- Manuals
- Brands
- Baruffaldi Manuals
- Industrial Equipment
- TOEM 120
- Assembly drawing
-
Bookmarks
Quick Links
Pagina N°.
Page Nr.
Edizione
S.p.A
11-93
Edition
Related Manuals for Baruffaldi TOEM 120

Summary of Contents for Baruffaldi TOEM 120
-
Page 1
Pagina N°. Page Nr. Edizione S.p.A 11-93 Edition… -
Page 2
Pagina N°. Page Nr. ASSEMBLY DRAWING Edizione S.p.A (section view) 11-93 Edition… -
Page 3
( __ __ ) for TOEM 200 — 250 for TOEM 707a 120 — 160… -
Page 4: Turret Disassembly
Pagina N°. TURRET DISASSEMBLY Page Nr. (Related to the toolholders Edizione S.p.A 11-93 rotation) Edition — Set out the turret in open position (unlocked) — Remove the screws 714 and 715 — Remove all the support ( S ) complete of gear 712, (to facilitate the removing of this last, hit the ends ( E ) with a plastic hammer).
-
Page 5
Slot ( A ) for Extremity (E) locking pino clutch (708) (on line with hole F) extremity (E) gear (712) on line Turret (mm) (mm) size TOEM 120 TOEM 160 TOEM 200 TOEM 250 Surfaces on contact GROUP ( I ) -
Page 6
S n°4 Diameter Diameter Turret R (mm) S (mm) size 8,25 TOEM 120 8,25 TOEM 160 8,25 TOEM 200 8,25 TOEM 250 Whenever the turret is disassembled, check the state of the following elements which will have to be replaced in… -
Page 7
Assemble the parts as shown, then check that the value of U is between the ranges in the table below. If it is not then grind a new distance piece 025 to it so that U falls within the ranges specified in the table. Turret Dimension size U(mm) TOEM 120 TOEM 160 TOEM 200 TOEM 250… -
Page 8: Page Nr
Pagina N°. HINTS FOR Page Nr. REASSEMBLE Edizione S.p.A 11-93 Edition DURING COMPLETE REASSEMBLE — Insert the keys 309 into their corresponding key-ways (with identical marks) keeping the threaded holes turned towards the ring nut 020 and in contact with the bottoms of the key-ways. — Check that pinion 008 has a good sliding fit.
-
Page 9: Toem 120 Toem 160 Toem 200 Toem 250
The lubricant must be renewed only after eventual complete dismantling of the turret. The lubricant, with viscosity 80 SW 90, must be compatible with rubber & teflon. The following table indicates the quantities to be used. Turret size Quantity of oil TOEM 120 0,500 TOEM 160 0,700 TOEM 200…
-
Page 10
Adjust the air gap (0,2 — 0,3 mm to be checked in a vertical position and acting on the distance pieces 090). Reassemble the whole by following the above sequence in reverse. TOEM 120 — 160 — 200 — 250… -
Page 11
SUBSTITUTION AND Pagina N°. Page Nr. ADJUSTEMENT OF THE Edizione S.p.A 11-93 ANGULAR ENCODER Edition Remove the rear cover 011, disconnect the encoder leads from the terminal block 310, remove the stirrups 067 and extract the encoder. Remove the driving hub 035 and mount it on the new encoder. Remount the encoder following the above instructions in reverse and connect it to the terminal blocks. -
Page 12
«red» indicator on the back part of the proximity switch should light up. Replace the rear cover and the top cover. 300 a Luminous indicator Turret size (mm) TOEM 120 18,3 TOEM 160 18,3 TOEM 200 18,3 TOEM 250… -
Page 13
Replace the wire clip, the rear cover and the top cover. Hole ( n ) Luminous indicator Turret size Indicative value of Z (mm) Closing sector ( i ) TOEM 120 60,7 TOEM 160 59,7 TOEM 200 60,7 TOEM 250… -
Page 14
Screw on the wire clip, reconnect the leads to the terminal block (care the phases of the motor leads), replace top and rear covers. Turret size Size of spanner CH (mm) TOEM 120 TOEM 160 TOEM 200 TOEM 250… -
Page 15
Pagina N°. RECCOMENDED Page Nr. SPARE PARTS Edizione S.p.A 11-93 Edition Pads (2 off) Fluid coolant valvle Motor unit Encoder unit Brake magnet Electromagnet Pre-indexing proximity switch Wiping seal Locking proximity switch O — ring O — ring O — ring O — ring O — ring O — ring… -
Page 16
Page Nr. ROTATING TOOLHOLDERS Edizione S.p.A 11-93 POWER TAKE-OFF Edition TECHNICAL DATA TOEM 120 TOEM 160 Max. torque at the take power Max. power g/min Max. speed at the take power 6000 6000 Ratio (RPM motor / RPM take power) -
Page 17
Pagina N°. TABLE OF DATA Page Nr. TURRETS Edizione S.p.A 11-93 Edition TOEM 160 TURRET SIZE TOEM 120 Code number of transmission TOEM 120/../0 TOEM 160/../0 TOEM 120/../1 TOEM 160/../2 ratio TOEM 160/../1 Moment of inertia of trans- 0,65 0,50… -
Page 18
TOEM 200 7 0 0 TOEM 160 5 0 0 4 0 0 3 0 0 TOEM 120 2 0 0 1 0 0 a ( m m ) As a function of the As a function of the lifting axial force F3… -
Page 19
Pagina N°. Page Nr. PROBLEMS & REMEDIES Edizione S.p.A 11-93 Edition PROBLEMS CAUSE REMEDY Turret does not start No power at motor Get power to the motor Motor defective Substitute the motor unit (see page 26 ) Heat sensor in operation See next point Turret does not complete its Number of movement / hour above… -
Page 20
Pagina N°. Page Nr. PROBLEMS & REMEDIES Edizione S.p.A 11-93 Edition PROBLEMS CAUSE REMEDY Delay in switching off the motor and Overhaul the control apparatus Turret does not stay locked in the braking Brake defective Substitute the brake magnet (see page 26) Brake wear excessive Readjust the air gap in the brake (see page 26) -
Page 21
Pagina N°. PROBLEMS & REMEDIES Page Nr. for the rotating toolholder Edizione S.p.A 11-93 Edition PROBLEMS CAUSE REMEDY Rotating toolholder failure Restore the toolholder integrity or The rotating toolholder does not replace it with a new one rotate Supplementary motor failure Replace the supplementary motor (see page 20) The input to the supplementary…
The technical manuals are constantly updated. Always download the manuals before every new installation in order to use the latest release. Using an old version might create risk of technical errors not covered by warranty!
UPDATES
23/12/2022: Online the new Manual TBMA (K5) ![]() (German)
(German)
20/12/2022: Online the new Manual SERVODRIVE DB-21 ![]() (Italian) – 2022 Rev.11
(Italian) – 2022 Rev.11
20/12/2022: Online the latest version SERVODRIVE DB-21 ![]() (German) – 2022 Rev.11
(German) – 2022 Rev.11
16/05/2022: Online the new Manual TAB ![]() (Italian) – 2022 Rev.01
(Italian) – 2022 Rev.01
13/05/2022: Online the new Manual SERVODRIVE DB-21 ![]() (Italian) – 2022 Rev.08
(Italian) – 2022 Rev.08
01/04/2022: Online the new Manual TBMA (K5) ![]() (Italian) – 2022 Rev.01
(Italian) – 2022 Rev.01
30/03/2022: Online the latest version SERVODRIVE DB-21 ![]() (German) – 2022 Rev.07
(German) – 2022 Rev.07
30/03/2022: Online the latest version SERVODRIVE DB-21 ![]() (English) – 2022 Rev.07
(English) – 2022 Rev.07
17/01/2022: Online the manual LINEA LEONARDO TCMR ![]() (English) – 2022 Rev.01
(English) – 2022 Rev.01
12/01/2022: Online the latest version CE SERIES ![]() (English) – 2021 Rev. Jan. 2022
(English) – 2021 Rev. Jan. 2022
23/11/2021: Online the latest version SERVODRIVE DB-21 ![]() (English) – 2021 Rev.06
(English) – 2021 Rev.06
10/11/2021: Online the latest version TAB ![]() (English) – 2021 Rev.01
(English) – 2021 Rev.01
09/11/2021: Online the latest version SERVODRIVE DB-21 ![]() (English) – 2021 Rev.05
(English) – 2021 Rev.05
10/09/2021: Online the latest version SERVODRIVE DB-21 ![]() (English) – 2021 Rev.04
(English) – 2021 Rev.04
15/07/2021: Available the new manual in Russian TBMR VDI ![]() (English)
(English)
10/90/2021: Online the latest version TB and TBF ![]() (English)
(English)
Linea Cambi Gamma CE – 2-Speed Gearboxes for CNC |
|||
|
CE Series Product code: 23 DOWNLOAD
|
CE Series Product code: 23
DOWNLOAD
|

Linea Archimede – TB Servo Turrets |
|||
|
TB
Product code: K54 |
TB
Product code: K54 |
Linea Archimede – TBMA Axial Live Tool Turret VDI |
|||
|
TBMA
Product code: K56
DOWNLOAD
|
TBMA
Product code: K56
DOWNLOAD
|
TBMA Product code: K56
DOWNLOAD
|
TBMA
Product code: K56
DOWNLOAD
|
|
TBMA Product code: K56
DOWNLOAD
|
Linea Archimede – TBMR Radial Live Tool Turret VDI |
|||
|
TBMR VDI
Product code: K57 |
TBMR VDI
Product code: K57 |
Linea Archimede – TBMR Radial Live Tool Turret BMT |
|||
|
TBMR BMT
Product code: K77 |
Linea Michelangelo – TAB Servo Turrets |
|||
|
TAB Product code: K38 |
TAB Product code: K38 |
TAB Product code: K38 |
Linea EcoLine – TBH Servo Turret & TBHMA Axial Live Tool Turret VDI |
|||
| TBH
Product code: K54 |
TBHMA
Product code: K56
DOWNLOAD
|
Linea Leonardo – TCMR Radial Live Tool Turret BMT |
|||
|
TCMR
Product code: KLB
DOWNLOAD
|
Linea Galileo – Y-Axis Units |
|||
|
YAX-C COMPACT Product code: K72 |
TBHMA-C VDI
Product code: K56 |
TBHMR-C BMT
Product code: K77 |
Servo Drive DB21- For all Baruffaldi Servo Turrets |
|||
|
SERVODRIVE DB-21
for product: TAB Line/TB Line/TBH Line/TC Line |
SERVODRIVE DB-21
for product: TAB Line/TB Line/TBH Line/TC Line |
SERVODRIVE DB-21
for product: TAB Line/TB Line/TBH Line/TC Line |
Other Products |
|||
|
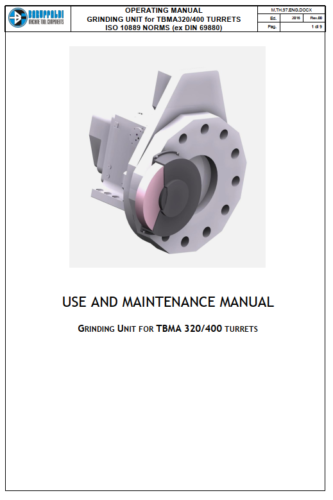
TH GRINDING UNIT
Product code: K97 |
2-Stage Planetary Gearboxes for Dechanters |
|||
|
RID 0004
Product code: 13
DOWNLOAD
|
RID 0005 Product code: 13
DOWNLOAD
|
Electromechanical Turrets – Types TE & TEMA |
|||
|
TE
Product code: K35
DOWNLOAD
|
TE
Product code: K35
DOWNLOAD
|
TEMA
Product code: K35
DOWNLOAD
|

Electromechanical Turrets – Type TAN |
|||
|
TAN
Product code: 63 |
TAN
Product code: 63 |
TAN
Product code: 63 |
Y-Axis Units – Type YAX |
|||
|
YAX STANDARD Product code: K72
DOWNLOAD
|
Servo Drive DMS08 |
|||
|
SERVODRIVE DMS-08
for product: TAB Line/TB Line/TBH Line
DOWNLOAD
|
SERVODRIVE DMS-08
for product: TAB Line/TB Line/TBH Line
DOWNLOAD
|


Рекомендуемые сообщения
-
#1
Если есть у кого опыт сборки разборки регулировки данной револьверной головы то поделитесь опытом пожалуйста.
Общая проблема в том что инструмент находится выше оси шпинделя примерно на 0.5 мм.
есть ли возможность это устранить в этой револьверной головке или нет.
хотелось бы узнать как минимум.
если такая возможность есть то как она производится
ниже прикрепил фото данной револьверной головки

Поделиться сообщением
Ссылка на сообщение
-
#2
Она стала выше после удара или она новая такая ?
Если новая то можно сошлифовать 0.5 мм с нижней части корпуса резцедержки , или проставку между суппортом и резцедержкой обнизить если она есть . А вот после удара нужно снимать блин и проверять центровочные штифты .
Поделиться сообщением
Ссылка на сообщение
-
#3
там дело темно на счет удара.
если и был то не сильный.
напарник не колется.
а расхлебывать серавно мне
станок новый.
вариант с шлифовкой прокладышей уже расматривался.
а вот опыта разборки такой головы нету потому интересуюсь что проще сделать будет.
Изменено 25.01.2013 20:33 пользователем Escario
Поделиться сообщением
Ссылка на сообщение
-
#4
Если новый и на нем уже работали то скорее всего был удар ( но обычно она опускается ниже после удара а тут вверх )
Значит для начала попробуйте снять блин там дальше будет видно . Могло погнуть штифты .
Если стукнули то точно надо разобрать перед . Если нет то шлифовать проставку . Внимательно посмотрите следы удара на блоках и блине.Разбирайте аккуратно , в некоторых резцедержках могут вылететь шарики при разборке , главное что бы они не улетели не куда )
Изменено 25.01.2013 20:37 пользователем SergeyKa777
Поделиться сообщением
Ссылка на сообщение
-
#5
SergeyKa777, на счет блина не очень понятно (ну не сильный я механик (опыта нету особо))
сейчас еще приклею фото.
Изменено 25.01.2013 20:37 пользователем Escario
Поделиться сообщением
Ссылка на сообщение
-
#6
Поделиться сообщением
Ссылка на сообщение
-
#7
Поделиться сообщением
Ссылка на сообщение
-
#8
Поделиться сообщением
Ссылка на сообщение
-
#9
я разбирал и ремонтировал такую голову,
проще по телефону рассказать, отправил в личку
Поделиться сообщением
Ссылка на сообщение
-
#10
Поделиться сообщением
Ссылка на сообщение
-
#11
я процесс буду снимать и потихоньку выкладывать.
потому что в сети приемлемого описания не нашел.
Поделиться сообщением
Ссылка на сообщение
-
#12
А так станок привезли не провели сдачу геометрии станка.
наладчик уехал…
заставили работать.
напарник походу вьехал (запись интересная в журнале, да и на блоке след характерный)
приехал наладчик….
а он сам незнает как ее разбирать
упал под стол… :cray:
Поделиться сообщением
Ссылка на сообщение
-
#13
в телефоне фото нашел! как раз кстати….(голова TBMA200)
находите отверстие под штифт №2, конусность 1:10 (оно без штифта и если заглянуть в него, сразу видно есть смещение или нет)
ослабляете все винты №1
надо подыскать подходящий штифт (я могу вам такой подарить) потом вставляете в отверстие и затягиваете все винты №1 удаляете штифт и прячите его до следующего бабаха….
как правило все сразу становится гуд…..
Изменено 25.01.2013 21:38 пользователем МотоЛаборант
Поделиться сообщением
Ссылка на сообщение
-
#14
Вот револьверная головка с торца
Красным выделил штифты
Желтым винты.
Вот такой приспособой извлекали штифты
вот теперь соображаю что дальше делать
барабан (незнаю правильного названия) куда инструмент ставится, снять смогу.
пока не снимал полностью.
как голову выставить пока непонимаю
Изменено 26.01.2013 10:58 пользователем Escario
Поделиться сообщением
Ссылка на сообщение
-
#15
Барабан называется ( Диск VDI)
Поделиться сообщением
Ссылка на сообщение
-
#16
аналогичная ситуция врезался головкой в патрон (очень сильно) диск держательинструмента провернулся, сняли диск поменяли штифты, но инструмент ниже 0, есть ли какие нибудь регулировочные винты или что то в этом роде или расскажите как провернуть в обратную сторону
Поделиться сообщением
Ссылка на сообщение
-
#17
эпопея закончилась довольно интересно.
установили голову без посадочных штифтов.
проверили часами на положение нуля.
а после наладчик от фирмы разверткой сделал новые (старые развернул) посадочные места под штифты.
заколотили штифты.
штифты у нас под конус были. один штифт наладчик заменил на новый. его пришлось стачивать по длине чтобы по длине заходил как родные.
ну и собрали все назад.
на вопросы по регулировке нуля без таких жестких мер ответов мы так и не получили.
а так зачастую как выяснилось работают без жестких штифтов.
но это уже от условий работы и на свое усмотрение.
Изменено 20.09.2013 17:23 пользователем Escario
Поделиться сообщением
Ссылка на сообщение
-
#18
МотоЛаборант, Добрый день! Подскажите, а у вас есть документация на эту голову? есть проблемки,но перед разборкой хотелось посмотреть устройство.
Поделиться сообщением
Ссылка на сообщение
-
#19
Подскажите, а у вас есть документация на эту голову?
Да есть… присылайте мыло в личку.
Поделиться сообщением
Ссылка на сообщение
-
#20
хмм. там не было жесткости или всё было в порядке только выше стояла? Если жесткость была и с геометрией всё ок, то в параметрах Reference point менять и всё.
Поделиться сообщением
Ссылка на сообщение
-
#21
День добрый, голова baruffaldi tbma 160. Имеется такая проблема . После непродолжительной работы при смене позиции инструмента подаётся давление на розжим , а поворота головы нет и сразу пишет» неправельная позицмя». После перезагрузки всё работает но недолго, переодичность разная. Заменили сервомотор и сервопривод ничего не изменилось. Меряли напряжение на двигателе 50 в. Уже не знаем что делать. Помогите пожалуйста.
Поделиться сообщением
Ссылка на сообщение
-
#22
Anton39k168595 проверьте магистраль воздушную. там есть реле воздушное у нас оно закисало. и начинались ошибки по голове.
реле находится рядом с двигателем главного шпинделя.
у нас контора закрылась станки распродали…. так что точней помочь сложно будет.
(не удивлюсь если это наш станок :cray: )
Поделиться сообщением
Ссылка на сообщение
-
#23
Дело в том что все реле находятся в шкафу и они работают если включать их програмно вручную
Поделиться сообщением
Ссылка на сообщение
-
#24
<b>Anton39k168595</b>, у тебя ошибка идет при смене инструмента при отжатии головы? смотри пневматику. она нужна именно для этого.
станок сфотай если не сложно со стороны двигателя шпинделя.
Поделиться сообщением
Ссылка на сообщение
Для публикации сообщений создайте учётную запись или авторизуйтесь
Вы должны быть пользователем, чтобы оставить комментарий
Войти
Уже есть аккаунт? Войти в систему.
Войти
-
Последние посетители
0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
Паспорт на Auto Bar Feeder V-65E, V-65LE устройство подачи пруткПаспорт на Delem DA-66W контроллер для гибочных прессов
 Увеличить
|
|
|
Цена:
|
*** Цена действительна! Способы оплаты |
| Задайте вопрос по этому документу | |
|
Состояние документа: Паспорт в электронном виде, отсканирован, проверен, готов к отправке, можно скачать в течение 30 минут после оплаты в рабочее время
Краткое описание документации : Италия, 2008, руководство по эксплуатации на русском и английском Задать вопросы по документу Вы можете позвонив по телефону +79135848778 или написав на электронную почту, для этого нажмите кнопку {задайте вопрос по этому документу} и мы ответим вам в ближайшее время. Все контактные данные доступны в меню КОНТАКТЫ |
|
|
|
* Если у Вас не нажимается кнопка КУПИТЬ, то Вам необходимо включить cookies в вашем обозревателе интернета.
|
|
|
|



Обзор револьверных головок и инструментальной оснастки для токарных станков с ЧПУ
Баруффальди начал производство тормозов для мотоциклов в 30-х годах. В 50-х годах компания расширила сферу своей деятельности, производя тормоза и сцепления для нескольких промышленных применений. Благодаря развитию рынка и полученному опыту, начиная с 60-х годов, компания Baruffaldi начала производство компонентов для промышленных транспортных средств (сцепления компрессоров кондиционеров) и станков, таких как электромеханические револьверные головки, делительные столы и двухскоростные коробки передач. Непрерывное технологическое развитие в области тормозов и сцеплений позволило добиться высокого качества и надежности производства, как того требует автомобильная промышленность, а также станкостроение, что позволило войти в сельскохозяйственное и текстильное машиностроение.
На сегодняшний день продукция сохранила свой высокий стандарт качества, значительно улучшила свои технические характеристики благодаря интерактивному сотрудничеству отделов проектирования, производства, испытаний и продаж.
В настоящее время Baruffaldi развивает свой бизнес, более 200 человек работают на 2 производственных предприятиях площадью 25 000 кв. м: Tribiano-Milan (подразделение технологий для транспортных средств / промышленное подразделение) и Settala-Milan (подразделение компонентов станков).
Baruffaldi продает свою продукцию и предоставляет услуги по всему миру через структурированную сеть продаж и техническую службу, работающую в наиболее промышленно развитых странах. Все это способствует тому, что Baruffaldi сегодня — это лидер в машиностроении, компания с передовыми технологиями, высококачественной и надежной продукцией.

Baruffaldi в области Машиностроения
Baruffaldi производит револьверные головки для токарных станков: А также 2-скоростные планетарные редукторы:
А также 2-скоростные планетарные редукторы: И аксессуары: диски, приводные блоки, кольца сцепления:
И аксессуары: диски, приводные блоки, кольца сцепления:
Револьверные головки (типы, размеры, характеристики)

TB – Серво головки со статическим инструментом
Револьверы типа TB вращаются благодаря БЕСЩЕТНОМУ СЕРВОДВИГАТЕЛЮ, управляемому СЕРВОПРИВОДОМ.
Пневматический или гидравлический поршень блокирует / разблокирует устройство. Высокая жесткость, очень точное позиционирование
и очень высокие скорости вращения.
Револьверы доступны с несколькими типами инструментальных дисков: VDI (стандартный), BMT, многоугольный открытый тип слота, Capto и другие специальные диски.
Основные характеристики:
• Вращение диска благодаря сервомотору, управляемому сервоприводом
• Очень высокая скорость индексации
• Блокировка и разблокировка без осевого перемещения
• Двунаправленное вращение
• Абсолютное позиционирование
• Гидравлические или пневматические системы блокировки / разблокировки
• Давление охлаждающей жидкости через головку до 70 бар
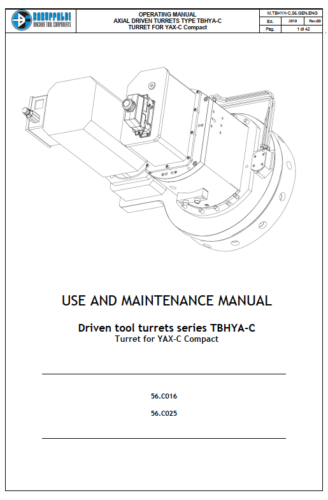
TBMA – Осевые Револьверные головки с приводным инструментом На револьверных головках типа TBMA с осевым приводом могут использоваться диски в соответствии с нормами ISO 10889 (бывший DIN 69880). Компактные габаритные размеры приводной инструментальной системы, очень высокая скорость вращения инструмента, двойные сенсорные переключатели для контроля зацепления, высокая жесткость и даже более высокие характеристики благодаря новой конструкции.
На револьверных головках типа TBMA с осевым приводом могут использоваться диски в соответствии с нормами ISO 10889 (бывший DIN 69880). Компактные габаритные размеры приводной инструментальной системы, очень высокая скорость вращения инструмента, двойные сенсорные переключатели для контроля зацепления, высокая жесткость и даже более высокие характеристики благодаря новой конструкции.
Основные характеристики:
• Высокая скорость приводной инструментальной системы до 6000 об / мин.
• Двойной бесконтактный переключатель для контроля включения инструмента
• Подходит для оснастки / соединения: Baruffaldi (стандарт), DIN 5480 и DIN1809
• 7 размеров револьверных головок, множество различных возможностей и специальных приложений
• Простота обслуживания.
• Возможность принудительной смазки для увеличения рабочего времени (100%) и скорости (10.000 об / мин)
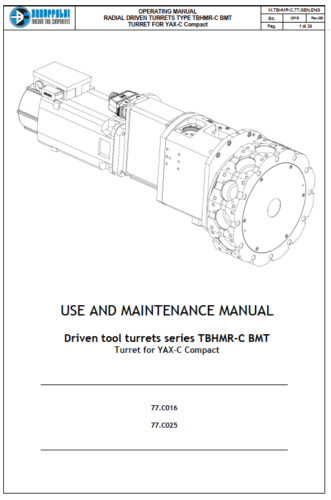
TBMR – Радиальные Револьверные головки с приводным инструментом
Револьверы типа TBMR с радиальным приводом. Инструменты размещаются на дисках с радиальными посадочными местами с системой VDI (согласно нормам ISO 10889) или согласно системе BMT (Базовый держатель инструмента). Высокая скорость, автоматическое включение и выключение вращающегося инструмента во время цикла индексации револьверной головки, короткая или удлиненная шейка, полезная для операций обработки задней части, прочный корпус и высокая гибкость.
Основные характеристики:
• Двойной бесконтактный переключатель для контроля включения инструмента
• Высокая жесткость за счет новой конструкции
• Широкий ассортимент 120-160-200-250-320
• Возможность использования дисков с позициями 8-12-16-24
• Возможность использовать VDI 20-25-30-40-50-60
• Муфта BMT (державка на основании) 45-55-65-75-85
• Подходит для оснастки / соединения: Baruffaldi (стандарт) и DIN 5480
• Простота обслуживания. TAB – Двунаправленные головки с серводвигателем
TAB – Двунаправленные головки с серводвигателем Используют полностью гидравлическую систему блокировки и вращаются благодаря БЕСЩЕТНОМУ СЕРВОДВИГАТЕЛЮ, управляемому СЕРВОПРИВОДОМ.
Используют полностью гидравлическую систему блокировки и вращаются благодаря БЕСЩЕТНОМУ СЕРВОДВИГАТЕЛЮ, управляемому СЕРВОПРИВОДОМ.
Револьверы TAB являются двунаправленными, не требуют подъема корпуса держателя инструмента во время индексирующего вращения, имеют простую конструкцию, высокую производительность и требуют минимального обслуживания.
Револьверы могут нести 4/6 державок в соответствии с нормами DIN 69881-1; по запросу они могут поставляться с другим количеством граней или специальным корпусом.
Основные характеристики:
• Двунаправленная
• Блокировка / разблокировка без подъема корпуса держателя инструмента
• Двойной датчик состояния блокировки и разблокировки
• Высокая жесткость за счет новой конструкции
• Корпус револьверной головки с 4 или 6 позициями.
• Промежуточные положения запирания (24 деления)
• Давление охлаждающей жидкости до 70 бар
YAX-C – Компактные Y-осевые устройства
Устройства Baruffaldi «Compact» с осью Y, тип «C», представляют собой устройства с уменьшенными размерами и могут быть собраны / интегрированы на любых типоразмерах стандартных токарных станков, с плоской или наклонной станиной.
Блок YAX-C позволяет перемещать инструменты в направлении Y токарного станка, чтобы производить коллекторы, где требуются внеосевые операции, такие как торцевое фрезерование, отверстия и врезки, шпоночные пазы и т. д.
Двойная гидравлическая система предварительного натяга направляющих позволяет выполнять сложные операции обработки как статическими, так и вращающимися инструментами.
Блоки YAX-C устанавливают интегрированные приводные револьверные головки с осевой или радиальной системой оснастки (VDI или BMT).
YAX -TBYR, TBYA  YAX имеет прочную чугунную колонну из механита, широкую скользящие направляющие и двойная гидравлическая система блокировки, которые позволяют либо твердое фрезерование, либо токарные операции. Блок YAX позволяет смещать башню и его инструменты в направлении Y для производства коллекторов там, где требуются внеосевые операции, такие как фрезеровки, отверстия и нарезание резьбы, шпоночные пазы и так далее.
YAX имеет прочную чугунную колонну из механита, широкую скользящие направляющие и двойная гидравлическая система блокировки, которые позволяют либо твердое фрезерование, либо токарные операции. Блок YAX позволяет смещать башню и его инструменты в направлении Y для производства коллекторов там, где требуются внеосевые операции, такие как фрезеровки, отверстия и нарезание резьбы, шпоночные пазы и так далее.
Головки TBYR и TBYA были разработаны для использования на Y оси токарных центров. Это решение позволяет использовать диски держателя инструмента со стандартными габаритными размерами. Основные характеристики TBYR и TBYA аналогичны типам TBMR (VDI и BMT) и TBMA.
Все головки поставляются в комплекте с:
— Протоколом испытаний
— Клапанами и заглушками системы охлаждения с уплотнительными кольцами
и пружинами
— Установочным штифтом
— Стопорными штифтами
— Инструментальным диском (если заказан)
— Фланецем и O-уплотнениями для двигателя приводного блока (согласно заказу)
— Шкивом двигателя приводного блока и шкивом под мотор для приводного блока
(интерфейсом)
— Сервоусилителем и основным мотором вращения диска (согласно заказа)
Инструментальный диск, если он не включен в комплект, а приобретается заказчиком самостоятельно, должен соответствовать характеристикам компании Baruffaldi.
Сцепление для приводных блоков возможны VDI по DIN 1809, DIN 5480, Baruffaldi, а также BMT.
 При поставке револьверной головы, обязательно прилагается документация, в которой описаны рабочий цикл приводного блока, диаграмма рабочего времени, командный цикл и т.д. которые необходимо учитывать для правильной работы головы.
При поставке револьверной головы, обязательно прилагается документация, в которой описаны рабочий цикл приводного блока, диаграмма рабочего времени, командный цикл и т.д. которые необходимо учитывать для правильной работы головы.
Для поддержания головки в хорошем механическом и эффективном состоянии необходимо регулярно проводить техническое обслуживание. В таблице ниже указаны минимальные операции по обслуживанию, которые необходимо выполнить. 
Механический узел блокировки / разблокировки головки одинаков для TB / TBMA / TBMR и имеет смазку на весь срок службы. Только после полной разборки револьверной головки необходимо заменить масло тем же смазочным маслом AGIP BLASIA 320, которое совместимо с резиной и тефлоном. Револьверная головка и привод инструмента должны быть смазаны смазкой AGIP BLASIA 320. Однако необходимо проверять уровень масла в головке каждые 1000 часов или 1 год работы (что первее).
Информация по выбору двигателя для вращения инструмента
Стандартно, головки поставляются с мотором и приводом Baruffaldi для вращения диска, для вращения инструмента заказчик приобретает мотор самостоятельно.
Если головка поставляется без двигателя Baruffaldi, специальное устройство сопряжения (интерфейс) необходимо для присоединения двигателя Пользователя. На чертеже представлен лишь пример, для каждого двигателя необходимо собственное устройство сопряжения. Двигатели, применяемые в головках, должны соответствовать
Двигатели, применяемые в головках, должны соответствовать
со следующими характеристиками:
— Размер, мощность и крутящий момент, допускаемые головкой
технические характеристики
— Тип двигателя V1/V3 для вертикальной установки (DIN
42950)
— Форма двигателя B5 (с фланцем) для горизонтальной установки
положение (DIN 42950)
— Строительные допуски согласно DIN 42955-R
— Уровень вибрации R
— Двигатель с уплотнением на валу (вал двигателя находится в зоне
со смазочным маслом приводимого инструмента)
Соединение между двигателем и головкой достигается с помощью
ступицы (двигатель со шпоночным валом) или с помощью зажимной шестерни (простой
вал двигателя)

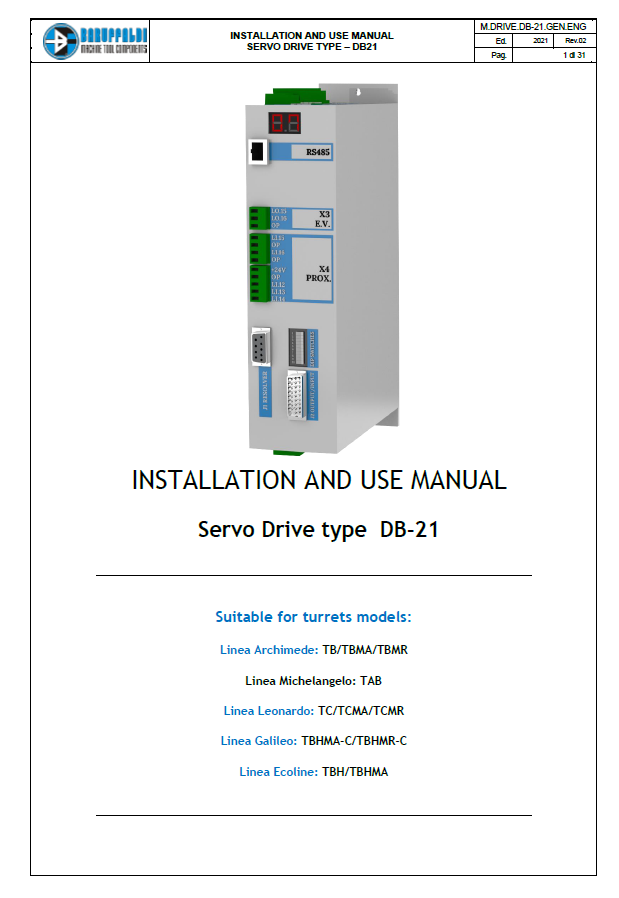
Привод
Все головки поставляются с новым разработанным приводом с очень простым интерфейсом, основанным на двоичном коде, можно установить связь между plc, установленным в станке с ЧПУ, и приводом. Это позволяет контролировать вращение серво двигателя диска и контролировать все входные и выходные данные, необходимые для обеспечения безопасности и точности работы в соответствии с требованиями. Все головки приводятся в движение одним и тем же приводом и мотором, что облегчает сопряжение и управление запасными частями. Baruffaldi продолжает развивать привод, чтобы улучшить характеристики головок; кроме того, следуют предложениям клиентов, чтобы облегчить установку и обслуживание. По этой причине были добавлены некоторые функции, такие как DIP-переключатели для настройки револьверной головки и дисплей, отображающий обратную связь о положении револьверной головки или активную тревогу. 
Специальные приложения
МАСЛЯНОЕ ОХЛАЖДЕНИЕ ПРИВОДНОГО ИНСТРУМЕНТА (ДЛЯ ВЫСОКОСКОРОСТНОГО И НЕПРЕРЫВНОГО РЕЖИМА)
Револьверные головки могут быть оснащены принудительной Смазкой, позволяющей перемещать инструмент на высокой скорости (до 10 000 об/мин*) в непрерывном режиме (до 100%). Таким образом, револьвер превращается в фрезерный агрегат.
ВЫСОКОЕ ДАВЛЕНИЕ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ

Стандартные головки могут использоваться с охлаждающей жидкостью давление через диск до 40 бар (TB) , 20 бар (TBMA) и 40 бар (TBMR). Baruffaldi разработала и запатентовала специальное решение что позволяет достигать 70 бар с охлаждающей жидкостью или даже больше, 120 бар.
МИНИМАЛЬНОЕ КОЛИЧЕСТВО СМАЗКИ MQL
MQL — это аббревиатура от «Минимальное количество смазки»
и заключается в минимизации использования теплоносителя путем распыления смеси сжатого воздуха и смазочно-охлаждающей жидкости (минеральные масла или растительные масла) вместо проточного охлаждения.
Преимущества этого приложения:
• пониженная температура зоны резания
• улучшенная поверхность заготовки
• уменьшенный износ инструмента
• уменьшенные силы резания
• более низкое воздействие на загрязнение
Каждая головка может быть сделана в пыленепроницаемом исполнении.
Возможные аксессуары



Как заказать револьверную головку или редуктор?
Вы можете обратиться к нам за дополнительной информацией и заполнить анкету, которая доступна в каталогах соответствующего типа.
Надеемся, статья оказалась для Вас полезной!