, мм — 100 Ширина рабочей поверхности стола по ГОСТ 6569-75, мм — 250 Число Т-образных пазов плиты — 3 Расстояние между пазами по ГОСТ 6569-75, мм — 50 Ширина центрального паза по ГОСТ 1574-75, мм — 14Н8 Число скоростей шпинделя — 5 Пределы чисел оборотов вращения шпинделя, об/мин — 450—4500 Габаритные размеры станка, мм длина — 795 ширина — 370 ±3 высота — 950 ±3 Масса станка, кг — 120
СП Д, ЬЭ >— Номер ступени 1 I II III IV V Положение (см. рис. 3) ремня Н— to СО л. СЛ 03 сл о о о о о о о о о прямого ' вращения Число ТО0 шп в м ю £*> 00 «и СЛ СЛ ся О о о о ООО о о обратного вращения оборо- :инделя ин. — о о о о о О СО -- W СЛ СО 00 о о сл О СП СО Наибольший допус- тимый крутящий мо- мент на шпинделе, к Гм о о о о о СП СП СЛ СЛ СЛ по приводу Мощность на шпинделе, кВт 0,40 0,45 0,45 0,45 0,45 i по наиболее слабому звену 0,9 I 0,9 ) 0,9 0.9 0,9 Коэффициент полез- • ного действия станка Ремень Электродви- гатель 1 " Слабое звено
С Характеристика механизма главного движения дана в табл. 00 00
3. 3. Комплект поставки дан в табл. 9 Таблица 9 Обозначение Наименование Кол. Примечание Входит в комплект и стоимость стайка 2М112 . Станок в сборе 1 Принадлежности Аппарат местного освещения АМО-4У4 х 1 Светильник HKC1XL00/T120-04 УХЛ4 1 Лампа МО 24-40 1 Патрон сверлильный 16-В18 ГОСТ 8522-79 Документы 1 2М.112.00.000РЭ Руководство по 9ксплуатации 1
3. 4. Сведения об изменениях в станке Таблица 10 Наименование и обозначение составных частей станка Основание (наименование, документа) Дата проведен- ных изменений Характеристика работы станка после проведения изменений Должность, фамилия и подпись ответ- ственного лица
3. 5. Сведения о ремонте Таблица 11 Наименование и обозначение составных частей станка Основание для сдачн в ремонт Дата Катего- рия слож- ности ремонта Ремонт- ный цикл работы станка в часах Вид ремонта Должность, фамилия и подпись ответствен- ного лица поступ- ление Ъ ремонт выхода из ремонта произво- дившего ремонт приняв- шего ремонт - - •
3. о. Свидетельство о приемке 3. 6. 1. Результаты испытания. Станок настольно-сверлильный мппрли 2М112, класс точности Н, заводской номер............. .... Испытание станка на соответствие нормам точности и жест- кости по ГОСТ ам 8-82 и 370-81. ,. 3. 6. 2. Проверка геометрической точности изделия. Таблица 12 Номер про- верки Что проверяется Допуск по стандарту (ТУ), мм Фактичес- кие откло- нения, мм 1,3 1.8 Плоскостность рабочей поверхнос- ти плиты (выпуклость не допуска- ется) Перпендикулярность рабочей по- верхности стола к оси вращения шпинделя: а) п вертикальной плоскости сим- метрии станка (на длине 150 мм, отклонение конца шпинделя толь- ко к колонне) 0,020 на всей ра- бочей поверхнос- ти плнты 0,025 • б) в вертикальной плоскости, пер- пендикулярной плоскости симмет- рии станка (на длине V50 мм) 0,025 1.9 .Перпендикулярность траектории пе- ремещения шпинделя или шпин- дельной бабки рабочей поверхности стола: 1.12 а) в вертикальной плоскости сим- метрии станка (на длине 100 мм отклонение конца шпинделя толь- ко к колонне) б) в вертикальной плоскости, пер- пендикулярной симметрии станка (на длине 100 мм) 0,030 0,030 Радиальное биение конуса шпинде- ля (наружного) в середине длины конуса 0,008 3.3 Перпендикулярность оси наружно- го шпинделя рабочей поверхности стола в вертикальной плоскости, пер- пендикулярной плоскости симмет- рии станка. 0,15 3.4 Относительноее перемещение под нагрузкой шпинделя н стола. 0,40 27
3. 6. 3. Йормы Шума Таблица 13 Что проверяется Метод проверки Условия приемки Примечаиие доп. фактич. Корректированный уровень звуковой мощности LpA, дБА Средний уровень звука LA, дБА В соответствии с ГОСТ 12.1.026- У80 LpA не дол- жен превы- шать 85 дБА LA не дол- жен превы- шать 72 дБА Проверяется выборочно 1%, 3. 6. 4. Испытание станка на соответствие остальным техни- ческим условиям. Станок отвечает всем предъявленным к нему требованиям и техническим условиям. 3. 6. 5. Электрооборудование. Электрическая принципиальная схема станка модели 2М112 и перечень элементов к ней даны в прияржсиин-Н----------------- Электрошкаф (пульт управления). ИЛИЗЛ Шяуляйского Предприятие-изготовитель .............. Р?ДИТе?ни.кума ... t Заводской номер ................................ „....... Питающая сеть: напряжение 380 В; род тока частота 50 Гц. Цепи управления: напряжение 380 В; род тока ~ . Местное освещение: напряжение 24 В. Номинальный ток (сумма номинальных токов, одновременно работающих электродвигателей).:. .'fl'? J.. ...А. Номинальный ток защитного аппарата (предохранителей, ав- томатического выключателя) в пункте питания электроэнергией 6,0 А. Электрооборудование выполнено по следующим документам: принципиальной схеме рис. 12 принципиальной схеме приложение 1 схеме соединения шкафа управления —- схеме соединения станка —
Данные электродвигателя см. в табл. 14 ___ Таблица 14 Обозначе- ние по схеме Назначение Тип 1 J Мощность, кВт Номин. ток, А Ток, А Холостой ход Нагрузка Ml Електродвнга- тель привода шпинделя 4А(Х)71А4УЗ 0,55 1,7 (2,9) • fee более 0,8 (1,3)* не более 1,7 (2,9)* Примечание. *При напряжении 220 В. Испытание повышенным напряжением промышленной частоты проведено напряжение.................В. Сопротивление изоляции проводов относительно земли, МОм. Силовые цепи не менее 1 МОм Цепи управ- ления не менее 1 МОм Обмоток электро- двигателя не менее 0,5 МОм МОм* МОм* МОм* Примечание. *Для передвижных ремонтных мастерских — 220 В. Электрическое сопротивление между винтом заземления и металлическими частями, которые могут оказаться под напряже- нием 42 В и выше, не превышает 0,1 Ома. ВЫВОДЫ: Испытания показали, что электродвигатели, аппа- ратура и монтаж электрооборудования, соответствуют требованиям к электрооборудованию, приведенным в технических условиях па изделие. л; 3. 6. 6. Общее заключение по испытанию станка. На основании осмотра и проведенных испытаний станок приз- нан годным к эксплуатации. Станок соответствует требованиям ГОСТ 7599-82, ГОСТ 12.2.009-80 и технических условии ТУ 2-024- -4596-83 на станок. " Дата выпуска ПТгамп ОТК Начздьяик ОТК ... .... (...............) (•юдпись) (фамилия, и., о.)
УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ 3. 7. 1. Безопасность работы електрооборудовапия станка обеспечивается его изготовлением в соответствии с требованиями ГОСТ 12.2.009-80 и выполнением указаний настоящего руко- водства. . '• 3. 1. 2. Для обслуживающего персонала. Персонал, занятый обслуживанием электрооборудования стан- ка, а также и ремонтом, обязан: 1. иметь допуск к обслуживанию электроустановок напряже- нием до 1000 В; 2. знать действующие правила технической эксплуатации й без- опасности обслуживания электроустановок промышленных пред- приятий ио ГОСТ 12.1.019—79 и ГОСТ 12.3.019—80. 3. руководствоваться указаниями мер безопасности, которые содержатся в настоящем руководстве; 4. знать принципы электрооборудования станка. 3. 7. 3. Для обеспечения безаварийной работы станка, напря- жение питающей сети на его вводе должны быть в пределах от 0,9 до 1,1 номинального значения, а отклонение частоты от номи- нального значения в пределах ±’ I Гц. 3. 7. 4. Станок и устройства, входящие в его состав, которые могут оказаться под опасным напряжение^ должны иметь надеж- ное заземление. К заземляющему зажиму установленному на вводе к станку должен быть подведен от сети заземляющий проводник (провод или шипа). Качество заземления должно быть проверено внешним ос- мотром и измерением сопротивления между металлическими час- тями станка и каждого устройства и зажимом для заземления, на- ходящимся иа вводе к станку. Сопротивление заземления не должно превышать 0,1 Ом. 3. 7. 5. Категорически запрещается производить работы под напряжением. .. 3.' 7. 6. Электрооборудование станка подключается к источнику питания через один ввод. 30
3. 7. 7. Для подключения и отключения станка к питающей сё- ти на станке установлен вводной выключатель с устроством для запирания его в отключенном состоянии. При ремонте и перерывах в работе вводной выключатель дол- жен быть отклычен и заперт устройством для запирания его в отключенном состоянии. ' ВНИМАНИЕ! При отключенном вводном выключателе остаются под опасным напряжением цепи питания станка и блокировочные контакты вводного выключателя. 3. 7. 8. Для обеспечения безопасности на пульте управления станка контактные зажимы, предназначенные для присоединения кабеля, идущего от источника питания, защищены крышкой из изоляционного Материала. 3. 7. 9. В станке имеется нулевая защита, исключающая са- мо произвольное включение станка. 3. 7. 10. На пульте управления станка установлена кнопка Аварийный стоп с грибовидным толкателем красного цвета, которая обеспечивает отключение всего электрооборудования станка не- зависимо от режима работы. Действие кнопки АВАРИЙНЫЙ СТОП должно проверяться при первоначальном пуске станка. КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ РАБОТАТЬ НА СТАН- КЕ ПРИ НЕИСПРАВНОСТИ ЭЛЕКТРИЧЕСКОЙ ЦЕПИ ОТ- КЛЮЧЕНИЯ ОТ КНОПКИ АВАРИЙНЫЙ СТОП. 31
Электрооборудование выполнено по; Принципиальной схеме Схеме соединения Схеме соединения пульта управления №......... ............ Электродвигатель Обозначе- ние - Тип Мощность, кВт Момент, Н. м 1 ! 1 — ] Номнн. ток, А Ток, А холостой ход нагрузка 1 2 Ml Электродви- гатель привода шпинделя А 9 93 0,55 % %%з ^/^9 1. При ненагруженном станке 1. При ненагруженном станке Испытание повышенным напряжением промышленной частоты.. ...проведено Сопротивление изоляции проводов относительно земли: Силовые цепи: нс менее 1 МОм, Цепи управления: не менее 1 МОм Электрическое сопротивление между винтом заземления и метал- лическими частями, которые могут оказаться под напряжением св. 42 В, не превышает 0,1 Ом. Вывод. Элекотродвигатели, аппараты, монтаж электрооборудова- ния и его испытания соответствуют общим техническим требованиям и электрооборудованию станков (механиз- мов). Испытания провел................... Подпись.... Дата Число листов:...... з;
3. 11. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ 3. 10. 1. Станок предназначен для эксплуатации в макрокли- матических районах с умеренным климатом. Станок должен размещаться в помещениях с искусственно ре- гулируемым климатическими условиями. Например, в закрытых отапливаемых или охлаждаемых и вентилируемых производствен- ных помещениях, в том числе в хорошо вентилируемых подзем- ных помещениях (отсутствие прямого воздействия атмосферных осадков, ветра, а также песка и пыли наружного воздуха). '3. 10. 2. Регулирование. В процессе эксплуатации станка возникает необходимость в регулировании составных частей станка с целью восстановления их нормальной работы. Если с течением времени наблюдается уменьшение крутящего момента шпинделя, то следует проверить натяжение ремня. Если ремень окажется недостаточно натянутым, его следует подтянуть. Для этого требуется поднять кожух, закрывающий клинорем- ную передачу, освободить подмоторную плиту от зажима при по- мощи рукоятки 6 (рис. 2), и поворотом рукоятки 2 натяжения ремня произвести натяжение ремня. После этого опять зафикси- ровать плиту рукояткой 6. 3. 12. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА Предприятие-изготовитель гарантирует соответствие станка модели 2М112 требованиям настоящих технических условий при соблюдении потребителем условий эксплуатации, транспортирова- ния, хранения и упаковки станка. Срок гарантии устанавливается 12 месяцев со дня пуска станка в эксплуатацию, но не позднее 6 месяцев для действую- щих и 9 месяцев для вновь строящихся предприятий с момента прибытия станка на станцию назначения или с момента получе- ния его на складе предприятия-изготовителя. 35
Приложение 1 Электрическая принципиальная схема станка модели 2М112 Обозначение позиции Наименование Коли- чество Приме- чание В1 Переключатель ПКУЗ-54И-2037УЗ Ки1 ТУ 16.526.047-74 Выключатель 1 КЕ201УЗ йен. 5 крас- Ки2; КиЗ ный „П“ТУ 16-526.407-79 Выключатель КЕ-181 УЗ исп. 2 черный „П„ 1 ТУ16-526.407-79 Светильник А Л НКС01Х100/П20-04У4 ТУ 16-535.589-81 Лампа МО24-40 ГОСТ 1182-77 Ml Двигатель 4А(Х)71А4УЗ 380В50ГЦ I 1М3031 или 1М3081 ГОСТ 19523-74 1 Пр1; Пр2; ПрЗ Предохранитель ПР-1М с плавкой вставкой ПВД-6 ТУ 16-522.112-74 3 Р1;Р2 Пускатель ПМЕ-041У4 380В Тр; В2; ОСТ 16.0.536-001-72 2 50Гц Аппарат АМО-4У4 380/24В ТУ 16-517.118-75 1 50Гц | 3 А '•50 Гц , 3803 5. Г. 1=4 =4 31 АО 8Ю [10 Пр! № ПрЗ ][ ][ ] АН вн сн Р1 А2 В<2 С12
Приложение 2 БЫСТРОИЗНАШИВАЮЩИЕСЯ ДЕТАЛИ СТАНКА МОДЕЛИ 2М112 Таблица 15 № рис. Обозначение чертежа Наименование Кол. Материал Куда входит 1 2M.30.20.010 Втулка 1 Сталь 45 ГОСТ 1050-74 Шпиндельная бабка 2 2М.30.30.017 Шпиндель 1 . Сталь 40х ГОСТ 4543-74 То же 3 ’ 2М.30.30.018 Ганка 1 Сталь 45 ГОСТ 1050-74 То же 4 2М.30.00.019 Стержень 1 Сталь 45 ГОСТ 1050-74 То же 5 2М.30.00.022 Стержень 1 Сталь 45 ГОСТ 1050-74 То же 6 2М.30.00.020 Втулка 1 Сталь 45 ГОСТ 1050-74 То же 7 2М.30.60.011 Пружина 1 Лента ПТ 2ПК-08х12 ГОСТ 21996-76 То же
'<:>+OJOO
I. Улучшение. 2. Неуказанные предельные отклонения размеров: отверстий Н14, валов Ы4, IT 14 остальных ± ----g----- 3. Неуказанные фаски 1x45°. 4. Масса 0,15 кг. . Рнс. 1. Втулка.
W' 1. Улучшение. 2. Неуказанные предельные отклонения размеров: IT отверстий Н 14, валов h 14, остальных ± —? 3. Допуск круглости конуса по АТ8. 4. Масса 0,700 кг. Рис. 2. Шпиндель 39
1. Неуказанные предельные отклонения размеров: IT 1 отверстий Н 14, валов h 14, остальных ± --~ л 2. Покрытие Хим. оке. прм. 3. Масса 0,068 кг. Рис. 3. Гайка 40
1. Неуказанные предельные отклонения размеров IT отверстий Н 14, валов h 14, остальных ± — 2. Покрытие Хим. оке. нрм. 3. Масса 0,049 кг. Рис. 4. Стержень 41
1. Неуказанные предельные валов h 14, остальных ± отклонения размеров IT 14 2 2. Покрытие Хим. оке. прм. 3. Масса 0,16 кг. Рис. 5. Стержень 42
1. HRC 38... 40. 2. Неуказанные предельные отклонения размеров IT отверстий Н 14, валов h 14, остальных ± — 3. Покрытие Хим. оке. прм. 4. Масса 0,060 кг. Рис. 6. Втулка 43
1. ‘Размер для справок. 2. Предельные отклонения размеров: валов h 14, IT 14 остальных ±-----1. 3. Масса 0,16 кг. Рве. 7. Пружвиа 44
ДАННЫЕ О ПОКУПНЫХ ИЗДЕЛИЯХ СТАНКА 2М.00.00.000 Д1 1. ЭЛЕКТРОДВИГАТЕЛЬ 4А(Х)71А4УЗ ГОСТ 19523-74. Мощность на валу, кВт ......................... 0,55. Напряжение, В .............. 380 (220 по особому заказу) Частота, Гц ......,.............................. 50 Число оборотов в минуту ....................... 1370. Исполнение .........................1 МЗОЗ 1 или 1М3081 Коробка выводов с деталями для крепления металло- рукава .......................... К—3—1. 2. ПУСКАТЕЛЬ ПМЕ041УЧ ОСТ 16.0536.001-72 Напряжение катушки, В .......................... 380, Частота, Гц ....................................... 50. Число контактов, Н. О. и П. 3....................4 и 2 3. АППАРАТ МЕСТНОГО ОСВЕЩЕНЙЯ АМО-4У4 ТУ 16-517.118-75. Напряжение, В ..............................'.... 380/24 Мощность, Вт ................................ 50. . 4. ВЫКЛЮЧАТЕЛЬ КЕ 181 УЗ ИСП. 2 ТУ 16-526.407-79 с кабелем черного цвета. 5. ВЫКЛЮЧАТЕЛ Ь КЕ 201УЗ ИСП.5 ТУ 16-526.407-79 с грибовидным толкателем красного цвета. 6. СВЕТИЛЬНИК МЕСТНОГО ОСВЕЩЕНИЯ НКС01Х100/П20-04У4 ТУ 16-535.589-81, с основанием и клеммни- ком. Длина стойки, мм ............................... 500. Количество винтов крепления, ед.................. 4 7. ЛАМПА НАКАЛИВАНИЯ МО 24-40УЗ ГОСТ 1182-77. Напряжение, В .............................*..... 24 Мощность, Вт ................................. 40. 8. ПРЕДОХРАНИТЕЛЬ ПР-1М ТУ 16-522.112-74 с плавкой вставкой на 6 А. 45
9. РАЗЪЕМ ШТЕПСЕЛЬНЫЙ. Колодка ШР20П4НГ5 ГЕО.364Ю7ТУ. Вставка ШР20П4НШ5 ГЕО.364.Ю7ТУ. 10. Переключатель ПКУ354 И-2037УЗ ТУ 16-526.047-74. 46
Выдержавший несколько модернизаций советский вертикальный настольно-сверлильный станок модели 2М112, имеющий координатный стол, до сих пор широко востребован и для нужд домашней мастерской, и в небольших ремонтных предприятиях.
Независимо от производителя (а модель 2М112 выпускалась в Литве заводом Komunaras, и в г. Киров, ныне Вятка – местным станкостроительным заводом), данный агрегат сохраняет достаточную функциональность и удобство. 
Высокая надежность станка и хорошие технические характеристики обеспечиваются крайне простой конструкцией. В конструкции применено всего 6 подшипников, а шкивы для смены числа оборотов, хоть и громоздки и неудобны, позволили исключить удобную, но не надежную шестеренчатую коробку переключения оборотов. Подшипники станка 2М112 установлены в узле, в котором находится шпиндель, который иначе именуют пиноль, и благодаря которому осуществляется вертикальное перемещение инструмента. Еще один подшипник находится в узле подъема шпиндельной бабки. Малое количество смазываемых узлов облегчает обслуживание настольно-сверлильного станка 2М112.
Ввиду простоты, надежности и низкой стоимости станок хорошо зарекомендовал себя в учебных мастерских.
Технические характеристики станка 2М112
Расшифровка названия станка следующая. Первая цифра 2 обозначает, что рассматриваемое оборудование относится к сверлильному, а буква М означает, что базовая модель (её условное обозначение 2112) подвергалась модернизации. Первая из единичек в обозначении указывает тип агрегата, а две последние цифры – наибольший размер круглого в плане отверстия, которое можно получить на данном оборудовании. Настольно-сверлильный станок 2М112 имеет технические характеристики, свойственные всем устройствам сверлильных станков подобного класса. https://youtu.be/JTbwQA80fK8 Таким образом, универсальный настольный вертикально сверлильный станок модели 2М112 может работать с отверстиями не более 12 мм в диаметре, причём материалом условной заготовки считается некаленая сталь 45 (для менее прочных материалов, например, алюминия, допускается и больше). Основные технические характеристики:
- Вылет шпинделя – 0,19 м.
- Номер применённого конуса Морзе – В18.
- Вертикальное перемещение патрона со рабочим инструментом – 100 мм.
- Диапазон регулировки просвета между нижним торцом шпинделя и верхней кромки пазов на столе – 50…400 мм.
- Стол – координатный, рабочие размеры 200×250 мм (производятся варианты и с увеличенным по ширине столом).
- Количество скоростей вращения шпинделя (изменяется ступенчато) – 5, от 450 до 4500 мин-1.
- Привод – электрический: мощность двигателя – 550 Вт, питающее напряжение 3 фазы 380 В.
- Габаритные размеры сверлильного станка 2М112 (длина×ширина×высота) – 770×370×950 мм.
- Вес – 120 кг.

Советские станки, изготавливаемые как на заводе Комунарас, так и на производстве в г. Киров — рассчитывались на точность операции сверления Н (обычную) по ГОСТ 8-82.
Кроме сверления, назначение оборудования заключается в том, чтобы производить нарезание резьбы. Для этого конструкция предусматривает вертикальный специальный резьбонарезной патрон.
Устройство сверлильного станка 2М112
Кинематическая схема и общий вид включают в себя следующие элементы:
- Электрический двигатель.
- Клиноременную передачу.
- Вертикальный кронштейн.
- Шпиндель, входящий в состав инструментальной головки.
- Рукоять передвижения инструментальной головки по кронштейну.
- Рукоятку подачи пиноли.
- Опорную плиту с координатным столом, на поверхности которого имеются Т-образные пазы.
- Защитный кожух, закрывающий шкив сверлильного станка 2М112.
- Хомут с мерной линейкой.

Описание работы сверлильного станка 2М112
Шпиндель сверлильного станка 2М112 может перемещаться по колонне и крепится посредством винтового зажима. Пиноль станка может подниматься до высоты 400 мм над поверхностью рабочего стола, позволяя обрабатывать заготовки в широком диапазоне размеров. Перед пуском двигателя обрабатываемая деталь закрепляется зажимами, находящимися в Т-образных пазах, которые имеет координатного стол 2М112. Производитель сверлильного станка 2М112 в качестве дополнительного оборудования предлагает тиски, которые устанавливаются на станине в пазы координатного стола.
Шпиндель проверяется на рабочую скорость вращения, которая зависит от твёрдости детали, после чего вручную устанавливаются вылет инструментальной головки и её положение относительно координатного стола. В патрон устанавливается сверло (или метчик) необходимого диаметра. Ход (особенно, если он – большой) проверяется при неработающем приводе, после чего включается электродвигатель, и с деталью производится необходимая технологическая операция, сверление или нарезание резьбы.  Регулировку высоты шпинделя для сверлильного станка 2М112 облегчает возвратная пружина. При наличии дополнительной тумбы в конструкции вылет для настольно-сверлильного станка Комунарас 2М112 можно искусственно увеличить, не теряя при этом в устойчивости оборудования. Набор сменных шкивов позволяет простым способом и оперативно работать с иной скоростью вращения.
Регулировку высоты шпинделя для сверлильного станка 2М112 облегчает возвратная пружина. При наличии дополнительной тумбы в конструкции вылет для настольно-сверлильного станка Комунарас 2М112 можно искусственно увеличить, не теряя при этом в устойчивости оборудования. Набор сменных шкивов позволяет простым способом и оперативно работать с иной скоростью вращения.
Конус Морзе позволяет быстро сменить патрон для сверлильного станка 2М112 на иной рабочий инструмент с аналогичным креплением. Удобство работы повышается благодаря тому, что рабочий стол неподвижен, а вращается пиноль, а точнее весь шпиндельный узел вокруг неподвижной опоры.
У станка 2М112 имеется подсветка, расположенная в шпиндельном узле.
Производители сверлильного агрегата 2М112 предусматривает его обязательное защитное заземление при работе для повышения безопасности. Подробные указания по заземлению содержит паспорт агрегата.
Скачать паспорт (инструкцию по эксплуатации) настольно-сверлильного станка 2М112
Обслуживание
Все работы по обслуживанию универсального настольно-сверлильного станка 2М112 заключаются в контроле натяжения ремня шкива и смазке отдельных узлов устройства. При нормальной нагрузке чаще всего (раз в 2 дня) смазку и очистку требует шпиндель (пиноль), особенно шлицевые поверхности. Раз в неделю смазывается поверхность вертикальной колонны и регулировочная гайка. Раз в полгода требует замены смазки подшипники шпинделя и колонки. При частой смене количества оборотов нуждается в смазке регулятор натяжения ремня и фиксатор защитного кожуха шпинделя. Подшипники смазываются консистентной смазкой типа ЦИАТИМ или Литол.
Паспорта к сверлильным станкам
Опубликовано admin Окт 8, 2011 в
| № | НАЗВАНИЕ | ССЫЛКА |
| 1. | 2Г106П — станок вертикально-сверлильный одношпиндельный настольный, г. Ереван. Паспорт, Руководство (djvu) | Скачать |
| 2. | 2А554 Радиально-сверлильный станок | Скачать |
| 3. | НС-3А — настольный вертикально-сверлильный станок до 3 мм. Паспорт и Руководство,1960 (djvu) | Скачать |
| 4. | 2Н115ПМ — станок настольно-сверлильный, г. Пермь. Паспорт и Руководство (djvu) | Скачать |
| 5. | 2Н112, 2Н112П — станок настольно-сверлильный, г. Пермь. Паспорт и Руководство (djvu) | Скачать |
| 6. | С-08 — настольно-сверлильный станок. Паспорт, Описание, Нормы точности, 1962 (djvu) | Скачать |
| 7. | ИЭ-1035.ЭУ2 — машина ручная сверлильная электрическая, завод «Электроинструмент», г. Ростов-на-Дону. Паспорт (djvu) | Скачать |
| 8. | ЗИМ-426 — настольно-сверлильный станок, г. Новосибирск (djvu) | Скачать |
| 9. | 2А135, станок универсальный вертикально-сверлильный, г. Стерлитамак, 1960 год (djvu) | Скачать |
| 10. | КС12-500М2 — станок координатно-сверлильный с автоматической сменой инструмента и программным управлением, г. Владимир. Паспорт (djvu) | Скачать |
| 11. | КД-14 — специальный сверлильный станок, г. Каунас. Руководство по эксплуатации (djvu) | Скачать |
| 12. | 2А112 — настольно-cверлильный станок | Скачать |
| 13. | Carlton-radials-3a4a5a-nodate — станок радиально-сверлильный | Скачать |
| 14. | сн15-ш1-вертикально-сверлильный настольный станок 1962г. | Скачать |
| 15. | 2С132, 2С132К, 2С132Ц, 2С132ПФ2И — станки вертикально-сверлильные | Ч1 Ч2 Ч3 |
| 16. | ГС 520-станок настольный сверлильно-фрезерный. | Скачать |
| 17. | 2М55- станок радиально-сверлильный. | Скачать |
| 18. | 2Г103П Настольный вертикально-сверлильный станок повышенной точности. Калязин, 1979 г. | Скачать |
| 19. | 2Н106П, станок вертикально-сверлильный настольный, г. Молодечно (Беларусь), 1972 г. Паспорт, Руководство, Акт приемки (djvu) | Скачать |
| 20. | 2532Л Радиально-сверлильный | Ч1 Ч2 Ч3 |
| 21. | 2M103П, станок настольный вертикально-сверлильный повышенной точности, г. Кировакан (Армения), 1980г. Руководство (djvu) | Скачать |
| 22. | 2С132К, станок вертикально-сверлильный с плавающим столом | Скачать |
| 23. | 2Н125, 2Н135, 2Н150, универсальный вертикально-сверлильный станок | Скачать |
| 24. | 2А53, станок радиально-сверлильный, Одесса | Скачать |
| 25. | 2532Л, станок радиально-сверлильный с поворотным столом | Скачать |
| 26. | 2Г125, станок вертикально-сверлильный | Скачать |
| 27. | 2А135, станок универсальный вертикально-сверлильный, завод «Киргизкабельмаш», г. Фрунзе, 1973 год (pdf) | Скачать |
| 28. | АС2116М, станок вертикально-сверлильный настольный, Астрахань | Скачать |
| 29. | ВСН, станок вертикально-сверлильный настольный, Касимов | Скачать |
| 30. | 2Н106П, станок вертикально-сверлильный настольный, Молодечно, Беларусь,1978 г. Руководство по эксплуатации | Скачать |
| 31. | 2А554 электрооборудование | Ч1 Ч2 |
| 32. | Корвет 49, станок вертикально-сверлильный настольный, Воронеж (КНР) | Скачать |
| 33. | СУС-1, станок вертикально-сверлильный настольный, Вильнюс | Скачать |
| 34. | С155 (СА155), станок вертикально-сверлильный настольный, Кировакан | Скачать |
| 35. | 2054М, станок вертикально-резьбонарезной, кабаньевский станкозавод | Скачать |
| 36. | 2054М, станок вертикально-резьбонарезной, Краснореченский станкостроительный завод им. Фрунзе, 1976г. | Скачать |
| 37. | 2118-А, станок вертикально-сверлильный, Молодечно | Скачать |
| 38. | 2Е52, станок радиально-сверлильный переносной, Октемберян | Скачать |
| 39. | 2К52-1, станок радиально-сверлильный, Гомель | Скачать |
| 40. | ГС2116К, станок вертикально-сверлильный настольный, Гомель | Скачать |
| 41. | ГС2112, станок вертикально-сверлильный настольный, Гомель | Скачать |
| 42. | 2А125, станок вертикально-сверлильный, Стерлитамак | Скачать |
| 43. | 2Н125, 2Н135, 2Н150, станок вертикально-сверлильный, Стерлитамак | Скачать |
| 44. | 2А55 Радиально-сверлильный станок | Скачать |
| 45. | 2M55, станок радиально-сверлильный, Одесса | Скачать |
| 46. | 2А125.135.150 | Скачать |
| 47. | 2Л53 Радиально-сверлильный станок | Скачать |
| 48. | 2СС1 Настольно-сверлильный станок (бытовой) | Скачать |
| 49. | 2Н125, 2Н135, 2Н150 Вертикально-сверлильные станки | Скачать |
| 50. | 2Н55 — радиально-сверлильный станок, Одесса. паспорт, руководство (djvu) | Скачать |
Страницы: 1 2