Машина швейная 1022 класса до сих пор популярна у владельцев средних и мелких производств. Старые агрегаты все еще работают и способны обрабатывать очень плотные материалы. Различие машинок разных модификаций не очень большое. Но каждая из них в большей или меньшей степени все же удачна.
Технические характеристики швейной машины 1022 класса
Швейная машинка 1022 класса относится к категории устройств промышленного назначения. Она способна обрабатывать кожу, пальтовые ткани, выполнять сложные операции, которые используют профессионалы при создании одежды.

Как выглядит машинка
Технические характеристики значительно отличаются от моделей бытового назначения. Машинка 1022 делает 4 тысячи стежков в минуту длиной 4,5 мм. Нажимная лапка поднимается на 8 миллиметров. Ткань, которую способна обработать машинка, не должна быть толщиной более 5 миллиметров. Применяют шелковые и хлопчатобумажные нитки. Масса машинки до 95 килограммов. Мощность агрегата до 0,25 кВт. Несмотря на год выпуска, популярностью больше пользуются более старые агрегаты.

Устройства разных классов
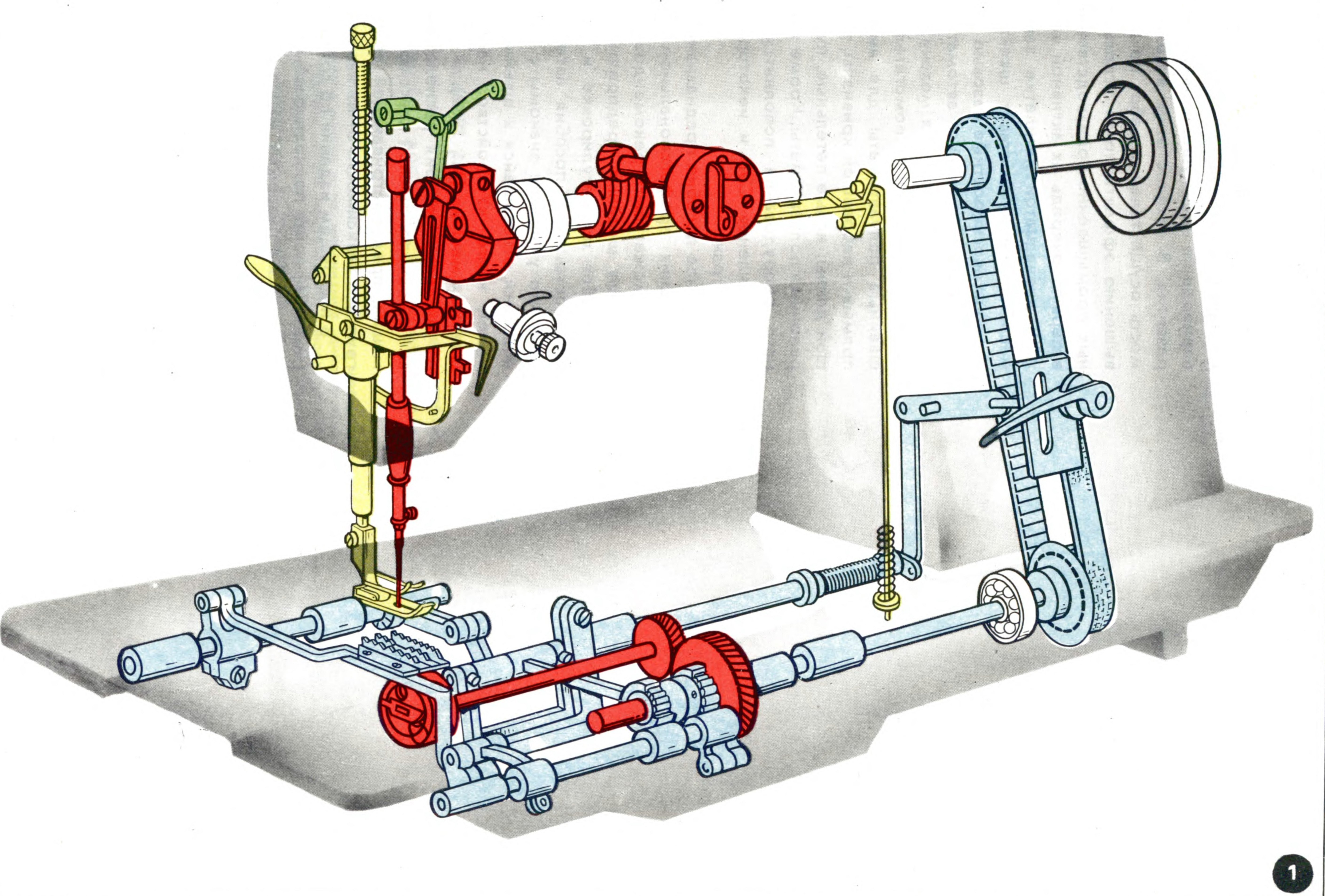
Устройство и работа швейной машины 1022 класса
По описанию в инструкции, главными являются ствол и механизмы управления. Предусмотрен переключатель и педаль. Есть место для установки катушек, ниток, а также маслосборник. Преимущество машинки в том, что есть ящик для ножниц, ниток, иголок, шила и других приспособлений. Материал подается от себя и обратно, для изменения направления используется рычаг.
Применение машинки упрощается наличием подшипников для скольжения в рукаве. Впереди есть нитепритягиватель и игловодитель. Маховик расположен с краю. Нажимная лапка прижимает ткань к игольной пластинке. Для этого есть вспомогательный рычаг. Не исключается ручной способ регулировки.
Схематическое изображение
Инструкция по эксплуатации швейной машины 1022 класса
В инструкции правила для начинающих пользователей и напоминания для опытных рукодельниц. Что рекомендуется помнить:
- крутить маховик только в указанную сторону;
- всегда оставлять под лапкой ткань;
- не тянуть материал при работе машинки;
- шить только с правильно заправленной шпулькой;
- периодически удалять загрязнения, следить за количеством смазки;
- использовать только допустимые иголки и подбирать их в зависимости от типа ткани;
- следить за натяжением ремня.
Не стоит нарушать последовательность заправки устройства и работы с ним. Несоблюдение условий эксплуатации приведет к быстрой поломке.
Есть модификации 1022М, которые предназначены для окантовки средних и тяжелых тканей.

Машинка 1022М
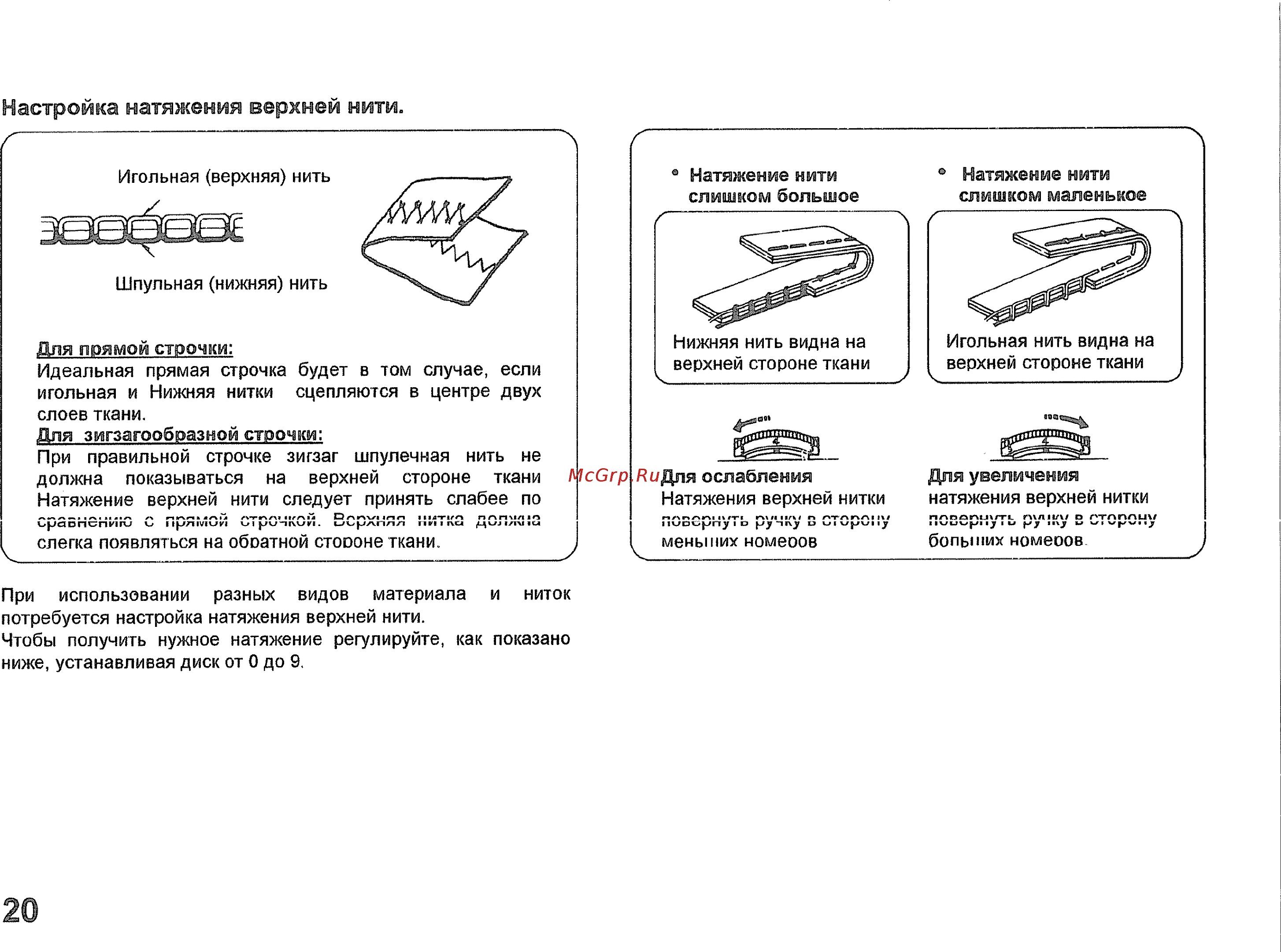
Регулировка натяжения, верхней и нижней нитей
Настройка натяжения машин происходит по одной схеме. Если неправильно проведена регулировка верхней нитки, строчки выходят неровные и некрасивые. Чтобы уменьшить натяжение, нужно повернуть регулятор на отметку уменьшения. Важно периодически проверять качество строчек по мере уменьшения. При этом важно, чтобы нижняя нитка была не видна сверху. В случае, если дефект не проходит, ее исправляют.
Чтобы проверить уровень нижнего натяжения, нужно подвесить челнок за нитку, он не должен ее раскручивать. В противном случае ее послабляют.
Для регулировки рекомендуется всегда иметь под рукой отвертку, которая будет применяться только для машинки.
Регулировка натяжения на швейной машинке
Порядок работы на швейной машине 1022 класса
Заправка и подготовка к работе требует следования правилам. Как действовать:
- Включить привод нажатием на «Пуск».
- Нажать на педаль.
- Сделать строчку до 50 сантиметров с обратным ходом.
- Выключить устройство.
- Поднять лапку.
- Убрать материал.
- Обрезать нитки.
Подготовка любой машинки
Рекомендуется использовать светодиодную лампу для освещения места, она не искажает оттенки материалов.
Периодически важно наблюдать за качеством строчки, стежков. А при необходимости отрегулировать натяжение, включая также и иголку.

Сравнение качества машинной строчки
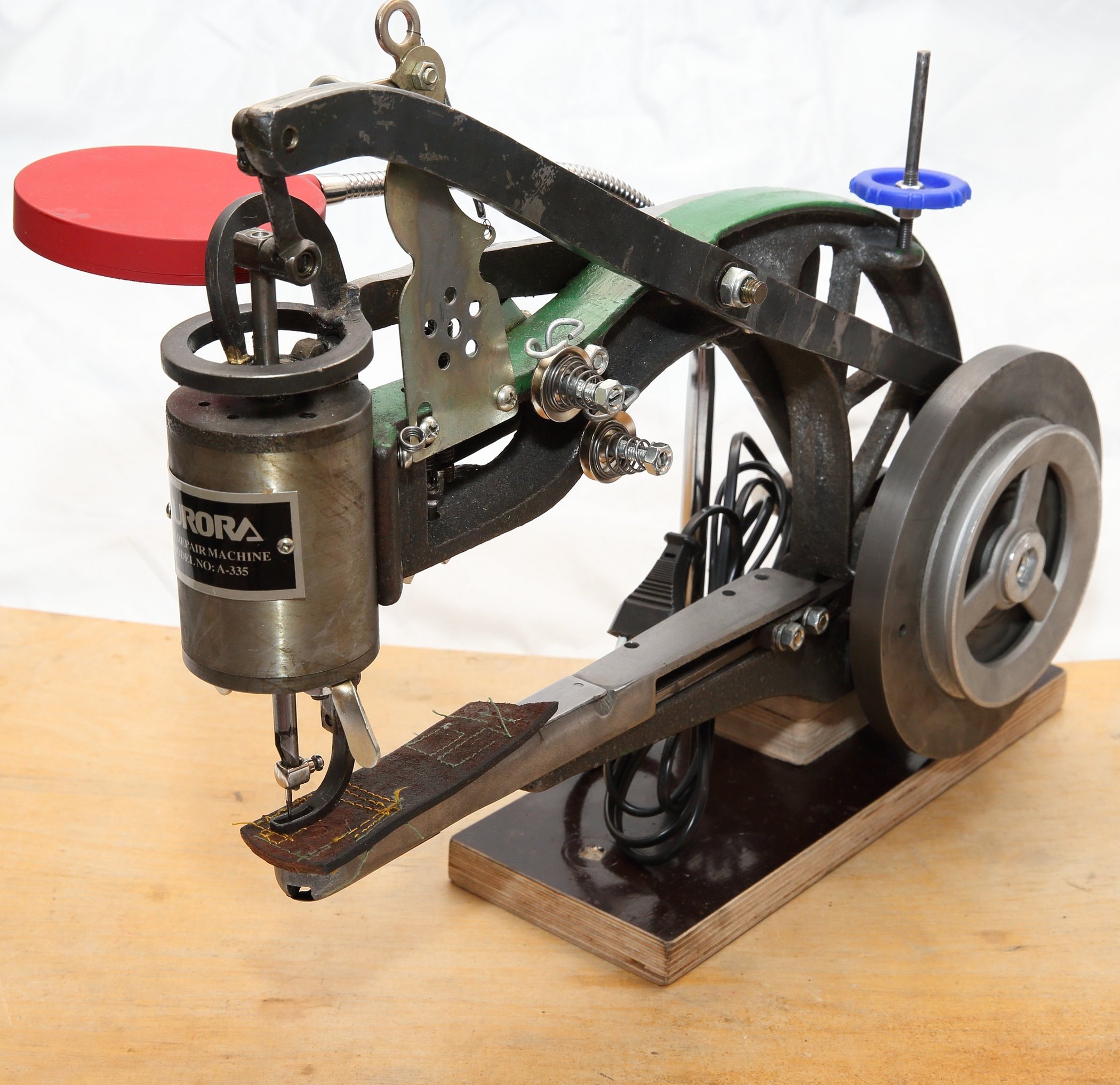
Изготовление и ремонт обуви, шитье своими руками
Устройство годно для пошива из тяжелых тканей, оно способно беспрепятственно работать даже с плотной кожей. Поэтому нередко устройства этого класса применяют для ремонта обуви из мягких материалов. В домашних условиях не рекомендуется периодически прибегать к такому способу эксплуатации. Это легко объяснить, ведь промышленные машины не поддаются обычной заправке маслом, как бытовые. И челноки на производстве меняют в лучшем случае раз в год, а то и чаще. Дома такой возможности нет. Также не рекомендуется самостоятельно пытаться чинить и настраивать сложные механизмы.
Ремонтировать промышленный агрегат должен мастер.
Чем ремонтируют обувь
Ремонт и настройка швейной машины 1022 класса – замена челнока
Назначение моделей класса 1022 не как у домашних устройств. Поэтому в домашних условиях и ремонт может усложняться. Чтобы заменить челнок, мастер снимает лапку, пластину и двигатель для материала. А затем убирает иглу, опрокидывает основную часть устройства. Далее вынимает колпачок и шпульку.
Затем специалист ослабляет 2 винта, поворачивает маховик. Следующим этапом поворачивает челнок до опускания предохранителя, держатель шпульки и снимает челнок. После чего устанавливает новый механизм. После возвращения всех частей в нужное положение мастер проверяет исправность, качество строчек, то есть проверяет качество своей работы.
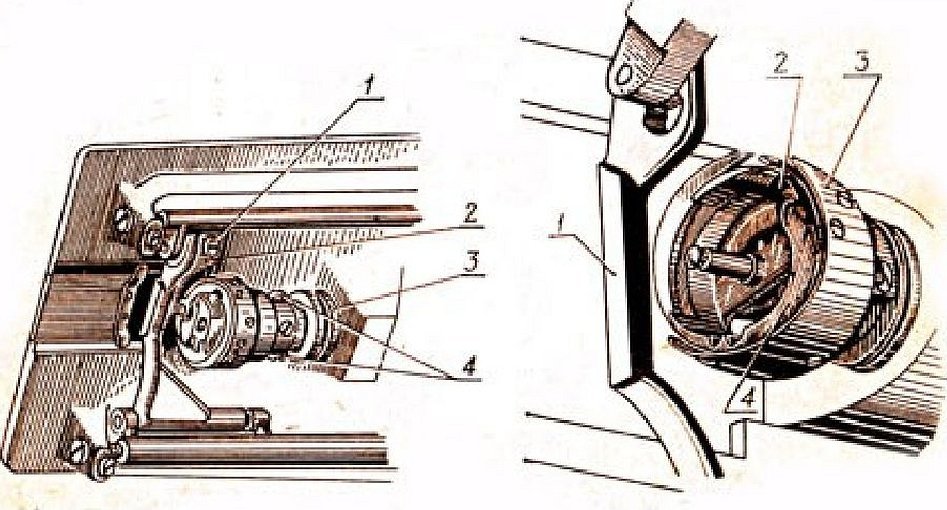
Схема челнока
Настройка параметров работы челнока и иголки
После установки необходимо заново настроить параметры работы механизмов. Нужно поставить палец держателя шпульки, при этом выдержать зазор в 0,5 мм. Расстояние от пальца до держателя должно ровняться половине миллиметра, при этом нужно проверить натяжение нитки, показатель не должен быть более 60 г. Для регулировки понадобится винт.
Правильное положение челнока
Далее следует установить шпульку в держатель, опустить голову машинки, соблюдая правила. Последним этапом должна быть установка двигателя ткани и игольной пластинки.
Как вставляют нить
Уход и смазка швейной машины 22-го класса
Ремонт и периодическая смазка деталей гарантирует бесперебойную работу и производство качественных изделий. Кроме того, необходимо еще очищать механизмы от грязи и остатков ткани. Без масла машинка громко работает. Больше всего нужно обращать внимание на нижнюю часть. Важно нанести масло так, чтобы в дальнейшем оно не попало на ткань, отстирать его будет крайне трудно. Распределить вещество легко медицинским шприцом.
Чтобы обработать шестерни, приобретают графитовую смазку. Фитильную смазку наносить не рекомендуется, ее эффективность можно оспорить. На производстве швейный агрегат 22 обрабатывают раз в 30 дней при условии, что эксплуатация не ежедневная.
Основной параметр, который нужно учитывать при покупке бытовой модели – мощность.
Чтобы обработать машину 1022 нужно снять крышку сверху и использовать швейное масло. Добраться до нужного узла крайне сложно, это основной недостаток вариации.

Масло для швейных машинок
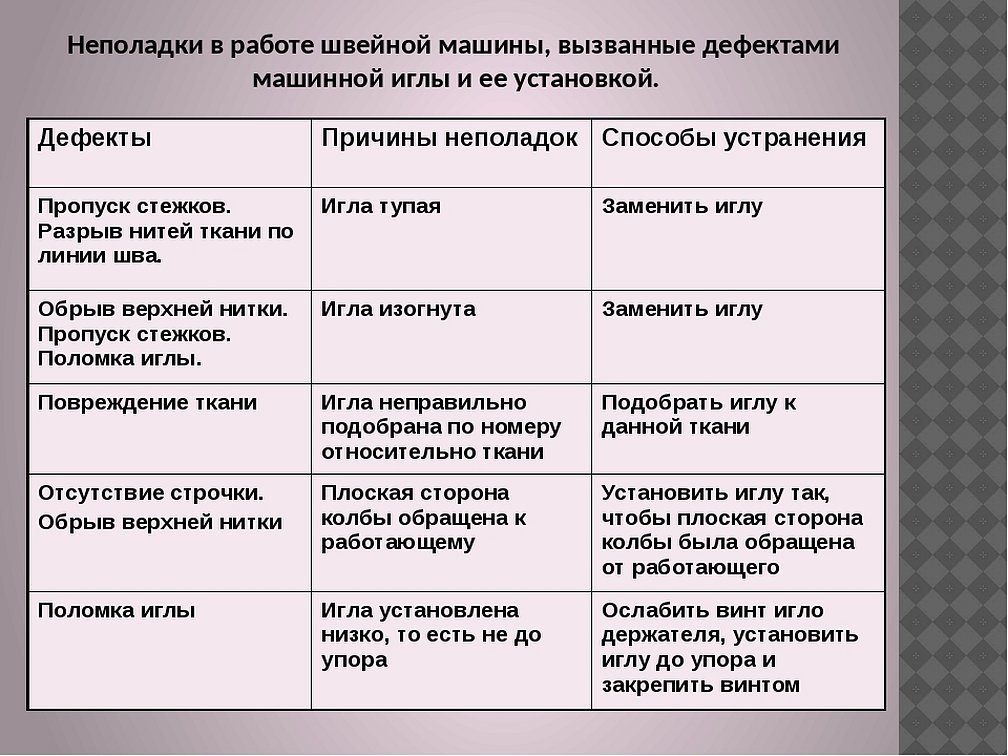
Перечень типичных неисправностей
Промышленные машинки способны долго работать исправно. Но иногда требуется ремонт небольших неисправностей. К ним в основном приводит неправильная эксплуатация. Недостаток таких швейных агрегатов в том, что найти на них запчасть сложно.
Часто происходит обрыв нитки из-за выбора некачественного материала. Если это случается, нужно также проверить натяжение, затем ослабить его. Нитки также портятся из-за некачественных иголок. Чтобы проблемы не возникали, необходимо заменять игольную пластину при возможности, а также полировать заусеницы, о которые рвутся нити.
На нитках не должно быть узелков, они являются причиной некачественного пошива.
Иногда к некачественному шитью приводит плохое состояние рабочей поверхности, тупые зубцы, плохие иголки и несоответствие материалов для шитья. Сегодня поломка таких старых машин может стать существенной проблемой, качественные части для замены встречаются редко.
Варианты дефектов
Почему швейная машина 22-го класса считается лучше, чем 1022М
Швейная машина 1022М уступает моделям 22-го. На ней можно качественно и без пропусков работать с кожей, обрабатывать грубую джинсу и брезент. Устройства 1022 имеют мало отличий от похожих моделей. Из преимуществ можно отметить более современный дизайн. Однако они проигрывают 22-му классу по шуму. Машинка 22-го не шумит из-за использования втулок.
Технические характеристики 1022
Промышленные машинки делятся на несколько классов. На малых производствах все еще служат устройства 1022, 22, 1022М. Они мало чем отличаются и исправно работают. Сложность может быть при настройке. Машины класса 22 издают комфортный для уха шум, но заправлять их относительно сложно.

Швейная промышленная машина 1022-М класс.
Предназначена для стачивания пальтовых, костюмных материалов из натуральных и смешанных волокон, шинельных материалов однолинейной строчкой с челночным переплетением.
Заправка верхней и нижней ниток.
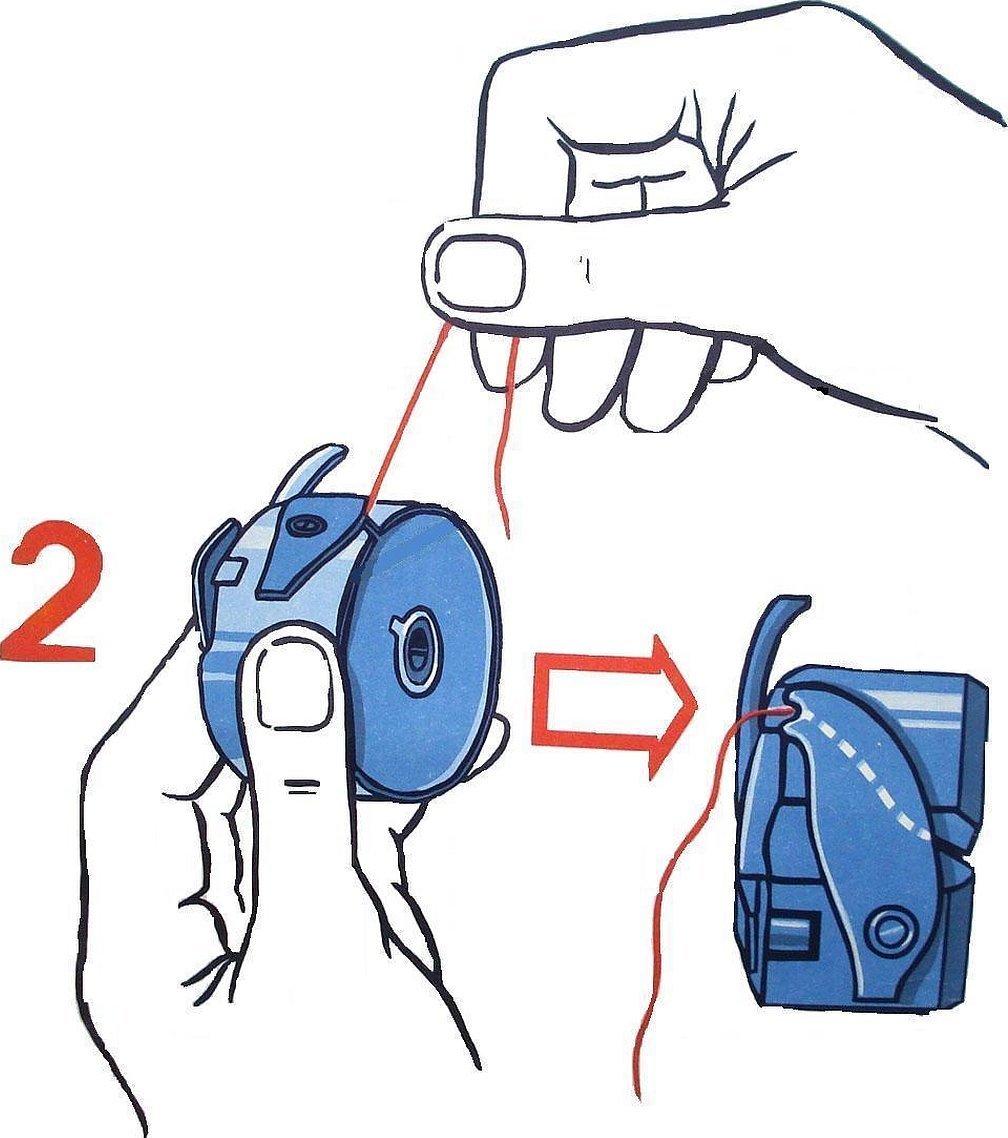
Верхнюю нитку с бобины или катушки, надетой соответственно на стержень бобинной стойки или на катушечный стержень 8 (рис. 2), сверху вниз проводят в правое нитенаправительное отверстие нитенаправителя 6, а затем по часовой стрелке между шайбами дополнительного регулятора натяжения 11. Далее нитку последовательно проводят через три нитенаправительных отверстия нитенаправителя 6, затем справа налево — через три нитенаправительных отверстия нитенаправителя 5. Нитку по часовой стрелке проводят между шайбами основного регулятора натяжения 18, справа налево вниз заводят за нитепритягивательную пружину 17, снизу вверх обводят вокруг нитенаправительного угольника 19, проводят вверх в нитенаправитель 16, справа налево вводят в ушко нитепритягивателя 4. Затем нитку проводят вниз через нитенаправитель 3, заводят в проволочный нитенаправитель 2, закрепленный на игловодителе 20. Поворотом махового колеса 9 иглу 21 ставят в крайнее верхнее положение и нитку слева направо вводят в ушко иглы 21, установленной коротким желобком вправо. Перед заправкой нижней нитки ее нужно намотать на шпульку. Для этого в рукав машины вмонтирована моталка 14. Нитку проводят сверху вниз в отверстие нитенаправителя 7, по часовой стрелке — между шайбами регулятора натяжения 10, а затем налево последовательно через три нитенаправляющих отверстия нитенаправителя 7. На шпульку 12 вручную по часовой стрелке наматывают несколько витков нитки и надевают шпульку на шпиндель 13. При легком нажиме на шпиндель 13 ограничитель 15 входит между стенками шпульки 2. Включают машину, и нитка автоматически наматывается на шпульку. Отодвинув задвижную пластину 1 влево, вынимают из челнока шпульный колпачок 1 (рис. 3), на его полый стержень 9 надевают шпульку 8 с намотанной на нее ниткой. Конец нитки в направлении от себя заправляют в прорезь 10, затем нитку протягивают под пластинчатую пружину 2 и выводят наружу. Шпульный колпачок 1 поворачивают на угол 90°, оттягивают пластину 7 замочка и шпульный колпачок 1 надевают на стержень 6 шпуледержателя 5. Проверяют плотность закрывания замочка и убеждаются в том, что нитка не попала под пластину 7. Так выполняется заправка нижней нитки в челнок 4.
Регулировка иглы.
Высоту иглы 1 (рис. 4) относительно носика челнока регулируют вертикальным перемещением игловодителя 2 после ослабления винта 3 в поводке 4. Ориентировочно о правильности установки иглы 1 судят по тому, можно ли из-под нижней стенки паза шпуледержателя увидеть половину ушка иглы в ее крайнем нижнем положении.
Регулировка челнока.
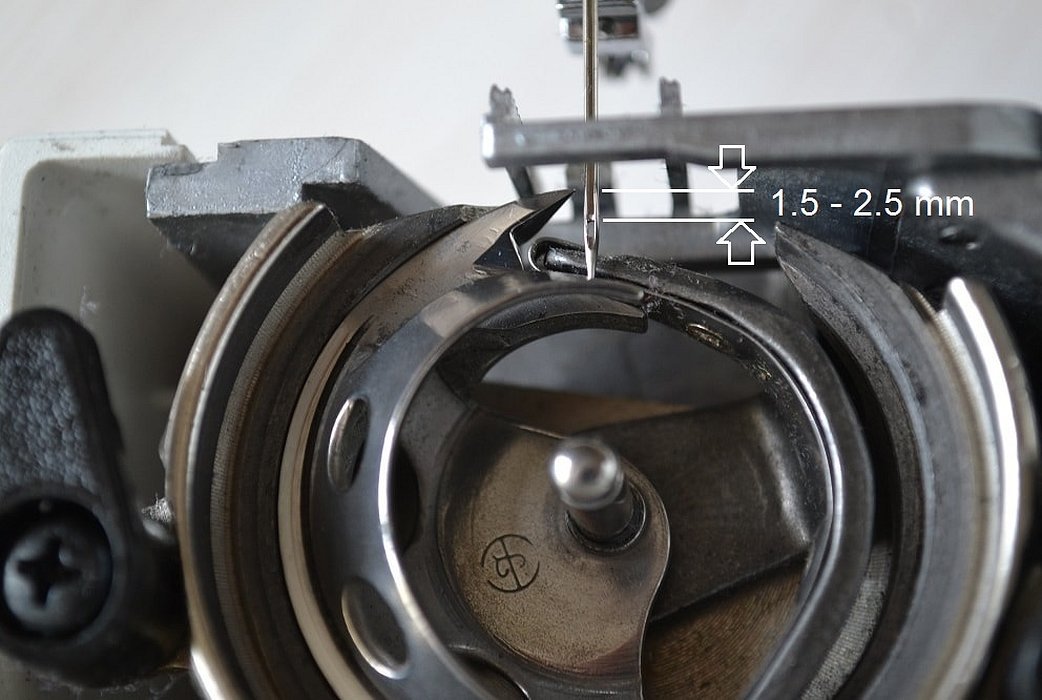
Своевременность подхода носика 8 (рис. 5, а) челнока 1 к игле регулируется поворотом челнока в плоскости его вращения после ослабления двух упорных винтов 7. При выполнении этой регулировки необходимо достигнуть того, чтобы при подъеме иглы, из крайнего нижнего положения на 1,6—1,9 мм но- сик 8 был выше верхней кромки ушка иглы на 0,9—1,1 мм (рис. 5, б). Зазор между иглой и носиком челнока, который должен быть равен 0,1—0,05 мм, регулируется
осевым перемещением внешней втулки 2 (см.рис. 5, а) челночного вала 3 вместе с челноком 1 после ослабления установочного винта 4. Для подхода к винту 4 вывинчивают прижимной винт 5, прикрепляющий крышку нижнего масляного картера к платформе машины. Необходимый для вывода из челнока 1 переплетающихся ниток зазор между пальцем 2 (рис. 5, в) установочной пластины 11 и левой стенкой паза 10 шпуледержателя 9 (он должен быть равен 0,5—0,6 мм) регулируется осевым смещением челнока 1 (см. рис. 5, а) вдоль оси челночного вала 3 после ослабления двух упорных винтов 7.Количество масла, подаваемого к челноку 1, регулируется винтом 6. Если этот винт завинчивать, то количество масла увеличится. При выполнении этой регулировки рекомендуется завинтить винт 6 до конца, затем вывернуть его на 2—2,5 оборота. Меньше чем на 2,5 оборота винт необходимо вывертывать в тех случаях, когда машина работает непрерывно или стачиваемый материал имеет значительную толщину. Для определения необходимого количества подаваемого масла надо поместить под челнок лист белой бумаги на 15 с. Если на бумаге останется масляная полоса шириной около 0,8 мм, то это означает, что подача смазки челноку нормальная. Можно применить и другой способ: снять челнок и поднести лист бумаги к торцу челночного вала. Если через 15 с работы машины с максимальной частотой вращения главного вала ширина полоски масла на бумаге будет примерно 1,5 мм, значит, подача масла удовлетворительная. Натяжение нижней нитки регулируется прижимным винтом 3 (см. рис. 3) благодаря деформации пластинчатой пружины 2. Если винт 3 завинчивать, то натяжение нижней нитки увеличится.
Регулировка механизма перемещения материала.
Длина стежка регулируется поворотом рычага вместе с рукояткой 15 (рис. 6) относительно шкалы, прикрепленной к стойке рукава машины. Например, чтобы увеличить длину стежка, работающий нажимает на рукоятку 15 и завинчивает гайку 14, при этом винтовая втулка 13 отходит от шкалы и рукоятка 15 перемещается на больший угол. В этом положении рукоятку 15 фиксируют с помощью гайки 14. При перемещении рукоятки 15 вверх вал 11, коромысло 10 и рамка 22 вместе с осью 7 повернутся по часовой стрелке. Чем дальше будет ось 7 от работающего, тем больше будут вертикальные перемещения шатуна 8 и тем больше будет длина стежка. Чтобы закрепить строчку, работающий нажимает на рукоятку 15 вниз. При этом ось 7 перемещается к работающему, шатун 8 и вал 6 двигаются в противоположных друг другу направлениях и рейка 3 перемещает материал к работающему. Высота подъема рейки 3 над уровнем игольной пластины регулируется поворотом коромысла 2 после ослабления стягивающего винта 1 или поворотом вала 21 подъема после ослабления стягивающего винта 20 коромысла f9. Зубцы рейки 3 рекомендуется устанавливать на 0,8—1,2 мм. выше игольной пластины (в зависимости от толщины стачиваемых материалов). При переходе на стачивание толстых материалов рейку 3 поднимают. Положение рейки 3 в пазах игольной пластины регулируется поворотом коромысла 5 после ослабления стягивающего винта 4, если рейку перемещают поперек платформы машины. Если рейку надо переместить вдоль платформы, то кроме винта 4 ослабляют винт 1 и рейку 3 вместе с коромыслами 2 и 5 перемещают вдоль осей вала 21 подъема и вала 6 перемещения материала. Своевременность перемещения материала регулируется поворотом главного вала 12 или распределительного вала 18 после ослаблении двух упорных винтов 17 нижнего зубчатого барабана 16. Рекомендуется выполнять регулировку в такой последовательности: поворотом главного вала 12 острие иглы подвести к материалу, а поворотом распределительного вала рейку 3 переместить в положение начала ее опускания, затем закрепить винты 17. Далее следует произвести регулировку своевременности подхода носика челнока к игле, так как их взаимодействие было нарушено. Равенство длин стежков при прямом и обратном
перемещении материала регулируется поворотом коромысла 10 на валу 11 после ослабления
стягивающего винта 9. Если ось 7 перемещать ближе к работающему, то длина стежков при закреплении будет возрастать.
Регулировка лапки.
Давление лапки 1 (рис. 7) на материал регулируется винтом 3 благодаря деформации пружины 2. При завинчивании винта 3 давление лапки увеличится. Высота подъема лапки 1 над материалом регулируется вертикальным перемещением пружинодержателя 4 после ослабления винта 5. При подъеме пружинодержателя 4 лапка 1 будет подниматься на меньшую величину. Положение рожков лапки 1 относительно линии движения иглы регулируется поворотом стержня 6 после ослабления винта 5. Высота подъема лапки при нажиме коленом на коленоподъемник регулируется винтом 8. Если винт 8 завинчивать, то угол поворота рычага 7 уменьшится, соответственно уменьшится и подъем лапки.
Регулировка регулятора натяжения верхней нитки.
Натяжение верхней нитки регулируется гайкой 12 (рис.  в результате изменения давления пружины 11 на шайбы натяжения 10. Если гайку 12 завинчивать, то натяжение верхней нитки увеличится. Для изменения натяжения нитепритягивательной пружины 7 ослабляют установочный винт 2 и вынимают корпус 5. Затем ослабляют упорный винт 4, лезвие отвертки вставляют в прорезь винтовой шпильки 8 и поворачивают ее внутри корпуса 5. При повороте винтовой шпильки 8 по часовой стрелке натяжение нитепритягивательной пружины 7 увеличивается. Положение крючка нитепритягивательной пружины 7 регулируется поворотом корпуса 5 после ослабления винта 2. Вертикальная часть крючка 1 должна быть расположена слева под углом 45° к горизонтали.Ход крючка 1, который должен быть равен приблизительно 6—9 мм, регулируется ослаблением винта 2 и съемом корпуса 5. Далее ослабляют винт 4 и отверткой поворачивают винтовую шпильку 8, перемещая крючок 1 относительно стенок окна 6, ограничивающих движение крючка 1. Положение стержня 9 относительно переднего плеча рычага 3, ослабляющего натяжение нитки
в результате изменения давления пружины 11 на шайбы натяжения 10. Если гайку 12 завинчивать, то натяжение верхней нитки увеличится. Для изменения натяжения нитепритягивательной пружины 7 ослабляют установочный винт 2 и вынимают корпус 5. Затем ослабляют упорный винт 4, лезвие отвертки вставляют в прорезь винтовой шпильки 8 и поворачивают ее внутри корпуса 5. При повороте винтовой шпильки 8 по часовой стрелке натяжение нитепритягивательной пружины 7 увеличивается. Положение крючка нитепритягивательной пружины 7 регулируется поворотом корпуса 5 после ослабления винта 2. Вертикальная часть крючка 1 должна быть расположена слева под углом 45° к горизонтали.Ход крючка 1, который должен быть равен приблизительно 6—9 мм, регулируется ослаблением винта 2 и съемом корпуса 5. Далее ослабляют винт 4 и отверткой поворачивают винтовую шпильку 8, перемещая крючок 1 относительно стенок окна 6, ограничивающих движение крючка 1. Положение стержня 9 относительно переднего плеча рычага 3, ослабляющего натяжение нитки
при подъеме лапки, регулируется осевым перемещением корпуса 5 после ослабления винта 2.
 в результате изменения давления пружины 11 на шайбы натяжения 10. Если гайку 12 завинчивать, то натяжение верхней нитки увеличится. Для изменения натяжения нитепритягивательной пружины 7 ослабляют установочный винт 2 и вынимают корпус 5. Затем ослабляют упорный винт 4, лезвие отвертки вставляют в прорезь винтовой шпильки 8 и поворачивают ее внутри корпуса 5. При повороте винтовой шпильки 8 по часовой стрелке натяжение нитепритягивательной пружины 7 увеличивается. Положение крючка нитепритягивательной пружины 7 регулируется поворотом корпуса 5 после ослабления винта 2. Вертикальная часть крючка 1 должна быть расположена слева под углом 45° к горизонтали.Ход крючка 1, который должен быть равен приблизительно 6—9 мм, регулируется ослаблением винта 2 и съемом корпуса 5. Далее ослабляют винт 4 и отверткой поворачивают винтовую шпильку 8, перемещая крючок 1 относительно стенок окна 6, ограничивающих движение крючка 1. Положение стержня 9 относительно переднего плеча рычага 3, ослабляющего натяжение нитки
в результате изменения давления пружины 11 на шайбы натяжения 10. Если гайку 12 завинчивать, то натяжение верхней нитки увеличится. Для изменения натяжения нитепритягивательной пружины 7 ослабляют установочный винт 2 и вынимают корпус 5. Затем ослабляют упорный винт 4, лезвие отвертки вставляют в прорезь винтовой шпильки 8 и поворачивают ее внутри корпуса 5. При повороте винтовой шпильки 8 по часовой стрелке натяжение нитепритягивательной пружины 7 увеличивается. Положение крючка нитепритягивательной пружины 7 регулируется поворотом корпуса 5 после ослабления винта 2. Вертикальная часть крючка 1 должна быть расположена слева под углом 45° к горизонтали.Ход крючка 1, который должен быть равен приблизительно 6—9 мм, регулируется ослаблением винта 2 и съемом корпуса 5. Далее ослабляют винт 4 и отверткой поворачивают винтовую шпильку 8, перемещая крючок 1 относительно стенок окна 6, ограничивающих движение крючка 1. Положение стержня 9 относительно переднего плеча рычага 3, ослабляющего натяжение ниткиРегулировка моталки для намотки ниток на шпульку.
Количество ниток, наматываемых на шпульку (вместимость шпульки), регулируется поворотом ограничителя 2 (рис. 9) на валу 3 после ослабления стягивающего винта 1. Если ограничитель 2 поворачивать по часовой стрелке, то
вместимость шпульки уменьшится. Натяжение нитки регулируется винтом 5. Если винт завинчивать, то натяжение увеличится. Если нитки наматываются на шпульку неравномерно, то ослабляют упорный винт 4 и ось 7 регулятора натяжения 5 перемещают вдоль отверстия рукава машины. Регулятор следует установить так, чтобы отверстие 6 нитенаправителя было расположено посредине оси шпульки
Федеральное
казенное профессиональное
образовательное
учреждение № 178
ФСИН
России
ИНСТРУКЦИОННАЯ
КАРТА
Тема:
Сборка и наладка машины 1022-М класса. Отработка регулировок механизмов иглы и
челнока.
По
профессии: 18559 «Слесарь-ремонтник»
Разработчик: мастер высшей категории Федосеева Т.Н.
Нижний
Новгород
2019
ИНСТРУКЦИОННАЯ
КАРТА
Тема:
Сборка и наладка машины 1022-М класса. Отработка регулировок механизмов иглы и
челнока.
Упражнение
1 Разборка механизма иглы машины 1022-М класса.
|
Содержание и |
Указания по |
Указания по |
|||
|
1. |
1. Вывернуть 2. Снять |
||||
|
2. |
1. Вывернуть упорный 2. Вынуть иглу 1 |
||||
|
3. |
1. Вынуть |
||||
|
4. |
1. Ослабить 2. Вынуть |
2. |
|||
|
5. |
1. Вынуть
2. Вынуть ползун |
1. |




ИНСТРУКЦИОННАЯ
КАРТА
Тема:
Сборка и наладка машины 1022-М класса. Отработка регулировок механизмов иглы и
челнока.
Упражнение
2 Сборка механизма иглы машины 1022-М класса.
|
Содержание и |
Указания по |
Указания по |
|||
|
1. |
1. Вставить 2. Чтобы ползун |
1. 2. |
|||
|
2. |
1. Поворотом 2. Вставить |
2. |
|||
|
3. |
1. Поворотом 2. Вставить игловодитель
3. Затянуть 4. Вращая |
2. 4. |
|||
|
4. |
1. Установить 2. Закрепить 3. Окончательно |
1. 3. |
|||
|
5. |
1. Поворотом 2. Ослабить
3. Перемещая 4. Затянуть |
2. 3. 4. |
|||
|
6. |
1. Прикрепить 2. Затянуть |
2. |
|||
|
7. |
1. Вставить заглушку |






Характеристика швейной машины 1022 -М. кл.

Технические характеристики швейной машины 1022 — М кл. • Машина предназначена для пошива изделий из тканей бельевой, костюмной и пальтовой группы из натуральных и искусственных волокон двухниточным челночным стежком в одну строчку. Число стежков в минуту — до 4000. Длина стежка — до 4, 5 мм. Подъем нажимной лапки, не менее 8 мм. Наибольшая толщина сшиваемых материалов — не более 5 мм. Применяемые иглы: тип 3 -И, № 90, 100, 110, 120, 130 ГОСТ 7322 -55. Применяемые нитки: хлопчатобумажные матовые в шесть сложений № 30 -80. ГОСТ 6309 -73; шелковые № 65 ГОСТ 6797 -70. Габаритные размеры платформы, мм: длина — 476, ширина — 178, длина — 520, ширина — 210, высота 360. Габаритные размеры стола, мм: длина — 1060, ширина — 650, высота 800 -880. Вылет рукава, мм — 260 Электродвигатель: мощность, к. Вт — не более 0, 25. Масса головки, кг — не более 27. Масса машины, кг — не более 95.

Инструкция по эксплуатации швейной машины 1022 -М. кл.

Регулятор натяжения нити.

Ремонт и настройка швейной машины 1022 -М. кл. Замена челнока.

Настройка параметров работы челнока и иголки.

Регулировка смазки челнока